Изобретение относится к сварочному производству, в частности к, горелкам для электродуговой сварки. Известны горелки для электродуговой сварки плавящимся электродом, содержащие изолированное сопло с расположенным внутри него токопроводящим корпусом, в котором закреплены токоподводящая гильза или элемент, обеспечивающий необходимый выпет электрод проволоки 11 и . . Недостатком этих горелок является отсутствие в них отсоса.для удаления газопылевыделений из зоны сварки. Наиболее близким по технической сущности и достигаемому эффекту к изобретению является горелка для электродуговой сварки в защитных газах с отсосом газопылевьщелений из зоны сварки, содержащая корпус с укр%пленными на нем внутренним и наружным соплами, образующими кольцевой канал для отсоса газопылевыделений, соединенный с вытяжным устройством, канал для направления плавящегося электрода и рукоятку, внутри которой расположены трубки для подвода газа, воды, отвода газопылевьаделений. Горел ка снабжена укрепленным на наружной поверхности внутреннего сопла кольцом 3 . Существенными недостатками такой горелки являются нерав1 омерность формирования потока газопылевьщелений в кольцевом зазоре между наружным и внутренним соплами из-за бокового расположения продольного канала в кор пусе горелки, большие потери мощности устройства, создающего поток.газопылевыделений на преодоление сопротивлений в полукольцевом канале, из-за малого его сечения и особенностей формы (узкая щель). Все это не обеспечивает достаточной интенсивности отсоса газопылевыделений из зоны сварки, что ухудшает условия труда сварщика. Кроме того, через канаш для направления плавящегося электрода в зону сварки подсасывается воздух, что приводит к снижению качества сварных швов, д Целью изобретения является повышение качества сварных швов путем устранения подсоса воздуха в сварочную ванну через канал для направления плавящегося электрода и улучшение условий труда путем повышения интенсивности отсоса газопылевыделений из зоны сварки.
Это достигается тем, что у горелки для электродуговой сварки в защитных ,газах .с отсосом газопылевыделений из зоны сварки, содержащей корпус с укрепленными на нем внутренним и наружным соплами, образующими кольцевой канал для отсоса газопылевыделений, соединенный с вытяжным устройством, канал для направления плавящегося электрода и рукоятку, внутри которой расположены трубки для подвода газа, воды, отвода газопылевыделений, в рукоятке выполнена камера, соединенная с одной стороны с вытяжным устройством, а с другой - с кольцевым каналом для отсоса газопыпевыделений через пазы, выполненные на боковой поверхности корпуса, при ЭТОМ в корпусе выполнены каналы, соединяющие канал для направления плавящегося электрода с камерой в рукоятке;
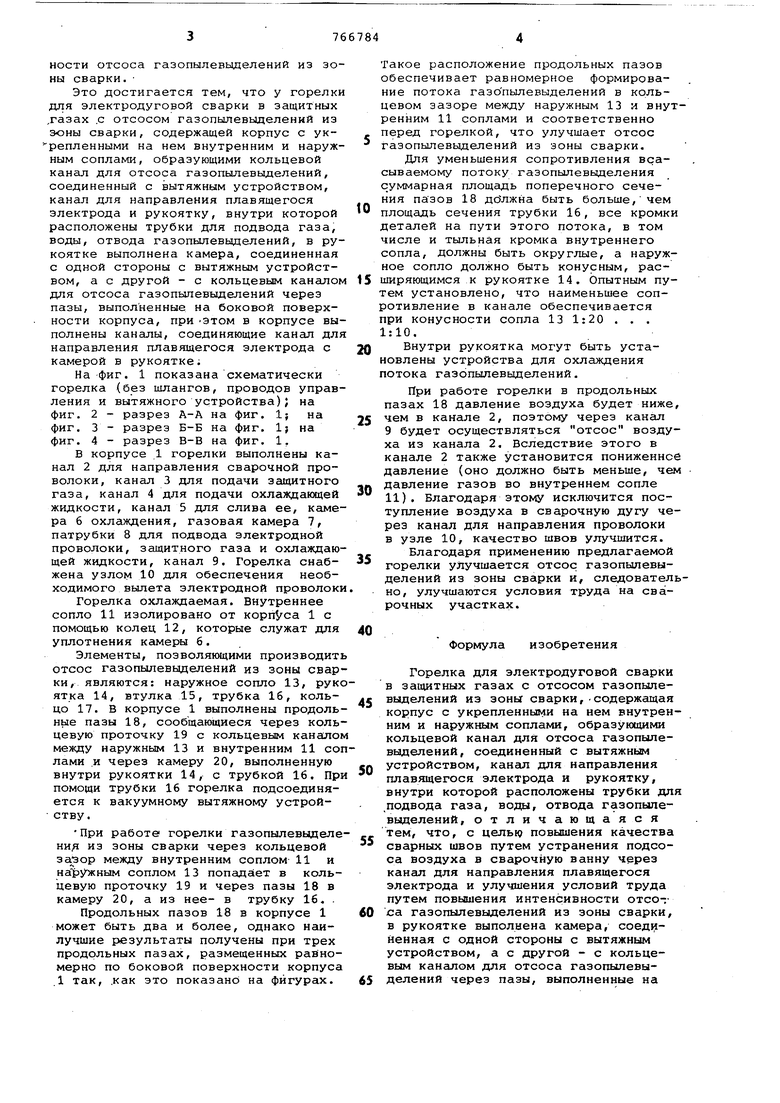
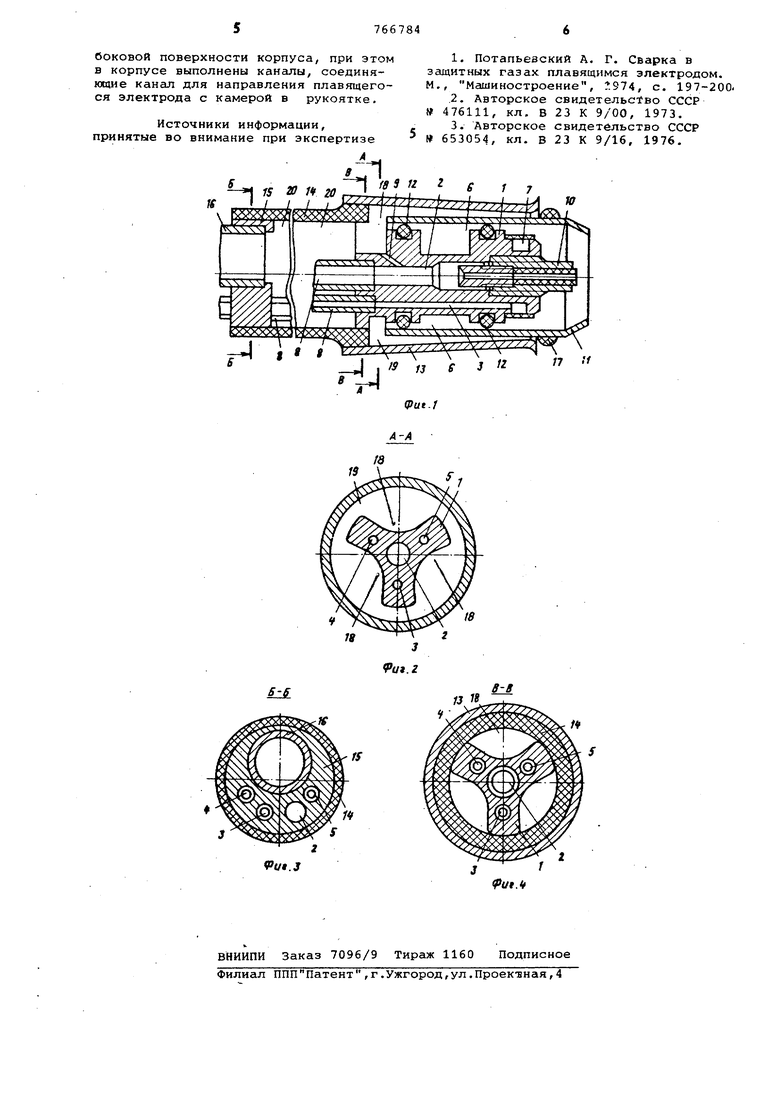
На фиг. 1 показана схематически горелка (без шлангов, проводов управления и вытяжного устройства); на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1 на фиг. 4 - разрез В-В на фиг. 1.
