Настоящее изобретение относится к способу формирования защитного слоя жесткой поверхности изделия. Защитный слой формируется посредством нанесения слоя силикатсодержащих растворов на жесткую поверхность, высушивания слоя и нанесения кислотного слоя на высушенный слой для того, чтобы образовался защитный слой.
Предшествующий уровень техники
Разрушение металлических и деревянных изделий, например, за счет абразивного износа и коррозии, имеет значительное экономическое влияние на многие отрасли промышленности.
Замедление таких разрушающих сил имеет поэтому коммерческое и практическое значение. Одним из способов замедления абразивного износа и коррозии является использование защитного слоя или покрытия на открытых, подвергаемых воздействию поверхностях.
Используются различные типы защитных барьеров или слоев. Например, с помощью органических соединений, таких как краски, лаки, олифы и подобные им могут наноситься непосредственно на поверхность изделия. Для того чтобы действовать как защитный слой, органическое соединение должно быть совместимым с обрабатываемой поверхностью. Также для некоторых органических композиций или соединений поверхность должна быть предварительно обработана перед нанесением последних, с тем, чтобы на поверхности происходило соответствующее связывание или адгезия. Например, при нанесении красок на поверхность алюминия или алюминиевого сплава поверхность должна быть тщательно очищена и "обработана до шероховатости" или "протравлена" для того, чтобы краска прилипала или приклеивалась к поверхности. Когда используется относительно тонкий покрасочный слой, то "обработанная до шероховатости" или "протравленная" нижележащая или подстилающая поверхность может просматриваться сквозь слой краски, что может быть нежелательным. К тому же для многих органических соединений полученный защитный слой может быть относительно мягким и не выдерживать воздействия абразивного истирания или коррозии.
Другой тип защитного материала использует свойства силикатных соединений, которые химически связываются с различными металлическими поверхностями. Общеизвестно, что различные силикатные соединения могут быть использованы, чтобы получить твердые гладкие поверхности, которые выдерживают воздействие абразивного истирания и коррозии. В патенте США N 3,658,662 Кассона и др. описаны литографические пластины, изготовленные из алюминия или алюминиевых сплавов, которые обработаны силикатом, чтобы получить твердый гладкий слой между поверхностью пластины и коррозионными солями диазония и другими светочувствительными покрытиями, используемыми в литографических технологических процессах. Другим преимуществом силикатных соединений является их тепло- и огнестойкие свойства. В патенте США N 4,810,741 Кима, например, описан детально проработанный процесс изготовления огнестойкого, негорючего материала, содержащего силикатные соединения. Однако такие силикатизированные материалы еще допускают недопустимо высокий уровень коррозии и склонны к растворению растворителями.
Один из типов покрытий, который использует нанесение с использованием электролитического процесса, описан в патенте США N 3,658,662 Кассона и др. Этот процесс включает использование основного электролитного раствора силиката натрия или других солей и алюминиевой детали или пластины, которая действует как анод. Между алюминиевым анодом и катодом пропускают электрический ток для того, чтобы обеспечить образование слоя силиката алюминия на поверхности алюминиевого анода. Этот процесс, однако, нельзя использовать для поверхностей, которые не проводят электрический ток, как например дерево.
Некоторые известные защитные покрытия, в частности покрытия для металлов, также содержат ядовитые вещества, как например, хроматы и кадмий. Эти вещества оказывают вредное влияние на окружающую среду, и их утилизация является очень дорогостоящей. Процессы создания таких покрытий, как например широко используемых хроматных конверсионных покрытий, также создают другие проблемы утилизации. Кроме того, покрытия, созданные посредством таких процессов, не имеют большой стойкости к абразивному истиранию. Следовательно, существует большая нужда в улучшенных защитных покрытиях для металлов и других материалов, которые не используют вещества, которые токсичны или любым другим образом вредно воздействуют на окружающую среду и которые обладают сравнительно большой стойкостью к абразивному истиранию.
Краткое описание существа изобретения
В противоположность известным защитным покрытиям защитный слой, образованный посредством способа, осуществляемого по настоящему изобретению, обеспечивает покрытие для относительно жесткой поверхности изделия, которое обладает высокой стойкостью к абразивному истиранию, коррозии, растворителям, огню и другим деструктивным воздействиям. Этот защитный слой образован из нетоксичных материалов посредством процесса, который сам по себе не создает дополнительных вредных отходов. Настоящее изобретение поэтому является значительным усовершенствованием в области защитных слоев для покрытий для жестких поверхностей.
В одном из вариантов способ обработки жестких поверхностей изделия сформированием защитного слоя на упомянутой жесткой поверхности содержит следующие этапы:
/a/ формирование гидрофильной поверхности на жесткой поверхности изделия;
/b/ нанесение силикатсодержащего раствора на гидрофильную поверхность, в результате чего образуется сплошной слой силикатсодержащего раствора на гидрофильной поверхности;
/c/ высушивание слоя силикатсодержащего раствора на гидрофильной поверхности для создания сухого слоя силикатного материала на жесткой поверхности изделия; и
/d/ воздействие на высушенный слой силикатного материала кислотой, в результате чего образуется защитный слой на жесткой поверхности.
В этом способе гидрофильная поверхность может быть создана любыми другими средствами, включая химические средства и механические средства, как например шлифование песком. Гидрофильная поверхность также может быть промыта перед тем, как ее подвергают воздействию силикатсодержащего раствора.
В этом способе силикатсодержащий раствор содержит от 10% до 100% (по объему) силикатного соединения. Предпочтительнее, чтобы силикатсодержащий раствор содержал от 20% до 40% (по объему) силикатного соединения. Силикатсодержащий раствор является также предпочтительнее раствором силиката натрия, хотя силикатным раствором также может быть силикатный раствор калия. Когда гидрофильную поверхность подвергают воздействию силикатсодержащего раствора, он может воздействовать на эту поверхность от 1 до 60 секунд для того, чтобы образовался слой силикатсодержащего раствора. Предпочтительнее, однако, чтобы гидрофильная поверхность подвергалась воздействию силикатсодержащего раствора 20 секунд и менее.
Этап сушки настоящего способа предпочтительнее включает нагревание слоя силикатсодержащего раствора на гидрофильной поверхности. Слой силикатсодержащего раствора должен быть нагрет, по крайней мере, до 150oC. В этом способе этап нагревания может включать подвергание слоя силикатсодержащего раствора воздействию окружающей среды, имеющей исходную температуру от около 20oC до 250oC, с последующим увеличением температуры окружающей среды со скоростью от около - 1,1oC до 15,6oC в минуту до тех пор, пока не будет достигнута температура от 150oC до 249oC. Предпочтительнее этот этап включал воздействие на слой силикатсодержащего раствора на гидрофильной поверхности окружающей среды, имеющей исходную температуру от 48,9oC до 65,6oC с последующим повышением температуры окружающей среды со скоростью от около -1,1oC до 15,6oC в минуту до тех пор, пока не будет достигнута температура от 151,7oC до 176,7oC. Этап полного высушивания длится от около 2 минут до около 50 минут, предпочтительнее от 6 минут до 15 минут.
В качестве кислоты, используемой в настоящем способе, может быть кислотный раствор, содержащий от 1% до 99% (по объему) кислоты, хотя кислотный раствор предпочтительнее содержит от 10% до 30% (по объему) кислоты. Это может быть фосфорная кислота, которая является недорогой и легко доступной. Высушенный слой силикатного материала подвергают воздействию кислотного раствора от 5 секунд до 120 секунд, предпочтительнее от 20 секунд до 50 секунд. В этом варианте кислотный раствор может иметь температуру от 20oC до 82,2oC, когда на высушенный слой силикатного материала воздействуют кислотным раствором.
В одном из вариантов вышеупомянутые этапы от в/ до d/ повторяют много раз, чтобы получить улучшенную коррозионную стойкость и другие характеристики. В этом и других вариантах для удаления избытка кислоты защитный слой промывают.
Другой вариант настоящего изобретения включает изделие, имеющее жесткую недеформируемую поверхность, на которой должен быть образован защитный слой, при этом защитный слой образуется путем:
/а/ образования гидрофильной поверхности на жесткой недеформируемой поверхности изделия ;
/b/ нанесения силикатсодержащего раствора на гидрофильную поверхность, в результате чего образуется сплошной слой силикатсодержащего раствора на гидрофильной поверхности;
/c/ высушивания слоя силикатсодержащего раствора на гидрофильной поверхности для создания высушенного слоя силикатного материала на жесткой недеформируемой поверхности изделия; и
/d/ воздействия кислотой на высушенный слой силикатного материала, в результате чего образуется защитный слой на жесткой поверхности.
В другом альтернативном варианте настоящего изобретения способ обработки изделия, имеющего жесткую недеформируемую поверхность, для образования защитного слоя на жесткой недеформируемой поверхности включает следующие этапы:
/a/ нанесение равномерного слоя силикатсодержащего раствора на жесткую недеформируемую поверхность изделия;
/b/ высушивание равномерного слоя силикатсодержащего раствора для образования высушенного слоя силикатного материала на жесткой поверхности; и
/c/ воздействие кислотой на твердый слой силикатного материала, в результате чего образуется защитный слой на жесткой поверхности.
