Изобретение относится к области металлургии, в частности к получению быстрозакаленных материалов методом закалки из расплава для производства их в виде проволоки, волокон и фибры.
Известны способ и устройство для получения лент, волокон и фибры из расплавов методом перелива расплава на вращающуюся цилиндрическую поверхность кристаллизатора, изготовленного из материала с высокой теплопроводностью для быстрого отвода тепла от поступаемого расплава (Патент США N 4813472, B 22 D 11/06, 1985).
Для получения волокон и фибры на рабочей поверхности кристаллизатора выполняются специальные кольцевые проточки для получения волокон и указанные кольцевые выступы могут иметь поперечные насечки для получения фибры из расплавов металлов. Для сохранения стабильности процесса получения данной продукции авторы предлагают использовать достаточно высокие скорости вращения кристаллизатора, что значительно сокращает время контакта поверхности кристаллизатора с расплавом и продукция, полученная таким способом и на таком устройстве, отличается малым сечением, достигающим нескольких десятков микрон. Получение непрерывных волокон, проволоки сечением до миллиметра и более таким способом невозможно.
Известны также способ и устройство для получения быстрозакаленной продукции из расплава, при котором кристаллизатор вводится в соприкосновение с расплавом, расположенным снизу в ванне. Для получения проволоки, волокон, фибры в зоне контакта расплава с кристаллизатором устанавливают ограничительный элемент (Патент США N 4262732, кл. B 22 D 11/06, 1981).
Недостатком данного способа является то, что он предполагает наличие значительной по размерам ванны с расплавом. При получении продукции из материалов, склонных к активному взаимодействию с кислородом окружающей атмосферы или к образованию оксидных пленок на поверхности, происходит попадание продуктов окисления расплава в зону извлечения материала и срывание мениска между поверхностью расплава и затвердевшей продукцией. При этом происходит прерывание контакта диска-кристаллизатора с расплавом с выбросом капель расплава. При этом процесс может сопровождаться сильным налипанием расплава с включениями шлака на поверхность кристаллизатора, что ограничивает производительность процесса и качество получаемой продукции. Для избежания сильного окисления расплава приходится применять защитную атмосферу локально или помещать устройство в камеру с защитным газом. При этом, по классической схеме процесса, управление скоростью кристаллизации, охлаждения и толщиной получаемой продукции возможно только с помощью варьирования скорости вращения кристаллизатора и изменения глубины погружения диска в расплав. Оба эти фактора имеют определенные границы применимости по причине значительного волнообразования при увеличении скорости вращения диска на поверхности ванны с расплавом, что приводит к снижению производительности и получению продукции, неравномерной по толщине. Увеличение глубины погружения диска в расплав способствует увеличению контакта диска с расплавом для получения продукции большей толщины, однако это препятствует отделению продукции с поверхности кристаллизатора после извлечения ее из ванны с расплавом.
Указанные недостатки устраняются с помощью предлагаемых способа и устройства для получения быстрозакаленной проволоки, волокон и фибры, которые основаны на управлении мениском и его поведении в зоне извлечения быстрозакаленной продукции.
Технической задачей изобретения является улучшение качества получаемой продукции, в основном за счет увеличения стабильности ее геометрических параметров, увеличение производительности и стабильности протекания процесса, возможность управления протяженностью контакта между расплавом и кристаллизатором.
Данный технический результат достигается тем, что создают дополнительное капиллярное давление и изменяют форму и радиус мениска между расплавом и затвердевшей продукцией путем установки ограничительного элемента в зоне извлечения быстрозакаленной продукции перед или после подачи расплава к вращающейся поверхности кристаллизатора, при этом на ограничительный элемент накладывают колебаний с частотой 1-105 Гц.
В процессе получения быстрозакаленной продукции по описанному способу в зоне извлечения затвердевшего материала над поверхностью зеркала расплава образуется мениск между поверхностью расплава и извлекаемой затвердевшей продукцией (фиг. 1а). В зависимости от скорости вращения кристаллизатора, поверхностного натяжения расплава устанавливается определенный радиус мениска. При этом вращающимся кристаллизатором и затвердевшей продукцией, находящейся на его поверхности, выносится слой жидкости из ванны с расплавом, толщина которого определяется выражением: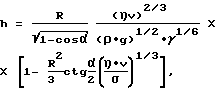
где
R - радиус мениска;
α - угол наклона касательной к поверхности кристаллизатора в месте извлечения продукции;
η - вязкость расплава;
v - скорость вращения кристаллизатора, м/с;
ρ - плотность расплава;
σ - поверхностное натяжение расплава;
g - ускорение свободного падения.