В корпусе 1 горелки выполнены канал 2 для направления сварочной проволоки, канал 3 для подачи защитного газа, канал 4 для подачи охлаждающей жидкости, канал 5 для слива ее, камера 6 охлаждения, газовая камера 7, патрубки 8 для подвода электродной проволоки, защитного газа и охлаждающей жидкости, канал 9. Горелка снабжена узлом 10 для обеспечения необходимого вылета электродной проволоки
Горелка охлаждаемая. Внутреннее сопло 11 изолировано от корпуса 1 с помощью колец 12, которые служат для уплотнения Кс1меры 6.
Элементы, позволяющими производить отсос газопылевыделений из зоны сварки, являются: наружное сопло 13, рукоятка 14, втулка 15, трубка 16, кольцо 17. В корпусе 1 выполнены продольные пазы 18, сообщающиеся через кольцевую проточку 19 с кольцевым каналом между наружным 13 и внутренним 11 соплами .и через камеру 20, выполненную внутри рукоятки 14, с трубкой 16. При помощи трубки 16 горелка подсоединяется к вакуумному вытяжному устройству.
При работе горелки газопылевьщелени из зоны сварки через кольцевой между внутренним соплом 11 и соплом 13 попадает в кольцевую проточку 19 и через пазы 18 в камеру 20, а из нее- в трубку 16. .
Продольных пазов 18 в корпусе 1 может быть два и более, однако наилучшие результаты получены при трех продольных пазах, размещенных равномерно по боковой поверхности корпуса 1 так, .как это показано на фигурах.
Такое расположение продольных пазов обеспечивает равномерное формирование потока газопылевыделений в кольцевом зазоре между наружным 13 и внутренним 11 соплами и соответственно перед горелкой, что улучшает отсос газопылевыделений из зоны сварки.
Для уменьшения сопротивления всасываемому потоку газопылевыделения суммарная площадь поперечного сечения пазов 18 должна быть больше,чем площадь сечения трубки 16, все кромки деталей на пути этого потока, в том числе и тыльная кромка внутреннего сопла, должны быть округлые, а наружное сопло должно быть конусным, расширяющимся к рукоятке 14. Опытным путем установлено, что наименьшее сопротивление в канале обеспечивается при конусности сопла 13 1:20 . . . 1:10.
Внутри рукоятка могут быть установлены устройства для охлаждения потока газопылевыделений.
При работе горелки в продольных пазах 18 давление воздуха будет ниже чем в канале 2, поэтому через канал 9 будет осуществляться отсос воздуха из канала 2. Вследствие этого в канале 2 также установится пониженно давление (оно должно быть меньше, че давление газов во внутреннем сопле 11). Благодаря этому исключится поступление воздуха в сварочную дугу через канал для направления проволоки в узле 10, качество швов улучшится.
Благодаря применению предлагаемой горелки улучшается отсос газопылевыделений из зоны сварки и, следователно, улучшаются условия труда на сварочных участках.