Этот способ дополнительно включает этап создания гидрофильной поверхности на жесткой недеформируемой поверхности перед нанесением равномерного слоя силикатсодержащего раствора на жесткую поверхность.
В еще одном варианте настоящего изобретения описан защитный слой на жесткой недеформируемой поверхности, при этом защитный слой содержит:
наружный слой, содержащий двуокись кремния, при этом наружный слой непористый; и
внутренний слой, содержащий двуокись кремния и окисел металла, при этом внутренний слой является водорастворимым.
Далее эти и другие аспекты и варианты настоящего изобретения будут рассмотрены более подробно.
Краткое описание чертежей
Фиг. 1 является поперечным разрезом металлического изделия, имеющего защитный слой, сформированный на нем и включающий внутренний слой силикатной соли и наружный двойной слой;
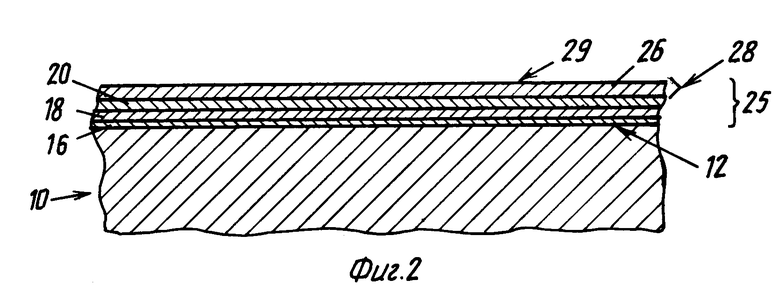
Фиг. 2 - поперечный разрез металлического изделия, имеющего защитный слой, образованный на нем и включающий два внутренних слоя силикатной соли и наружный двойной слой.
Фиг. 3 - поперечный разрез металлического изделия, имеющего защитный слой, образованный на нем и включающий два двойных слоя;
Фиг. 4 - поперечный разрез деревянного изделия, имеющего защитный слой, образованный на нем и состоящий из двух внутренних слоев силикатной соли и наружного двойного слоя;
Фиг. 5 - поперечный разрез деревянного изделия, имеющего защитный слой, образованный на нем и состоящий из внутреннего слоя и наружного двойного слоя;
Фиг. 6 - графический пример одного из аспектов упомянутого варианта настоящего способа обработки жестких недеформируемых изделий для образования на них защитного слоя.
Подробное описание изобретения
Настоящее изобретение представляет собой усовершенствованный способ обработки жесткой недеформируемой поверхности изделия для создания защитного слоя на этой поверхности. Предполагается, что поверхность любого относительно жесткого материала, как например металла, может быть обработана в соответствии с настоящим изобретением для защиты поверхности этого металла. Предполагается, что защитный слой, созданный посредством настоящего способа, содержит значительное количество двуокиси кремния и, как установлено, является по существу стойким к большинству химических растворителей.
Защитный слой, созданный посредством способа по изобретению, может быть использован для улучшения сцепления краски с поверхностью, а также для доведения такой поверхности до глянцевого блеска. Установлено, однако, что защитный слой особенно полезен при защите поверхностей от разрушений, вызванных воздействием окружающей среды, например коррозии и абразивного истирания. В частности, установлено, что защитный слой, созданный посредством настоящего способа, имеет большое применение при защите металлических поверхностей от коррозии. Например, алюминиевые и стальные поверхности, обработанные в соответствии со способом по настоящему изобретению, по существу защищены от коррозии. Обработанные алюминиевые и стальные поверхности были испытаны согласно требованиям стандарта B-117 Американского общества по испытанию материалов /ASTM/ и военного стандарта C-5541 на способность краски к сцеплению с различными временами воздействия. Алюминиевые сплавы были подвергнуты таким испытаниям в течение 168 и 336 часов и, как было установлено, удовлетворяли и даже превысили требования стандарта для алюминиевых сплавов, подвергнутых таким испытаниям. Сталь и стальные сплавы с цинковым покрытием также были подвергнуты таким испытаниям в течение 1.5, 2, 4, 12, 24, 48 и 96 часов и также, как было установлено, удовлетворили и превысили требования стандартов, установленные для таких сплавов.
В одном из вариантов, описанный здесь процесс используется для формирования защитного слоя, включающего наружный слой из двуокиси кремния поверх одного или более внутренних слоев силикатной соли. Для формирования такого защитного слоя процесс начинается с подготовки связующей поверхности на изделии, например на металлическом или деревянном изделии. При подготовке связующей поверхности последняя вначале промывается моющим средством и горячей водой. На металлических изделиях поверхность затем подвергается воздействию раствора закрепляющей кислоты, который протравливает или химически взаимодействует с поверхностью, чтобы получить тонкий слой пленки на поверхности. Тонкий слой пленки содержит связующее вещество, например металлический оксидный материал, который позволяет нанесенному последним слою силикатной соли прилипнуть к поверхности. В одном из аспектов этого варианта закрепляющей кислотой является ортофосфорная кислота, которая формирует тонкий пленочный слой, содержащий окисел металла и материал ортофосфата металла. После обработки поверхности на металлическом изделии кислотой избыток кислоты, окислы или другие примеси и загрязняющие вещества, которые не сцепились плотно с поверхностью, затем принудительно удаляются путем протирания поверхности ветошью или промывания поверхности горячей водой под давлением. Для деревянных изделий не нужны дополнительные этапы по созданию связующей поверхности. После образования и подготовки связующей поверхности на изделии ее обрабатывают щелочнометаллическим или щелочноземельным металлическим силикатным раствором. Хотя в процессе могут быть использованы различные типы силикатных растворов, в предпочтительном процессе связующую поверхность обрабатывают 18 - 33% (в процентном соотношении объемов) раствором силиката натрия. После обработки связующую поверхность полностью высушивают, предпочтительнее при температуре 150oC и выше, для формирования тонкого слоя силикатной соли на связующей поверхности. Утверждается, что в процессе операции сушки часть силикатной соли превращается в двуокись кремния. Утверждается, что для деревянных поверхностей в процессе этой первой выдержки в растворе раствор силикатной соли частично абсорбируется древесными волокнами, расположенными по всей поверхности. Количество абсорбированного раствора силикатной соли зависит от типа древесины, пористости древесины и продолжительности выдержки в растворе.
Поскольку в течение процесса в первом слое силикатной соли могут образовываться трещины и другие дефекты, весь процесс может повторяться для формирования множества слоев силикатной соли поверх нижних слоев силикатной соли. Каждый слой силикатной соли обеспечивает большую защиту изделия от абразивного истирания, коррозии, огня и тепла. После того, как последний слой сформирован и высушен, изделие затем выдерживается в сильной кислоте, как например в кислотном растворе. В процессе этой выдержки в растворе последний слой силикатной соли превращается в наружную двухслойную структуру, содержащую внутренний слой силикатной соли и наружный слой двуокиси кремния. Когда процесс полностью завершен, защитный слой включает множество внутренних слоев силикатной соли, по крайней мере, частично перешедшей в двуокись кремния, и наружный двойной слой, состоящий из внутреннего слоя силикатной соли и наружного слоя двуокиси кремния.
Вышеописанный процесс может быть дополнительно модифицирован путем выдержки каждого высушенного слоя в кислоте перед формированием последующего слоя силикатной соли. Это создает множество двойных слоев, подобных описанному выше наружному двойному слою, поверх связующей поверхности, что улучшает стойкость защитных слоев к абразивному истиранию, коррозии, огню и теплу. Когда используется этот альтернативный процесс, каждый слой силикатной соли превращается во внутренний двойной слой, состоящий из внутреннего слоя силикатной соли и наружного слоя двуокиси кремния. Для большинства применений один внутренний двойной слой формируется под наружным двойным слоем для обеспечения достаточной защиты. Когда процесс полностью завершен, на металлическом или деревянном изделии сформирован защитный слой, обеспечивающий защиту изделия от абразивного истирания, коррозии, огня и тепла.
В одном из вариантов настоящий способ может быть использован для защиты металлических и деревянных поверхностей. В тексте термин "металлический", как здесь был использован, относится к поверхностям, содержащим металлические сплавы и металлы, такие как сталь, алюминий и их сплавы. В тексте термин "деревянный", как он здесь был использован, относится ко всем видам древесины и изделий из древесины. Ожидается, что этот вариант настоящего способа также может быть использован для изделий, изготовленных их других материалов.
