Изобретение относится к оборудованию для шинной промышленности и предназначено для изготовления покрышек из одиночной нити.
Цель изобретения - повышение качества изготавливаемых покрышек.
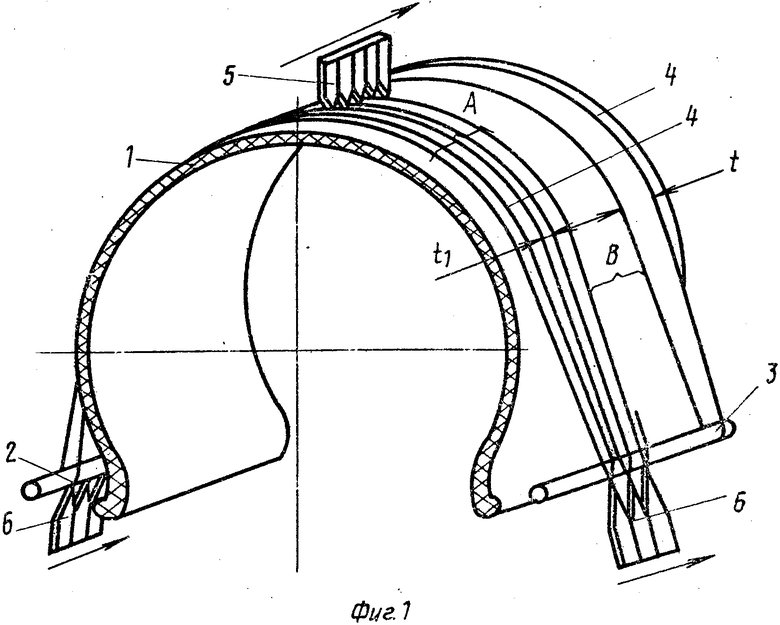
На фиг. 1 схематично изображено армирование покрышки в меридиональном направлении; на фиг.2 - смещение витков армирующей нити.
Способ осуществляется следующим образом.
Изготавливают внутренний корпус 1 путем отливки на дорн (на чертеже условно не показан). На корпус 1 устанавливают с зазором от наружной поверхности бортовые кольца 2 и 3, чтобы длина армирующей нити между ними была равна длине нити между бортовыми кольцами в собранной покрышке. Армируют корпус 1 армирующей нитью 4 с заданным шагом t, а в зоне А, прилежащей к встречной зоне, с уменьшенным шагом t1, т.е. навивку армирующей нити осуществляют с увеличенной по сравнению с заданной плотностью. Длину зоны В выбирают в зависимости от суммарной длины навивочного инструмента
B = lк + lто + lн.в., где lк - длина катушки; lто - ширина тягового органа для катушки; l н.в.- длина выступающей за катушку части нитеводителя и соотношения уменьшенного и заданного шагов навивки, определяемых математически, т.е.
A = 
Далее к прилегающей зоне навивки А в трех или более точках подводят раздвигающие механизмы 5 и 6, элементы захвата нитей в которых находятся в сжатом положении, т.е. на расстоянии t1 соответственно расположению нитей на внутреннем каркасе и кольцах. Затем раздвигающие элементы 5 и 6 смещают во встречную зону витки (см. фиг.2). При этом элементы захвата витков смещаются один относительно других на расстоянии, определяемые по следующему соотношению:
ai = (i - 1)(t - t1), где ai - перемещение сдвигаемого витка;
i - номер сдвигаемого витка;
t - заданный шаг витков, мм;
t1 - шаг витков в уплотненной навивке, м.
После сдвигания витков нити 4 механизмы 5 и 6 отводят, соединяют начало и конец нити узлом 7 или другим способом. Бортовые кольца 2 и 3 прижимают к внутреннему корпусу, накладывают наружный корпус, брекер и протектор (на фиг. не показано).
Далее цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1991 |
|
SU1824793A1 |
| Способ изготовления покрышек пневматических шин | 1987 |
|
SU1733252A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1987 |
|
SU1508501A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1988 |
|
SU1811115A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ КАРКАСОВ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1990 |
|
SU1811117A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1985 |
|
SU1343720A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1990 |
|
SU1727320A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1989 |
|
SU1631882A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1987 |
|
SU1420799A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН (ВАРИАНТЫ) | 1998 |
|
RU2134199C1 |

Изобретение относится к оборудованию для шинной промышленности и предназначено для изготовления покрышек из одиночной нити. Цель изобретения - повышение качества изготавливаемых покрышек. Для этого навивку армирующей нити осуществляют с увеличенной по сравнению с заданной плотностью. Затем витки армирующей нити смещают во встречную зону на расстояние, отпределяемое по следующему соотношению: ai=(i-1)(t-t1) , где ai - перемещение витка, м; i - порядковый номер смещаемого витка, t - заданный шаг витков, м; t1 - шаг витков в уплотненной навивке, м. 2 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН, при котором изготавливают внутренний корпус из эластомерного материала, устанавливают на нем с зазором бортовые кольца, укладывают на наружную поверхность внутреннего корпуса в меридиональном направлении армирующую нить с обвиванием бортовых колец, прижимают бортовые кольца к внутреннему корпусу, накладывают наружный корпус, брекер и протектор, отличающийся тем, что, с целью повышения качества изготавливаемых покрышек, навивку армирующей нити осуществляют с увеличенной по сравнению с заданной плотностью, а затем витки армирующей нити смещают во встречную зону на расстояние, определяемое по следующему соотношению:
ai = (i - 1) (t - t1),
где ai - перемещение витка, м;
i - порядковый номер смещаемого витка;
t - заданный шаг витков, м;
t1 - шаг витков в уплотненной навивке, м.
| Способ изготовления покрышек пневматических шин | 1979 |
|
SU906353A3 |
| Солесос | 1922 |
|
SU29A1 |