Величиной указанного слоя можно управлять, изменяя радиус мениска в зоне контакта. При этом можно добиться той же толщины извлекаемого слоя жидкости при больших скоростях вращения. Кроме того, можно увеличить протяженность контакта расплава с поверхностью диска-кристаллизатора (фиг.1б). Устанавливая дополнительный ограничительный элемент в область извлечения продукции, создается дополнительный капилляр с дополнительным давлением, определяемым радиусом нового мениска между краем элемента и затвердевшей продукцией. При определенном радиусе мениска происходит снятие избытка выносимого слоя жидкого расплава и уменьшение вязкого слоя жидкости. При сохранении капилляра, но при увеличении радиуса мениска за счет удаления ограничительного элемента от поверхности кристаллизатора можно только увеличить протяженность расплава относительно поверхности кристаллизатора, что позволяет увеличить результирующее сечение получаемой продукции.
При использовании ограничительного элемента из материала, на котором образуется обратный мениск, можно добиться уменьшения протяженности контакта диска с расплавом меньшего сечения получаемой продукции на тех же скоростях вращения кристаллизатора (фиг.1в).
При этом создающееся в зоне извлечения продукции давление позволяет практически полностью ограничить извлечение жидкости вместе с затвердевшей продукцией.
Кроме того, создание дополнительного капилляра приводит к локализации зоны извлечения продукции от основной массы расплава в ванне и оксидные пленки не попадают в зону контакта диска-кристаллизатора с расплавом, а стекающий слой жидкости с извлекаемой затвердевшей продукции, имеющий образующиеся окислы на наружной поверхности, ограничен радиусом искусственно созданного мениска между ограничительным элементом и затвердевшей продукцией. При этом кусочки шлаков или продуктов окисления расплава в результате взаимодействия окружающей атмосферы с расплавом отсекаются ограничительным элементом и остаются с его наружной поверхности. Этот фактор особенно играет заметную роль при получении волокон или дискретной фибры, когда влияние окислов на наружной поверхности извлекаемой продукции особенно важно. Тем самым достигается высокая стабильность процесса получения быстрозакаленных волокон и фибры.
С другой стороны, изменение радиуса мениска в зоне извлечения продукции и создание дополнительного давления оказывают определенное воздействие на структуру получаемого быстрозакаленного материала. В этом случае изменяется характер роста дендритов в затвердевшем слое и возможно оплавление их ветвей и размножение кристаллов, характерное для процессов динамической кристаллизации, что приводит к росту зародышей кристаллизации жидкости и проявляется в более равноосной структуре получаемого продукта. Это, в свою очередь, благотворно влияет на свойства проволоки и волокон, увеличивая их пластичность. Интенсифицировать данный процесс можно, прилагая дополнительные колебания в зоне извлечения продукции, что наиболее технологично осуществлять, прилагая звуковые или ультразвуковые колебания на ограничительный элемент с частотой 1-105 Гц. При меньших колебаниях ограничительного элемента, которые могут инициироваться в направлении параллельном или поперечном фронту затвердевания, влияние колебаний не наблюдается, наложение колебаний с частотой более 105 Гц технически трудно осуществимо и на структуре не обнаруживается их влияние, т.к. трудно добиться амплитуды, соизмеримой с величиной зерна в затвердевшей продукции.
Следует отметить, что условием уменьшения извлекаемого слоя жидкости быстрозакаленной продукцией является соблюдение соотношения:
2R > D
или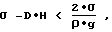
где
R - радиус мениска;
D - расстояние между ограничительным элементом и поверхностью затвердевшей продукции на диске-кристаллизаторе;
σ - поверхностное натяжение расплава;
ρ - плотность расплава;
g - ускорение свободного падения.
При несоблюдении данного соотношения способ работает только на создание дополнительного капилляра и увеличение протяженности контакта кристаллизатора с расплавом.