Как показано на фиг. 1, описанный здесь способ может быть использован для формирования защитного слоя 14 на связующей поверхности 12 изделия 10, как например металлического изделия. Предполагается, что защитный слой 14 включает наружную двойную структуру 22, покрывающую внутренний слой (18) материала силикатной соли. При обработке металлических изделий в соответствии с этим вариантом осуществления настоящего способа на изделии 10 создается связующая поверхность 12. Однако создание связующей поверхности в настоящем способе является необязательным. Для создания связующей поверхности подлежащую обработке поверхность сначала очищают и сушат. Хотя не упоминается никакой особый предпочтительный способ очистки и сушки, доказано, что достаточно теплой воды и моющих средств. Затем поверхность выдерживают в растворе закрепляющей кислоты, который протравливает или химически взаимодействует с поверхностью для образования на ней тонкого слоя-пленки (16). Тонкий слой-пленка 16 предпочтительнее содержит связующее вещество, как например металлический оксидный материал, который позволяет нанесенному последним слою силикатной соли прилипнуть к поверхности. В предложенном для реализации технологическом процессе закрепляющий кислотный раствор от 20 до 25% ортофосфорной кислоты, которая остается на поверхности от 3 до 10 минут. При использовании ортофосфорной кислоты считается, что она протравливает и химически взаимодействует с поверхностью, образуя тонкий слой-пленку 16, содержащий материал ортофосфата металла и соль оксида металла. При использовании кислот более сильных, чем ортофосфорная кислота, например соляной кислоты, для обработки металлических поверхностей может происходить чрезмерное окисление поверхности.
Хотя можно воспользоваться любым способом для воздействия на подлежащую обработке поверхность раствором закрепляющей кислоты, в предложенном для реализации технологическом процессе это выполняется путем полного погружения изделия 10 в кислотную ванну. Обычно кислотная ванна подогревается до температуры 43,9oC - 60oC для того, чтобы ускорить взаимодействие и чтобы получить более однородную по внешнему виду поверхность. Однако при более высоких или более низких концентрациях время реакции и температуры могут быть уменьшены или увеличены соответственно.
После получения на металлической поверхности слоя-пленки 16 поверхность затем протирается ветошью или промывается теплой водой с тем, чтобы принудительно удалить любой избыток кислоты или любые примеси и загрязняющие вещества. Примеси, обычно называемые сажей, включают различные окислы и фосфатные соли (обычно соли меди и магния), которые образуются на поверхности. Операция промывки, называемая "обезсаживанием" или удалением сажи, копоти, проводится только в отношении внешнего вида, поскольку такой сажистый материал, по-видимому, не препятствует образованию и функционированию защитного слоя. В предложенном для реализации технологическом процессе обезсаживание или удаление сажи проводится путем промывания слоя-пленки 16 теплой или горячей водой, нагретой до 48,9oC - 60oC. Кроме того, могут быть использованы способы очистки от сажи под давлением или соскребанием скребком или другие способы очистки. Сажистый материал имеет цвет от темно-серого до черного в зависимости от типа используемого алюминиевого сплава. После очистки и промывания слоя-пленки 16 последний затем высушивается.
Затем слой-пленка 16 выдерживается в щелочнометаллических и щелочноземельных металлических силикатных растворах, чтобы получить внутренний слой силикатной соли поверх связующей поверхности 12. Щелочнометаллический раствор выбирается из группы, включающей силикат калия, силикат натрия и силикат лития. Щелочноземельный металлический силикатный раствор выбирается из группы, включающей силикат бериллия, силикат магния и силикат кальция. В предложенном примере для реализации технологического процесса слой-пленка 16 выдерживается в 18 - 33% (по объему) растворе силиката натрия способом погружения или разбрызгивания. В случае использования металлических изделий 10 считается, что во время выдержки в растворе силиката натрия материал ортофосфата металла и окиси металла, находящийся в слое-пленке 16, химически связывается с силикатом натрия, имеющимся в растворе, чтобы образовать внутренний слой 18 силикатной соли. Рабочее время выдержки в растворе силиката может изменяться от 1 до 10 минут в зависимости от изделия и обрабатываемой поверхности. Например, в случае работы с гладкими поверхностями требуется меньшее время выдержки в сравнении с грубыми или изъязвленными поверхностями. Также некоторые материалы требуют большее время выдержки, чем другие. Например, для поверхностей, изготовленных из алюминия или алюминиевых сплавов, требуется меньшее время выдержки, чем поверхности из магния и магниевых сплавов.
После выдержки в растворе силиката натрия слоя-пленки 16 слой 18 силикатной соли потом нужно полностью высушить при достаточно высокой температуре. Очень важно, чтобы слой-пленка 16 полностью просох перед выполнением следующей операции технологического процесса. В предложенном примере технологического процесса операция сушки выполняется в специальном сушильном шкафу при температуре 150oC и выше. При этой температуре вся операция сушки занимает от 2 до 10 минут. Установлено, что когда слой силиката натрия высушивается при температуре 150oC и выше, некоторая часть слоя превращается в слой двуокиси кремния, который, оказывается, увеличивает стойкость внутреннего слоя 18 к абразивному истиранию и коррозии. Увеличивая или уменьшая температуру или время сушки, можно увеличить или уменьшить соответственно количество перешедшего в двуокись кремния силиката натрия для формирования слоев, имеющих различные износостойкие и коррозионностойкие свойства.
После того, как внутренний слой 18 полностью высушен, его выдерживают опять в 18 - 33% (по объему) растворе силиката натрия в течение от одной до трех минут и затем высушивают таким же образом, как описано выше, для формирования второго слоя 20 силикатной соли, расположенного поверх первого внутреннего слоя 18. В отличие от первой выдержки в растворе силиката натрия, используемой для получения внутреннего слоя 18, продолжительность выдержки в растворе силиката натрия для получения второго слоя 20 не имеет решающего значения. И снова, регулируя температуру высушивания и продолжительность сушки, можно селективно регулировать количество силиката натрия, перешедшего в двуокись кремния.
После того, как был полностью высушен второй слой 20, его выдерживают предпочтительнее в кислоте, как например, кислотном растворе, выбранном из группы, включающей уксусную кислоту, борную кислоту, угольную кислоту, соляную кислоту, азотную кислоту, ортофосфорную кислоту и серную кислоту. В процессе этой выдержки второй слой 20 превращается в равномерный однородный двойной слой 22. Двойной слой 22 состоит из нижней части второго слоя 20 и наружного слоя 24 из двуокиси кремния. Во время выдержки в кислотном растворе кислота химически реагирует с силикатным материалом второго слоя 20 с образованием наружного слоя 24 двуокиси кремния. В предпочтительном варианте способа второй слой 20 выдерживают в 20 - 25% (в процентном соотношении объемов) растворе ортофосфорной кислоты, нагретом до 48,9oC - 60oC. При нагревании кислоты до этой температуры время выдержки составляет от около 15 до 30 секунд. Например, для алюминия, если температура кислоты равна комнатной температуре (около 20oC - 60oC), время выдержки должно составлять от двух до семи минут. После этой выдержки наружный слой двуокиси кремния становится твердым и гладким и имеет однородный ровный внешний вид. Поскольку он тверже, чем силикат натрия, то защитный слой 14, имеющий двухслойную структуру 22, является более стойким к абразивному истиранию и коррозии, чем единичные отдельные слои силиката натрия.
Как показано на фиг. 2, вместо перевода второго слоя 20 силикатной соли в двухслойную структуру 22, можно сформировать поверх второго слоя 20 силикатной соли третий слой 26 силикатной соли для формирования второго защитного слоя 25, который обеспечивает более высокую степень защиты, чем защитный слой 14. Для того чтобы сформировать второй защитный слой 25, третий слой 26 формируют, используя этапы, упомянутые ранее и используемые для формирования второго слоя 20. Вместо того, чтобы выдерживать второй слой 20 в ортофосфорной кислоте после его полного высушивания, его выдерживают в 18 - 33% растворе силиката натрия. После высушивания образуется третий слой силикатной соли 26, который затем выдерживают в 20 - 25% ортофосфорной кислоте для образования наружного двойного слоя 28. Подобно двойному слою 22 двойной слой 28 включает нижнюю часть третьего слоя 26 из силиката натрия и наружный слой 29 из двуокиси кремния.
После завершения всего технологического процесса на поверхности изделия 10 могут быть сформированы относительно ровные, твердые защитные слои 14 и 25, состоящие из одного или двух внутренних слоев 18 и 20 силикатной соли, покрытые наружными двойными слоями 22 и 28 соответственно. Защитные слои 14 и 25 являются очень стойкими к абразивному истиранию и коррозии, вызываемой воздействием кислотных, щелочных и соляных водяных растворов, и имеют стеклообразный внешний вид. Эти слои могут быть покрыты органическими составами, как например красками, лаками и подобными им.
Было установлено, что при использовании вышеописанного способа на верхней поверхности каждого внутреннего слоя 18, 20 силиката натрия могут появиться трещины или поры. Они могут повлиять на общий результат функционирования защитных слоев 14 и 25. Такие трещины или поры могут образовываться частично вследствие термодинамических свойств нижележащих или подстилающих материалов, подлежащих обработке. Один из путей преодоления этой проблемы рассматривается ниже с точки зрения высушивания силикатсодержащих растворов при различных исходных и конечных температурах и в различные промежутки времени. Другим путем, связанным с этой проблемой, является выдержка каждого нижнего слоя 18 и 20 силикатной соли в кислоте перед формированием поверх него последующего слоя силикатной соли. Таким образом поверх связующей поверхности можно сформировать множество двойных слоев.
