Изобретение относится к шинной промышленности и предназначено для изготовления покрышек путем навивки каркаса из одиночной нити и отливки других элементов из олигомеров.
Целью изобретения является повышение производительности способа и расширение его технологических возможностей.
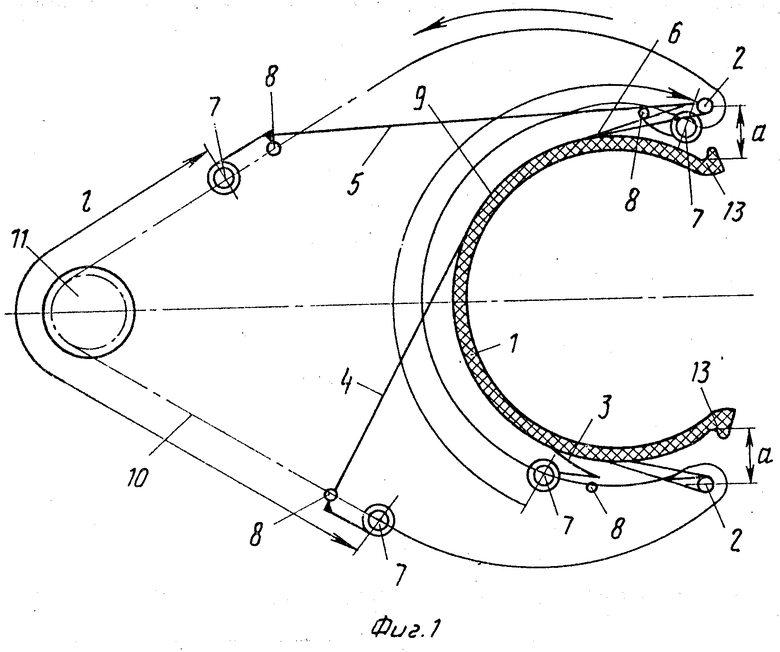
На фиг. 1 изображена схема армирования внутреннего корпуса покрышки навивкой в меридиональном направлении одновременно группой из четырех нитей; на фиг.2 схема расположения нитей на наружной поверхности профиля внутреннего корпуса каркаса и на бортовых кольцах; на фиг.3 схема развертки при навивке одновременно группой из трех нитей; на фиг.4 схема развертки при навивке одновременно группой из четырех нитей.
Способ осуществляют следующим образом.
Изготовляют внутренний корпус 1 из эластомерного материала и на него с зазором а (фиг. 1) от наружной поверхности устанавливают бортовые кольца 2 так, чтобы длина участков армирующих нитей 3, 4, 5, 6 между ними была равна соответственно длине участков нитей между бортовыми кольцами в собранной покрышке с учетом усадки и вытяжки. Армируют корпус 1 (фиг. 1) нитями 3, 4, 5, 6 в меридиональном направлении, укладывая их путем последовательной навивки группой с катушек 7 через нитеводы 8 с последовательным заходом в порядке нумерации нитей на наружную поверхность 9 профиля внутреннего корпуса 1 и вокруг бортовых колец 2 с помощью тягового органа 10 с приводом 11. При этом каждая нить укладывается на поверхность 9 профиля внутреннего корпуса 1 и на бортовые кольца 2 с одинаковым шагом за счет того, что скорость движения и расстояние l по траектории движения катушек 7 и нитеводов 8 равны между собой, при этом каждая предыдущая нить перекрывает последующие (фиг.2, 3, 4) без переплетения с образованием сетчатой структуры 12, которая представляет собой полотно, состоящее из ромбических зон. Количество зон в пределах участка А (фиг. 3, 4) одной группы или витка определяется количеством нитей в группе по последующей зависимости:
N=(n-1)n, где N количество ромбических зон;
n количество нитей в группе.
Количество нитей должно быть таким, чтобы обеспечивалась непрерывная навивка каркаса по меньшей мере одной покрышки.
После окончания армирования бортовые кольца 2 с нитями 3, 4, 5 или 3, 4, 5, 6 и т. д. устанавливают в канавки на основаниях бортов 13 внутреннего корпуса 1, выбирая зазор а. Затем накладывают наружный корпус из эластомерного материала, навивают брекер и накладывают протектор. Далее цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления покрышек пневматических шин | 1987 |
|
SU1733252A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1990 |
|
SU1727320A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1989 |
|
SU1631882A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1988 |
|
SU1536677A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1987 |
|
SU1508501A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1991 |
|
SU1824793A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1985 |
|
SU1343720A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1987 |
|
SU1420799A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН (ВАРИАНТЫ) | 1998 |
|
RU2134199C1 |
| СПОСОБ КРЕПЛЕНИЯ АРМИРУЮЩЕЙ НИТИ НА БОРТОВЫХ КОЛЬЦАХ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1986 |
|
SU1434672A1 |



Изобретение относится к шинной промышленности и предназначено для изготовления покрышек из одиночной нити. Цель изобретения - повышение производительности способа и расширение его технологических возможностей. Для этого армирование внутреннего корпуса осуществляют навивкой группы одиночных нитей путем поочередного захода одной нити на другие с образованием сетчатой структуры полотна. Последовательный заход нитей на поверхность профиля покрышки и перекрытие предыдущей нитью остальных нитей в пределах каждого витка обеспечивают фиксирование нитей на поверхности покрышки, сохраняя строгую геометрию нитяного каркаса, что обеспечивает равномерность распределения нагрузок на нити, повышая прочность и надежность покрышки. Придание каркасу сетчатой структуры в виде ромбических зон при очень малых значениях угла нити к меридиану позволяет увеличить прочность однослойной резинокордной конструкции за счет анизотропности ее, т.к. в этом случае меридиальный каркас воспринимают на себя и часть окружных усилий, разгружая тем самым брекер. 4 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН, при котором изготовляют внутренний корпус из эластомерного материала, устанавливают на нем с зазором бортовые кольца, армируют внутренний корпус в меридиональном направлении армирующей нитью с обвивкой ее вокруг бортовых колец, накладывают наружный корпус из эластомерного материала, навивают брекер и накладывают протектор, отличающийся тем, что, с целью повышения производительности способа и расширения его технологических возможностей, армирование внутреннего корпуса осуществляют навивкой группы одиночных нитей путем поочередного захода одной нити на другие с образованием сетчатой структуры полотна.
| Способ изготовления покрышек пневматических шин | 1987 |
|
SU1733252A1 |
| Солесос | 1922 |
|
SU29A1 |