Формула изобретения
Горелка для электродуговой сварки в защитных газах с отсосом газопылевыделений из зоны сварки,содержащая корпус с укрепленными на нем внутренним и наружным соплами, образующими кольцевой канал для отсоса газопылевыделений, соединенный с вытяжньи устройством, канал для направления плавящегося электрода и рукоятку, внутри которой расположены трубки дл ,подвода газа, воды, отвода газопылевыделений, отличающаяся тем, что, с цельн) повышения качества сварных швов путем устранения подсоса воздуха в сварочную ванну через канал для направления плавящегося электрода и улучшения условий труда путем повышения интенсивности отсо-са газопылевыделений из зоны сварки, в рукоятке выполнена камера, соед11ненная с одной стороны с вытяжным устройством, а с другой - с кольцевым каналом для отсоса газопылевыделений через пазы, выполненные на боковой поверхности корпуса, при этом в корпусе выполнены каналы, соединяющие канал для направления плавящегося электрода с камерой в рукоятке, Источники информации, принятые во внимание при экспертизе Г5 У It га rl.J.f / / / / 1. Потапьевский А. Г. Сварка в щитных газах плавящимся электродом. , Машиностроение, , с. 197-200. .2. Авторское свидетельство СССР 476111, кл, В 23 К 9/00, 1973. 3. Авторское свидетельство СССР 653054, кл. В 23 К 9/16, 1976.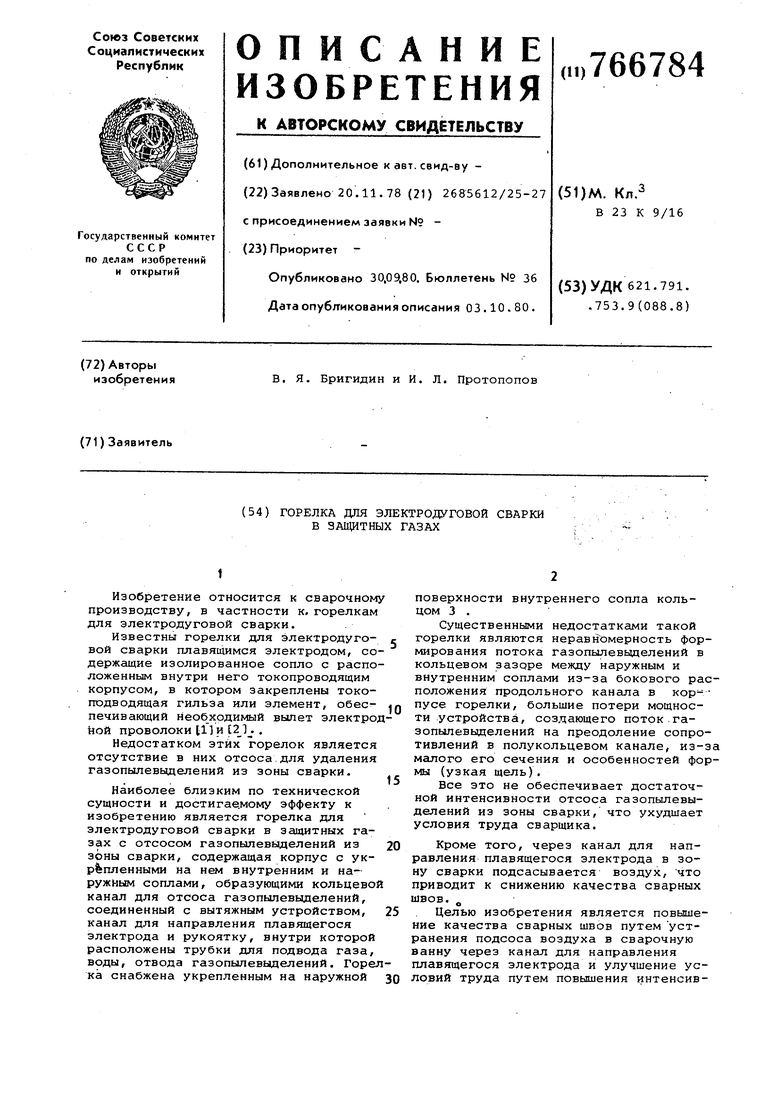
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1031675A1 |
| Горелка для дуговой сварки в среде защитных газов | 1985 |
|
SU1232417A1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1063558A1 |
| Горелка для дуговой сварки с кольцевой газовой защитой и отсосом газопылевыделений | 1975 |
|
SU558766A1 |
| Горелка для дуговой сварки в защитных газах | 1986 |
|
SU1386402A1 |
| Горелка для дуговой сварки в защитных газах | 1979 |
|
SU979052A1 |
| Горелка для сварки в защитных газах | 1983 |
|
SU1074681A1 |
| Горелка для дуговой сварки | 1981 |
|
SU1098708A1 |
| Горелка для электродуговой сварки | 1976 |
|
SU653054A1 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU996132A1 |