На фиг. 3 показан третий защитный слой 50, сформированный на выдержанной в растворе поверхности изделия 10, содержащий два двойных слоя 52 и 55, нанесенных поверх связующей поверхности 12 изделия 10. Используя этапы, упомянутые выше, для формирования защитных слоев 14 и 25, поверх связующей поверхности 12 наращиваются два двойных слоя 52 и 55. Сначала поверх связующей поверхности 12 формируют пленочный слой 16. Затем поверх связующей поверхности 12 формируют внутренний двойной слой 52, содержащий первый слой 18 силикатной соли и первый слой 54 двуокиси кремния. После того, как сформирован внутренний двойной слой 52, поверх него формируют наружный двойной слой 55, содержащий второй слой 20 силикатной соли и наружный слой 57 двуокиси кремния. Однако в некоторых случаях применения, где требуется дополнительная защита, поверх связующей поверхности 12 может быть сформирован дополнительный двойной слой (не показан).
Для того чтобы сформировать защитный слой 50 поверх изделия 10, на изделии 10, используя упомянутый выше технологический процесс, сначала формируют связующую поверхность 12, пленочный слой 16 и первый слой 18 силикатной соли. После того, как первый слой 18 полностью просох и частично преобразовался в двуокись кремния, его затем погружают в ортофосфорную кислоту, нагретую до температуры от около 48,9oC - 60oC на время от 15 до 30 секунд для получения внутреннего слоя 54 двуокиси кремния. Внутренний слой 54 аналогичен наружному слою 24, созданному при формировании защитного слоя 14. После охлаждения внутренний двойной слой затем выдерживают в 18 - 33% (в процентном соотношении объемов) растворе силиката натрия в течение от одной до трех минут и высушивают для формирования второго слоя 20 силиката натрия поверх этого слоя. Второй слой 20 затем погружают в горячую ортофосфорную кислоту на время от 15 до 30 секунд для получения наружного слоя 57 диоксида кремния поверх этого слоя. После завершения технологического процесса на изделии 10 сформированы внутренний и наружный двойные слои 52 и 55 соответственно.
Этот вариант настоящего способа также может быть использован для различных деревянных поверхностей, чтобы обеспечить защиту от истирания на износ, коррозии, тепла и огня. Как видно из фиг. 4, в этом альтернативном варианте защитный слой 34 может быть сформирован на подверженных воздействию поверхностях изделия 30, изготовленного из дерева. Как и для металлических изделий, в этом варианте сначала на изделии 30 необходимо сформировать связующую поверхность 32 для того, чтобы защитный слой 34 должным образом прилип к изделию 30. Связующую поверхность 32 формируют путем очистки и промывки ее теплой водой и моющим средством в течение нескольких минут, чтобы удалить все частицы грязи и посторонних веществ из пор дерева. Поскольку дерево имеет более пористую структуру, чем металлические изделия, промывка деревянных поверхностей и удаление посторонних веществ является более важным делом, чем для металлических поверхностей. В отличие от технологического процесса, используемого при работе с металлическими поверхностями, для формирования связующей поверхности 32 не используют кислоту.
После того, как приготовлена связующая поверхность 32, ее затем выдерживают в силикатсодержащем растворе, как описано выше. В предпочтительном варианте связующую поверхность 32 выдерживают в 18 - 33% (в процентном соотношении объемов) растворе силиката натрия в течение от одной до трех минут. Во время этого этапа раствор силиката натрия должен пропитать поры дерева и поверхностные трещины для формирования первого слоя 36 силикатной соли. После выдержки первый слой 36 из силиката натрия затем высушивают при или почти при комнатной температуре. Могут быть использованы более высокие температуры, допустимые для деревянных изделий. Считается, что во время погружения в раствор силиката натрия этот раствор абсорбируется волокнами дерева, и как только силикатный материал высыхает, он затвердевает с образованием кристаллических структур между волокнами древесины. Также считается, что небольшая часть силиката натрия превращается в двуокись кремния в процессе сушки. В результате первый слой 36 силикатной соли является относительно твердым и плотно связан или сцеплен со связующей поверхностью 32. После того, как сформирован первый слой 36, поверх этого первого слоя 36 затем формируют последующие второй и третий слои 38 и 40, силикатной соли соответственно. При обработке металлических согласно настоящему способу важно, чтобы второй и третий слои 38 и 40 силикатной соли были в достаточной степени высушены для формирования соответствующего количества двуокиси кремния перед выполнением следующего этапа.
После того, как третий слой 40 силикатной соли высушен, его выдерживают в кислоте, как при обработке изделия 10. В предпочтительном варианте используют ортофосфорную кислоту с концентрацией от 20% до 25%, при температуре 48,9oC - 82,2oC в течение трех минут. Считают, что наружный слой 40 преобразуется в двойной слой 41, содержащий наружный слой 42 из двуокиси кремния, и внутренний слой, выполненный из внутреннего слоя 40. После того, как наружный слой 42 из двуокиси кремния высушен, поверх связующей поверхности 32 изделия 30 образуется твердый, гладкий защитный слой 34, содержащий два внутренних слоя 36, 38 силикатной соли, которые покрывает двойной слой 41.
Как показано на фиг. 5, в некоторых случаях практического применения возможно потребуется сформировать еще один защитный слой 45, содержащий один внутренний слой 36 силикатного материала, и наружный двойной слой 41.
Для иллюстрации вышеописанного способа приведены следующие примеры.
Пример 1
Типовой способ обработки поверхности алюминия и алюминиевых сплавов, использующий вышеописанный вариант настоящего изобретения, описываются следующим образом.
Были обработаны два образца алюминиевых панелей - первый образец изготовлен из заготовки, выполненной из материала 2024 T-3, а второй образец из заготовки, выполненной из материала 6061 T-6. Обе панели имели габариты 3 (ширина) х 10 (длина) х 0,39 (толщина) дюймов или 76,2 х 254 х 0,991 мм. Первый и второй образцы вначале были очищены с помощью моющего средства, и воды, а затем погружены в 25% раствор ортофосфорной кислоты, нагретой до 60oC, на три минуты. Кислотный раствор был нагрет для того, чтобы ускорить химическую реакцию и обеспечить получение более однородного внешнего вида. Затем образцы 1 и 2 извлекались из раствора кислоты, причем образец 1 имел черную закопченную пленку, а образец 2 - светло-серую закопченную пленку. Сажистые пленки с обоих образцов были удалены путем протирания каждого образца губкой и горячей водой. Сразу же после удаления сажи или копоти поверхность образцов 1 и 2 приобретает ясный серебристо-белый цвет. Полагают, что этот цвет появляется благодаря образованию ортофосфата алюминия на поверхности каждого образца. Затем образцы 1 и 2 охлаждали, помещая их в водную ванну, нагретую до 15,6oC, на одну минуту. Пока образцы были еще влажными, их затем помещали в 16% раствор силиката натрия на одну минуту. Затем образцы 1 и 2 извлекали из раствора силиката натрия и помещали в сушилку, нагретую от 148,9oC до 157,2oC, на время, приблизительно равное 30 минутам, чтобы просушить. Через десять минут образцы вынимали из сушилки и оставляли, чтобы охладить до комнатной температуры. Было замечено, что оба образца имеют гладкую глянцевую поверхность. Сразу же после охлаждения образцы 1 и 2 возвращали в 18% раствор силиката натрия на три минуты. Затем образцы 1 и 2 снова, помещали в прогретую сушилку на тридцать минут, затем их извлекали и давали возможность охладиться до комнатной температуры. После того, как образцы охладились, их снова помещали в 25% раствор ортофосфорной кислоты на три минуты.
Поверхность образцов 1 и 2 принимает твердый, гладкий и глянцевый внешний вид. Антикоррозионные свойства, образцов 1 и 2 были проверены согласно требованиям стандарта В-117 Американского общества по испытанию материалов (ASTM) или военного стандарта С-5541 (США). Качество адгезии краски с поверхностью образцов 1 и 2 также проверялось согласно требованиям военного стандарта С-5541. Оба образца 1 и 2 проходили согласно спецификациям каждое испытание.
Теплостойкость, огнестойкость каждого образца проверялись путем сравнения обжига обработанных и необработанных образцов. Обработанные и необработанные образцы были выдержаны в пламени ацетилена, который сгорает при температуре от 1093oC до 1371oC. Необработанные образцы приблизительно через 30 секунд сгорали до золы. Общего остатка не оставалось. С другой стороны, обработанные алюминиевые образцы 1 и 2 изгибались после нескольких секунд выдержки. Приблизительно через 2 минуты и 8 секунд алюминий начал медленно вытекать из-под двух сторон слоя покрытия. В этот момент испытания были приостановлены. Остатка золы алюминия не было обнаружено.
Пример 2
Типовой способ обработки поверхности изделия, изготовленного из стали или стального сплава, использующий вышеописанный вариант настоящего изобретения, описывается следующим образом.
Три образца стальных панелей 1 - 3, изготовленные из стали 4130 , были обработаны согласно изобретению. Все образцы имели габариты 4 (ширина) х 6 (длина) х 0,041 (толщина) дюйма или 101,6 х 152,4 х 1,05 мм. Образцы 1 - 3 сначала были очищены с помощью моющего средства и горячей воды, для того чтобы удалить жир и масляные пятна, а затем погружены в 25% раствор (по объему) ортофосфорной кислоты, нагретой до 48,9oC. На этом этапе технологического процесса на поверхности панелей создается или образуется ортофосфат железа, с которым может связываться силикат натрия. Затем образцы 1 - 3 промывали холодной водой и погружали в 33% (по объему) раствор силиката натрия, поддерживаемый при температуре 4,45oC. Затем образцы 1 - 3 высушивали при температуре 151,7oC в течение 30 минут, чтобы получить первый слой силиката натрия, частично превращенного в двуокись кремния. Образцы 1 - 3 охлаждали до комнатной температуры, а затем погружали в 25% (объем/объем) раствор ортофосфорной кислоты, нагретой до 48,9oC, приблизительно на 15 секунд. На этом этапе технологического процесса образуется твердый, нерастворимый слой двуокиси кремния поверх первого слоя силиката натрия, тем самым образуя двухслойную структуру на поверхности. Затем образцы 1 - 3 промывали, охлаждали и повторно погружали в 33% раствор силиката натрия, чтобы получить второй слой силиката натрия поверх обработанных поверхностей. Затем образцы 1 - 3 высушивали при температуре 151,7oC в течение приблизительно 30 минут и оставляли для охлаждения до комнатной температуры. Далее образцы 1 - 3 погружали в 25% (объем/объем) раствор ортофосфорной кислоты, нагретой до 48,9oC, приблизительно на 15 секунд, чтобы получить двухслойную структуру силиката натрия и двуокиси кремния на поверхности образцов. После этого образцы 1 - 3 промывали холодной водой и высушивали при температуре 151,7oC в течение 5 минут. Образцы 1 - 3 были испытаны в соответствии с требованиями проведения испытаний на воздействие соляных брызг, которые они успешно прошли в течение одной трети часа, 1 часа, 2 часов и 24 часов испытаний, которые показали, что защитный слой, образованный в процессе осуществления технологического процесса, действует на ингибитор коррозии при стандартных условиях испытаний.
Пример 3
Типовой способ обработки поверхности меди или медного сплава, используя описанный выше вариант настоящего изобретения, осуществляют следующим образом.
Был обработан образец из медной трубки. Трубка имеет габариты 12 (длина) х 0,5 (внутренний диаметр) х 0,125 (толщина боковой стенки) дюймов или 304,8 х 12,7 х 3,175 мм. Сначала образец очищали с помощью моющего средства и горячей воды, чтобы удалить жир и масляные пятна, а затем погружали в 25% (объем/объем) раствор ортофосфорной кислоты, нагретой до 48,9oC. Этот этап технологического процесса обеспечивает появление на обрабатываемой поверхности образца пленочного слоя ортофосфата меди, с которым, как утверждают, связывается силикат натрия. Затем образец промывали холодной водой и погружали в 33% (по объему) раствор силиката натрия, имеющий температуру 4,44oC. После этого образец высушивали при температуре 151,7oC в течение приблизительно 30 минут, чтобы получить первый слой силиката натрия и двуокиси кремния поверх пленочного слоя. Затем образец оставляли для охлаждения до комнатной температуры и потом погружали его в 25% (объем/объем) раствор ортофосфорной кислоты, нагретой до 48,9oC на 15 секунд. Далее образец промывали холодной водой и повторно погружали в 33% (по объему) раствор силиката натрия, чтобы получить второй слой силиката натрия на поверхности. Затем образец высушивали при температуре 151,7oC в течение примерно 30 минут и оставляли для охлаждения до комнатной температуры. После этого образец погружали в 25% (объем/объем) раствор ортофосфорной кислоты, нагретой до 48,9oC, приблизительно на 15 секунд для формирования наружного слоя двуокиси кремния поверх второго слоя силиката натрия. Затем образец промывали холодной водой и высушивали при 151,7oC в течение 5 минут. Образец был испытан в соответствии с требованиями стандарта В 117-ASTM испытания разбрызгиванием соляного тумана и прошли успешно 48-часовое испытание, показавшее, что защитный слой, сформированный в процессе осуществления способа, действует как ингибитор коррозии при стандартных условиях испытания.
Пример 4
Типовой способ обработки деревянной поверхности, использующий описанный выше вариант настоящего изобретения, осуществляют следующим образом.
Деревянный образец, изготовленный из сосны, имеет первоначальный габаритный размер 2 (ширина) х 4 (длина) х 6 (высота) дюймов или 50,8 х 101,6 х 152,4 мм. 25% раствор силиката натрия заливали в контейнер размером 18 (высота) х 6 (диаметр) дюймов или 457,2 х 152,5 мм. Контейнер имеет воздушный клапан (известный так же как клапан Шрадера) и уплотняющую крышку для того, чтобы можно было поддерживать давление внутри контейнера, когда контейнер закрыт. Затем в контейнер, заполненный раствором силиката натрия, помещали деревянный образец. Далее контейнер закрывали и плотно герметизировали. К воздушному клапану подводили воздушный шланг и подавали в контейнер воздух под давлением, для создания внутреннего давления приблизительно 11,95 кг/см2. Деревянный образец был оставлен в растворе под давлением в течение 10 минут, затем был извлечен и оставлен для просыхания в течение двух часов при температуре 32,2oC. Когда деревянный образец был высушен, его возвратили в раствор силиката натрия и поместили под давление, как было описано ранее. Затем деревянный образец высушивали в течение двух часов при температуре 32,2oC. Как только деревянный образец был высушен, его помещали в 25% (объем/объем) ортофосфорной кислоты при температуре 60oC на 5 минут. Затем деревянный образец извлекали из раствора кислоты и промывали холодной водопроводной водой, чтобы отмыть избыток кислоты. Затем дерево оставляли высыхать в течение 2 часов. Как только образец просох, он слегка почернел по внешнему виду. Других изменений поверхности не было замечено.
Теплостойкость и огнестойкость деревянного образца испытывали следующим образом. Обработанный деревянный образец и необработанный образец были помещены в пламя ацетилена, которое горит при температуре от 1093oC до 1371oC. Обработанный и необработанный образцы были помещены в пламя на одну минуту. В течение нескольких секунд пребывания в пламени необработанный образец горел с видимым пламенем и дымом. Горение продолжалось в течение примерно десяти минут. В случае помещения в пламя обработанного образца процесс горения продолжался в течение нескольких секунд. Однако после выноса из пламени горение прекращалось через три секунды, а через 15 секунд нельзя было обнаружить запаха дыма. Через 30 секунд поверхность обработанного образца оставалась слегка теплой на ощупь.
Пример 5
Типовой способ обработки поверхности магниевого сплава, использующего описанный выше вариант настоящего изобретения, осуществляют следующим образом.
Было обработано три образца панелей из магния - все три образца были изготовлены из магний-никелевого сплава и имели габариты 4 (ширина) х 6 (длина) х 0,041 (толщина) дюйма (101,6 х 152,4 х 1,041 мм). Сначала образцы были очищены с помощью моющего средства и горячей воды для удаления жировых и масляных пятен, а затем их погружали в 25% (объем/объем) раствор ортофосфорной кислоты, нагретой до температуры 48,89oC. Этот этап технологического процесса обеспечивает образование ортофосфата магния, который, как установлено, может связываться с силикатом натрия. Затем образцы промывали холодной водой и погружали в 33% (объем/объем) раствор силиката натрия, имеющий температуру 4,44oC на 5 минут. Затем образцы высушивали при температуре 151,67oC в течение 10 минут для формирования первого слоя силиката натрия. Панели оставляли для охлаждения до комнатной температуры и затем погружали в 25% (объем/объем) раствор ортофосфорной кислоты, нагретой до температуры 48,9oC, на 15 секунд (продолжительность этого этапа может меняться от 15 до 45 секунд). В результате этого на поверхности, обработанной раствором кислоты, образовался однородный наружный слой двуокиси кремния. Затем образцы промывали холодной водой и повторно погружали в 33% (объем/объем) раствор силиката натрия. После этого образцы высушивали при температуре 151,67 oC и затем оставляли для охлаждения до комнатной температуры. Далее образцы погружали в 25% (объем/объем) раствор ортофосфорной кислоты, нагретой до температуры 48,89 oC, на 15 секунд, формируя последний слой двуокиси кремния. После этого образцы промывали холодной водой и высушивали при температуре 152oC в течение 5 минут.
Пример 6
Типовой способ обработки поверхности никеля, использующий описанный выше вариант настоящего изобретения, осуществляют следующим образом.
Обрабатывался образец никелированной трубки, габариты образца с никелевым покрытием следующие 12 (длина) х 0,5 (наружный диаметр) х 0,125 (толщина боковой стенки) дюйма или 304,8 х 12,7 х 3,175 мм. Сначала образец очищали с помощью моющего средства и горячей воды для удаления жировых и масляных пятен и затем погружали в 25% (объем/объем) раствор ортофосфорной кислоты, нагретой до температуры 48,89oC. На этом этапе осуществления технологического процесса образуется ортофосфат никеля, с которым может связываться силикат натрия, затем образец промывали холодной водой и погружали в 33% (объем/объем) раствор силиката натрия, имеющего температуру 4,44oC, на 5 минут. После этого образец высушивали при температуре 152oC в течение 10 минут для формирования первого слоя силиката натрия. Во время процесса сушки часть силиката натрия частично преобразовалась в двуокись кремния. Образец оставляли для охлаждения до комнатной температуры, после чего опускали в 25% (объем/объем) раствор ортофосфорной кислоты, нагретой до 48,89oC, на 15 секунд (продолжительность этого этапа может меняться от 15 до 45 секунд). В результате этого на поверхности, обработанной кислотным раствором, образуется однородный наружный слой двуокиси кремния. Затем образец промывали холодной водой и погружали вновь в 33% раствор силиката натрия. После этого образец высушивали при температуре 152oC в течение 10 минут и оставляли охлаждаться до комнатной температуры. Затем образец погружали в 25% раствор ортофосфорной кислоты, имеющей температуру 21oC, на 5 минут для формирования последнего слоя двуокиси кремния. После этого образец промывали холодной водой и высушивали при температуре 152oC в течение 5 минут досуха.
Пример 7
Типовой способ обработки поверхности серебра и серебряных сплавов, использующий описанный выше вариант настоящего изобретения, осуществляли следующим образом.
Был обработан образец трубки с серебряным покрытием. Габаритные размеры образца следующие 12 (длина) х 0,5 (наружный диаметр) х 0,125 (толщина боковой стенки) дюйма или 304,8 х 12,7 х 3,175 мм. Сначала образец обчищали с помощью моющего средства и горячей воды для удаления жировых и масляных пятен, затем погружали в 25% (по объему) раствор ортофосфорной кислоты, нагретой до 48,89oC. Этот этап технологического процесса обеспечивает образование нитрата серебра, с которым, как утверждают, связывается силикат натрия. Образец затем промывали холодной водой и погружали в 33% (по объему) раствор силиката натрия, имеющего температуру 4,44oC , на 5 минут. После этого образец высушивали при температуре 152oC в течение 10 минут для формирования первого слоя силиката натрия. Во время сушки часть силиката натрия частично преобразовалась в двуокись кремния. Образец оставляли охлаждаться до комнатной температуры, после чего погружали в 25% (по объему) раствор ортофосфорной кислоты, имеющей температуру 21,1oC, на 5 минут. В результате этого на поверхности, обработанной кислотным раствором, формируется однородный наружный слой двуокиси кремния. Затем образец промывали холодной водой и повторно погружали в 33% (по объему) раствор силиката натрия. После этого образец высушивали при температуре 152oC в течение 10 минут и оставляли для охлаждения до комнатной температуры. Далее образец погружали в 25% (по объему) раствор ортофосфорной кислоты, имеющий температуру 21,1oC, на 5 минут для формирования последнего слоя двуокиси кремния, после чего образец промывали холодной водой и высушивали в течение 5 минут при температуре 152oC.
Пример 8
Типовой способ обработки поверхности титана и титановых сплавов, использующий описанный выше вариант настоящего изобретения, осуществляли следующим образом.
Был обработан образец из титановой пластины с габаритными размерами 3 (длина) х 3 (ширина) х 0,02 (толщина) дюйма или 76,2 х 76,2 x 0,58 мм. Сначала образец очищали с помощью моющего средства и горячей воды для удаления жировых и масляных пятен, затем погружали в 10% (по объему) раствор ортофосфорной кислоты, нагретой до температуры 48,9oC. Этот этап обеспечивает образование ортофосфата титана и окиси титана, с которыми, как установлено, может связываться силикат натрия. После этого образец промывали холодной водой и погружали в 33% (по объему) раствор силиката натрия, имеющего температуру 4,44oC, на 5 минут. Затем образец высушивали при температуре 152oC в течение 10 минут для формирования первого слоя силиката натрия. В процессе сушки часть силиката натрия частично преобразовывалась в двуокись кремния. Образец оставляли для охлаждения до комнатной температуры, а затем погружали в 25% (по объему) раствор ортофосфорной кислоты, имеющий температуру 21,1oC, на 5 минут. В результате этого на поверхности, обработанной кислотным раствором, образуется однородный наружный слой двуокиси кремния. Потом образец промывали холодной водой и вновь опускали в 33% (по объему) раствор силиката натрия. Затем образец высушивали при температуре 152oC в течение 10 минут и оставляли охлаждаться до комнатной температуры. После этого образец погружали в 25% (объем/объем) раствор ортофосфорной кислоты при температуре 21,1oC на 5 минут для формирования последнего слоя двуокиси кремния. Затем образец промывали холодной водой и высушивали при температуре 152oC в течение 5 минут.
В предпочтительном варианте настоящего изобретения настоящий способ может быть использован для обработки любой относительно жесткой поверхности для того, чтобы защитить поверхность этого материала. Установлено, что металлы, такие как, например, алюминий, сталь цинк, магний, особенно пригодны для обработки в соответствии с этим вариантом. Специалисты в этой области путем эксперимента могут определить те материалы или поверхности, которые не могут быть обработаны в соответствии с этим вариантом изобретения для создания защитного слоя на поверхностях этих материалов. Однако следует отметить, что материалы, которые будут разрушаться из-за температур сушки, используемых в этом варианте настоящего способа, или из-за вредных химических реакций с любыми химикалиями или реагентами, как например, силикатным раствором, используемым в настоящем изобретении, практически, возможно, не будут использоваться как поверхности, на которых формируют защитный слой в соответствии с этим вариантом выполнения настоящего изобретения.
Защитные слои, формируемые в соответствии с этим вариантом выполнения настоящего способа, до некоторой степени эластичны и проявляют сильную адгезию к поверхностям, на которых они сформированы. "Жесткие поверхности", которые можно обработать в соответствии с этим вариантом настоящего способа, следовательно, должны быть достаточно жесткими для обеспечения формирования на них настоящего защитного слоя. Установлено, что поверхности, выполненные из дерева, алюминия, стали, цинка и магния, являются достаточно жесткими для этих целей. Однако также могут быть использованы и другие материалы. Например, материал, который из-за отсутствия собственной достаточной жесткости, необходимой для формирования на нем защитного слоя, может быть прикреплен к достаточно жесткому материалу и после этого обработан в соответствии с настоящим способом для формирования защитного слоя на поверхности этого материала. Поверхности, сделанные жесткими таким образом, определенно включены в понятие или определение "жесткая поверхность". Путем эксперимента специалисты в данной области могут определить, является ли достаточно жестким сам про себе отдельный материал для того, чтобы подвергнуться обработке настоящим способом, или такой материал необходимо подпереть или закрепить. Такие эксперименты могут, например, включать обработку поверхности, изготовленной из определенного материала, посредством настоящего способа для того, чтобы определить, может ли быть сформирован на нем защитный слой.
Защитный слой, сформированный в соответствии с настоящим вариантом изобретения, является наиболее эффективным, когда силикатный раствор, используемый для формирования защитного слоя, может быть нанесен равномерным слоем 63 на жесткую поверхность 61, на которой желательно сформировать защитный слой. Для того чтобы сформировать такой равномерный слой 63 на жесткой поверхности 61 в этом варианте, полезно подготовить поверхность 61 любыми химическими или механическими средствами для создания "смачиваемой" или "гидрофильной" поверхности 62 на жесткой поверхности 61. Термин "гидрофильная" здесь использован в том смысле, когда описывается поверхность, на которой вода и/или другие жидкости будут образовывать равномерную сплошную мокрую пленку или слой. Другими словами, гидрофильная поверхность является такой поверхностью, которая несет жидкость, как например воду или водный раствор, так что когда жидкость наносят на такую поверхность, жидкость растекается по всей поверхности в виде равномерной сплошной мокрой пленки или слоя. Для примера обработанная воском поверхность на машине, на которой вода "похожа на бусины", не является гидрофильной поверхностью.
Поверхности могут быть сделаны гидрофильными посредством любых известных средств. Для того чтобы сделать поверхность гидрофильной, часто достаточно удалить избыток окислов, масел и других загрязняющих веществ с поверхности, как например металлической поверхности. Для удаления таких окислов, масел и других загрязняющих веществ могут быть использованы такие способы, как шлифование песком, пескоструйная очистка, а также использованы различные химические очистители. Когда жесткой поверхностью 61 является металлическая поверхность, гидрофильная поверхность может быть сформирована путем обработки этой поверхности кислотой, предпочтительнее кислотным раствором, как например раствором от 20% до 25% (по объему) фосфорной кислоты. Фосфорная кислота действует как "химическая стеклянная шкурка" для того, чтобы сделать поверхность гидрофильной. Отдельные способы, используемые для того, чтобы сделать поверхность гидрофильной, будут зависеть от характеристик определенной поверхности, подлежащей обработке, включая ее форму и материал, из которого она изготовлена, что очевидно для специалистов в данной области. Рассмотренные выше способы подготовки "связующей поверхности" также могут использоваться для создания гидрофильной поверхности в соответствии с этим вариантом выполнения настоящего изобретения.
За счет создания такой гидрофильной поверхности 62 на жесткой поверхности 61, подлежащей обработке, может быть нанесена равномерная сплошная пленка или слой 63 силикатсодержащего раствора. Полагают, однако, что для осуществления настоящего способа также могут использоваться и другие способы создания равномерного слоя силикатсодержащего раствора на подлежащей обработке поверхности, отличающиеся от нанесения силикатного раствора на гидрофильную поверхность. Например, вместо него на поверхность можно нанести гель или эмульсию, содержащую силикатный материал, для того, чтобы по поверхности растекался сплошной относительно равномерный, однородный слой геля. Альтернативно силикатный раствор можно распылять или разбрызгивать на жесткую поверхность. Затем поверхность необходимо обработать в соответствии с остальными этапами способа настоящего изобретения.
После подготовки гидрофильной поверхности 62 на подлежащей обработке поверхности 62 предпочтительнее последнюю промывают для того, чтобы удалить загрязнения и/или остатки химической очистки с поверхности. Такая промывка может выполняться подачей воды, предпочтительнее при температуре приблизительно от 20oC до 60oC на гидрофильную поверхность 62. Затем поверхность 62 может быть высушена.
После этого на очищенную гидрофильную поверхность 62 наносят силикатсодержащий раствор с тем, чтобы сформировать сплошной тонкий слой 63 раствора на гидрофильной поверхности 62. В предпочтительном варианте силикатсодержащим раствором является раствор силиката натрия, содержащий двуокись кремния, кремневую кислоту (H2Si2O5), оксид натрия и воду (поставляемый фирмой PQ Corporation, Tacoma, WA в виде Liquid N или Liquid O).
Однако также могут быть использованы и другие силикатсодержащие растворы, приготовленные из других силикатных соединений. Растворы силиката калия, металлосиликатов (включая силикат алюминия, силикат магния, силикат железа, силикат меди, силикат цинка и силикат марганца), органо-силикаты также могут использоваться там, где калий, другие металлы или органические соединения могут заменить натрий в растворе силиката натрия. Например, вместо силикатного раствора силиката натрия может быть использован раствор силиката калия KASIL # I, поставляемый фирмой PQ Corporation.
Силикатсодержащий раствор содержит по объему приблизительно от 10% до 100% силикатного соединения, как например, силикат натрия или силикат калия. Предпочтительнее раствор содержит от 20% до 40% (по объему) силикатного соединения. Также предпочтительнее, чтобы раствор наносили при температуре приблизительно от 20oC до 60oC.
Гидрофильную поверхность 62 выдерживают в силикатсодержащем растворе приблизительно от 1 до 60 секунд, предпочтительнее от 1 до 20 секунд. В одном из вариантов такая выдержка осуществляется погружением поверхности подлежащего обработке материала. Такая выдержка гидрофильной поверхности 62 в силикатсодержащем растворе, однако, должна быть сокращена до минимума для того, чтобы обеспечить получение обработанной поверхности с повышенной коррозионной стойкостью.
Сразу же после образования на гидрофильной поверхности 62 равномерного сплошного слоя или пленки 63 силикатсодержащего раствора раствор высушивают. В предпочтительном варианте такую сушку можно выполнять посредством воздействия на поверхность обработанного материала окружающей его среды, имеющей исходную температуру от 20oC до 248,9oC, предпочтительнее имеющей исходную температуру от 48,9oC до 65,6oC. Затем температуру среды, окружающей обработанный материал, повышают со скоростью приблизительно от -1,1oC в минуту до 15,6oC в минуту до тех пор, пока не будет достигнута конечная температура от 150oC до 248,9oC, предпочтительнее от 151,7oC до 176,7oC. Таким образом температура силикатсодержащего раствора и подстилающей его поверхности растет от более низкой исходной температуры до более высокой температуры. В некоторых случаях, например, когда для подлежащей обработке поверхности используют материал с низкой теплопроводностью, среда, окружающая поверхность, может иметь более высокую температуру, поскольку температура самой поверхности будет расти медленнее из-за низкой теплопроводности. Важно, однако, чтобы силикатсодержащий раствор/высушиваемый силикатный материал достигли температуры, по меньшей мере, 150oC в процессе этого этапа сушки.
Сушка слоя 63 силикатсодержащего раствора может осуществляться, например, путем помещения обработанной поверхности в сушильный шкаф. Конечно, также возможно использование и других известных специалистам в данной области способов. Например, для сушки слоя 63 силикатсодержащего раствора и повышения температуры выше 150oC также может быть использовано инфракрасное излучение лампы накаливания. Кроме того, в силикатсодержащий раствор могут быть внесены агенты или вещества, способствующие высушиванию и затвердеванию слоя 63. Оксиды цинка, когда они присутствуют в таком растворе в количестве до 7% (по объему) от раствора, будут способствовать затвердеванию раствора.
Время сушки пленки или слоя 63 силикатсодержащего раствора на гидрофильной поверхности 61 частично будет зависеть от толщины пленки или слоя 63, формы поверхности и формы обрабатываемого изделия и состава материала, подлежащего обработке. Например, материал с высокой теплопроводностью, как например алюминий, можно сначала выдержать при температуре, соответствующей нижнему значению вышеупомянутого диапазона температур сушки, после чего температуру среды, окружающей алюминиевую поверхность, можно увеличить. С другой стороны, настоящий способ наиболее пригоден для работы с материалом с низкой теплопроводностью, когда этот материал сначала подвергают воздействию более высокой температуры. В большинстве случаев соответствующее время сушки составляет приблизительно от 2 до 50 минут и предпочтительнее от 6 до 15 минут.
После того, как силикатсодержащий раствор высушен на поверхности материала, обработанного так, как описано выше, высушенный силикатный слой 65 обрабатывают кислотой или кислотным раствором, для того, чтобы сформировать защитный слой согласно настоящему изобретению. Кислотный раствор, используемый в этом варианте, может содержать от 1% до 99% (по объему) кислоты, предпочтительнее, от 10% до 30% (по объему) такой кислоты. В предпочтительном варианте в качестве кислотного раствора используют раствор ортофосфорной кислоты, поскольку ортофосфорная кислота является дешевой, относительно безопасной и широко доступной. Однако можно также использовать и другие кислоты. Например, можно пропускать над или через обрабатываемую поверхность газообразную двуокись углерода, которая является слабой кислотой. Газообразные кислоты, как например двуокись углерода, особенно выгодны, когда подлежащая обработке поверхность является относительно пористой, как например, деревянная поверхность.
При использовании кислотного раствора кислотный раствор предпочтительнее имеет температуру приблизительно от 20oC до 82,2oC, когда, его наносят на высушенный слой 65 силикатного материала. Можно использовать любой известный специалистам в этой области способ нанесения кислотного раствора на высушенный силикатный слой 65. Например, если поверхность, на которую был нанесен силикатсодержащий раствор, включает всю поверхность изделия или даже всю поверхность одной детали или элемента изделия, изделие или деталь могут быть погружены или "макнуты" в кислотный раствор. Альтернативно кислотный раствор может быть нанесен на поверхность, которая включает только часть изделия или детали изделия путем распыления или разбрызгивания кислотного раствора на изделие, или посредством любых других средств. Кислотным раствором предпочтительнее обрабатывают слой силикатного материала в течение от около 5 секунд до 120 секунд. Еще более предпочтительно, чтобы кислотным раствором обрабатывали слой в течение от 20 секунд до 50 секунд.
В процессе нанесения кислотного раствора на обрабатываемой поверхности образуется защитный слой. Защитный слой включает наружный слой 67, обработанный кислотой, состоящий в основном из диоксида кремния, и внутренний слой 65, состоящий из высушенного силикатного материала. Высушенный слой 65 из силикатного материала содержит двуокись кремния и другие окислы. Например, когда силикатсодержащий раствор является силикатом натрия, высушенный силикатный материал будет состоять из двуокиси кремния и оксида натрия. За счет обработки поверхности 65 силикатного материала кислотой окислы и другие растворимые загрязняющие вещества удаляются с поверхности наружного слоя 67, оставляя непористый наружный слой 67, содержащий главным образом двуокись кремния. Полагают, что этот наружный слой 67 двуокиси кремния придает защитному слою повышенную коррозионную стойкость, а также повышенную стойкость к абразивному истиранию и другим источникам повреждения поверхности. В противоположность этому внутренний слой 65 является относительно более растворимым водой и другими растворителями.
После нанесения кислотного раствора на высушенный слой 65 силикатного материала обработанная поверхность может быть промыта для удаления избытка кислотного раствора. Такая промывка может осуществляться путем подачи воды, предпочтительнее с температурой приблизительно от 68oF до 140oF на обработанную поверхность. Воду можно наносить на поверхность либо путем распыления или разбрызгивания, либо погружением в воду, либо любыми другими способами и средствами. Поверхность затем оставляют для высыхания. Если это необходимо, вышеописанные этапы нанесения силикатсодержащего раствора, высушивания раствора на поверхности материала и затем выдержки высушенного силикатного материала в кислоте могут быть повторены множество раз. В этом аспекте настоящего изобретения каждый защитный слой должен быть промыт после формирования защитного слоя для того, чтобы удалить избыток кислоты перед нанесением следующего нового слоя силикатсодержащего раствора. Путем повторения этих этапов на поверхности может быть сформировано множество защитных слоев. Путем формирования множества защитных слоев защитные свойства защитного слоя могут быть усилены. Например, коррозионная стойкость металлической детали, на которой сформирован защитный слой согласно настоящему изобретению, может быть повышена за счет увеличения числа защитных слоев на этой металлической детали.
Пример 9
Были обработаны два образца алюминиевых панелей - образец 1 включал заготовку из материала 2024 Т-3, тогда как образец 2 включал заготовку из материала 6061 Т-6. Обе панели имели габаритные размеры 3 (ширина) х 10 (длина) х 0,39 (толщина) дюйма или 76,2 х 254 х 0,991 мм. На поверхностях образцов 1 и 2 была подготовлена гидрофильная поверхность путем мокрого шлифования песком поверхности панелей ручным электрическим пескоструйным аппаратом в течение 5 минут. Эти гидрофильные поверхности затем промывали с помощью моющего средства и воды. Еще мокрыми образцы погружали в 16% (по объему) раствор силиката натрия на 20 секунд приблизительно при комнатной температуре для того, чтобы покрыть панели равномерным слоем раствора силиката натрия. Затем образцы 1 и 2 извлекали из раствора силиката натрия и помещали в сушильный шкаф, первоначально нагретый до 54,4oC. Температуру в сушильном шкафу затем повышали со скоростью около 4,4oC в минуту до тех пор, пока не была достигнута температура 154,4oC. Покрытые панели оставались в сушильном шкафу в общем около 12 минут. По истечении 12 минут образцы 1 и 2 вынимали из сушильного шкафа и оставляли для охлаждения до около 37,8oC. Как только образцы охладились, их погружали в 25% (по объему) раствор ортофосфорной кислоты на 40 секунд. После этого поверхности образцов 1 и 2 промывались для удаления избытка ортофосфорной кислоты.
Поверхность образцов 1 и 2 имела твердый, гладкий и глянцевый вид. Антикоррозионные свойства образцов испытывались в соответствии с требованиями стандартов ASTM В-117 и военного стандарта С-5541. Эти образцы подвергались таким испытаниям в течение 168 и 336 часов, и как установлено, превысили требования стандартов этих испытаний. Качество адгезии краски также испытывалось в соответствии с требованиями военного стандарта С-5541. Оба образца 1 и 2 прошли эти испытания согласно спецификации.
Тепло- и огнестойкость каждого образца испытывались путем сравнения горения необработанной детали аналогичного алюминия с обработанными образцами. Обработанные и необработанные образцы выдерживались в пламени ацетилена, которое горит при температуре в диапазоне от 1093,3oC до 1371,1oC. Необработанные образцы разлагались до золы в течение приблизительно 30 секунд. С другой стороны, обработанные образцы 1 и 2 изгибались после нескольких секунд выдержки, приблизительно после 2 минут алюминий начинал медленно вытекать из-под обеих сторон слоя покрытия.
Пример 10
Обрабатывались три образца стальных панелей 1 - 3, изготовленных из стали 4130, имеющих габаритные размеры 4 (ширина) х 6 (длина) х 0,041 (толщина) дюймов или 101,6 х 152,4 х 1,05 мм. На поверхностях образцов 1 - 3 были созданы гидрофильные поверхности путем мокрого шлифования песком поверхностей панелей в течение 5 минут с помощью ручного электрического пескоструйного аппарата. Эти гидрофильные поверхности затем промывали с помощью моющего средства и воды. Еще мокрыми образцы погружали в 16% (по объему) раствор силиката натрия на 20 секунд приблизительно при комнатной температуре для того, чтобы покрыть панели равномерным слоем силикатного раствора натрия. Затем образцы 1 - 3 помещали в сушильный шкаф с температурой 154,4oC на 12 минут. По истечении 12 минут образцы 1 - 3 вынимали из сушильного шкафа и оставляли охлаждаться до около 378oC. Как только образцы 1 - 3 охладились, их погружают в 25% (по объему) раствор фосфорной кислоты на 40 секунд. После этого образцы 1 - 3 промывали для удаления избытка раствора фосфорной кислоты.
Образцы 1 - 3 были испытаны в соответствии с требованиями стандарта ASTM испытаний разбрызгивания соляного тумана и успешно прошли испытания в течение 1/3 часа, 1 часа, 2 часов, 24 часов, 48 часов и 96 часов, которые показали, что защитный слой, сформированный в процессе осуществления способа, действует как ингибитор коррозии при стандартных условиях испытаний.
Хотя настоящее изобретение описано для определенного предпочтительного варианта, сюда могут быть включены и другие варианты и альтернативные варианты, известные специалистам в данной области. Поэтому описанные выше варианты являются только примерами настоящего изобретения и не ограничивают сферу его применения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБЫ ОБРАБОТКИ ИЗДЕЛИЯ, СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЯ И ИЗДЕЛИЕ, ИМЕЮЩЕЕ ЗАЩИТНЫЙ МАТЕРИАЛ | 1992 |
|
RU2106916C1 |
| РАСТВОР ДЛЯ СОЗДАНИЯ ДИФФУНДИРОВАННОГО МЕТАЛЛОКЕРАМИЧЕСКОГО СЛОЯ | 2015 |
|
RU2601838C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2019 |
|
RU2775098C1 |
| СОРБЕНТЫ НА ОСНОВЕ ОСАЖДЕННОГО ДИОКСИДА КРЕМНИЯ | 2012 |
|
RU2568712C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛЕЙ НА ОСНОВЕ АЛЮМИНИЯ | 2021 |
|
RU2833436C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛИКАТСОДЕРЖАЩЕГО ВОЛОКНА | 2005 |
|
RU2382838C2 |
| ХИМИЧЕСКОЕ УДАЛЕНИЕ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ С ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2013 |
|
RU2604077C2 |
| КАТАЛИЗАТОР ДЛЯ ПОЛУЧЕНИЯ ЭТИЛЕНОКСИДА | 2003 |
|
RU2311958C2 |
| ОБРАБОТАННЫЕ НАПОЛНИТЕЛИ, КОМПОЗИЦИИ, СОДЕРЖАЩИЕ ИХ, И ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ ИЗ НИХ | 2014 |
|
RU2642795C2 |
| ПОДВЕРГНУТЫЕ ОБРАБОТКЕ НАПОЛНИТЕЛИ, СОДЕРЖАЩИЕ КОМПОЗИЦИИ, И ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ИЗ НИХ | 2012 |
|
RU2588621C2 |




Изобретение может быть использовано для формирования защитного слоя на связующей поверхности, например на металлической или деревянной. Сущность изобретения: способ включает сначала подготовку поверхности изделия. На металлических изделиях поверхность может быть подготовлена путем очистки поверхности и последующей выдержки поверхности в концентрированной фосфорной кислоте. На деревянных изделиях поверхность может быть подготовлена путем тщательной очистки поверхности с помощью горячей воды и моющего средства (только). Предпочтительнее поверхность подготавливают для того, чтобы на ней можно было сформировать равномерный сплошной слой жидкости. После того, как поверхность подготовлена, на нее наносят 10-16% (в процентном соотношении объемов) силикатсодержащий раствор в течение 20 с и дают возможность полностью высохнуть при температуре 151,7oС для формирования слоя силикатного материала поверх поверхности. Во время процесса сушки по меньшей мере часть силиката натрия превращается в двуокись кремния. Затем на поверхность наносят кислоту для формирования на поверхности защитного слоя. Изобретение обеспечивает защиту от абразивного истирания, коррозии, тепла и огня. 4 с. и 25 з.п.ф-лы, 6 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| JP 59139969 A, 1984 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ полых | 0 |
|
SU232062A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| US 3989550 A, 1976 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| US 4120702 A, 1978 | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| US 2998328 A, 1961. | |||