Для реализации предлагаемого способа предлагается устройство (фиг.2), включающее в себя вращающийся кристаллизатор 1, ванну с расплавом (4 и 3 соответственно), ограничительный элемент 2 в зоне извлечения быстрозакаленной продукции. При этом ограничительный элемент может иметь плоскую или цилиндрическую поверхность, обращенную к поверхности кристаллизатора. В последнем случае рабочая поверхность ограничительного элемента как бы повторяет конфигурацию поверхности кристаллизатора. Для подъема расплава над уровнем его зеркала ограничительный элемент должен быть изготовлен из материала, который смачивается расплавом, т.е. краевой угол смачивания должен быть менее 90o. Для ограничения контакта диска-кристаллизатора с расплавом и смещения зоны извлечения в сторону нижней точки диска ограничительный элемент должен быть изготовлен из материала, который не смачивается расплавом, т.е. угол смачивания должен быть более 90o. Сторона ограничительного элемента, обращенная к поверхности кристаллизатора, может быть расположена под углом 10-120o к плоскости зеркала расплава. При углах менее 10o радиус мениска практически не изменяется и влияние ограничительного элемента не проявляется. При углах наклона более 120o затруднительно создать протяженный капилляр для увеличения протяженности контакта диска с расплавом и верхняя поверхность ограничительного элемента иногда оказывает разрушающее влияние на затвердевший слой продукции.
Пример 1.
По предлагаемому способу получали проволоку медно-цинкового сплава, содержащего 20% цинка, 6% никеля, 6% фосфора, остальное - медь. Используют элемент с цилиндрической поверхностью, который устанавливался после подвода ванны с расплавом к поверхности кристаллизатора. При использовании элемента из стали, на которой угол смачивания расплавом составляет 24o, т.е. элемент смачивается расплавом, и сообщения ему колебаний 1...105 Гц, протяженность контакта при скоростях перемещения кристаллизатора 2 м/с удалось увеличить до 2 см. При этом несмотря на склонность сплава к окислению, удалось получить 3,5 кг проволоки толщиной 300 мкм, тогда как без использования ограничительного элемента из-за влияния шлаков на стабильность процесса удавалось получить не более 250 г проволоки. При использовании ограничительного элемента из керамики на основе окиси алюминия, угол смачивания расплавом на которой составляет 150o, удалось уменьшить протяженность контакта на 1,5 см и при тех же скоростных режимах получения толщина проволоки уменьшилась в 2,3 раза. При этом было получено также 3,5 кг непрерывной проволоки без прерывания процесса.
Пример 2.
Проводились те же операции, как в примере 2, только кристаллизатор имел кольцевые проточки на рабочей поверхности с поперечными надрезами через 10 мм для получения фибры. Использовали расплав на основе алюминия с добавками 5,4% кремния и 1,5% магния. Угол ограничительного элемента по отношению к зеркалу расплава составлял 90o. Процесс получения фибры протекал стабильно практически до полной выработки ванны с расплавом, при этом окислы расплава собирались снаружи ограничительного элемента и не попадали в зону извлечения материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПРОВОЛОКИ ПРИСАДОЧНОГО МАТЕРИАЛА | 1991 |
|
RU2060859C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКОН ИЗ РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2290276C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКОН ИЗ РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2295422C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ И КЕРАМИЧЕСКИХ ВОЛОКОН | 1994 |
|
RU2066588C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ ИЗ АЛЮМИНИЕВОГО СПЛАВА | 1996 |
|
RU2101107C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИИ ИЗ СТАЛЬНЫХ ФИБР | 1993 |
|
RU2042480C1 |
| СПОСОБ ПОЛУЧЕНИЯ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 1996 |
|
RU2103379C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА ЧЕШУЙЧАТОЙ ФОРМЫ | 1993 |
|
RU2073591C1 |
| СПОСОБ ПОЛУЧЕНИЯ АМОРФНЫХ ПОКРЫТИЙ | 1995 |
|
RU2092610C1 |
| СПОСОБ МОДИФИКАЦИИ СИНТЕТИЧЕСКИХ ВОЛОКОН | 1994 |
|
RU2076912C1 |

Использование: изобретение относится к области металлургии и может быть использовано для получения быстрозакаленной проволоки, волокон и фибры различных материалов из расплава. Сущность: способ получения быстрозакаленной проволоки, волокон и фибры включает подготовку расплава, подачу его к вращающемуся кристаллизатору, затвердевание и извлечение продукции, создание перед или после подачи расплава дополнительного капиллярного давления и изменение формы и радиуса мениска между расплавом и затвердевшей продукцией путем установки ограничительного элемента, на который накладывают колебания с частотой 1-105Гц. Устройство для реализации способа включает в себя ванну с расплавом, вращающийся кристаллизатор и ограничительный элемент, который может быть изготовлен из материала, смачиваемого или несмачиваемого расплавом, при этом выполнен с плоской или цилиндрической поверхностью и расположен с наклоном относительно зеркала расплава под углом 10-120o. 2 с. и 2 з.п. ф-лы, 2 ил.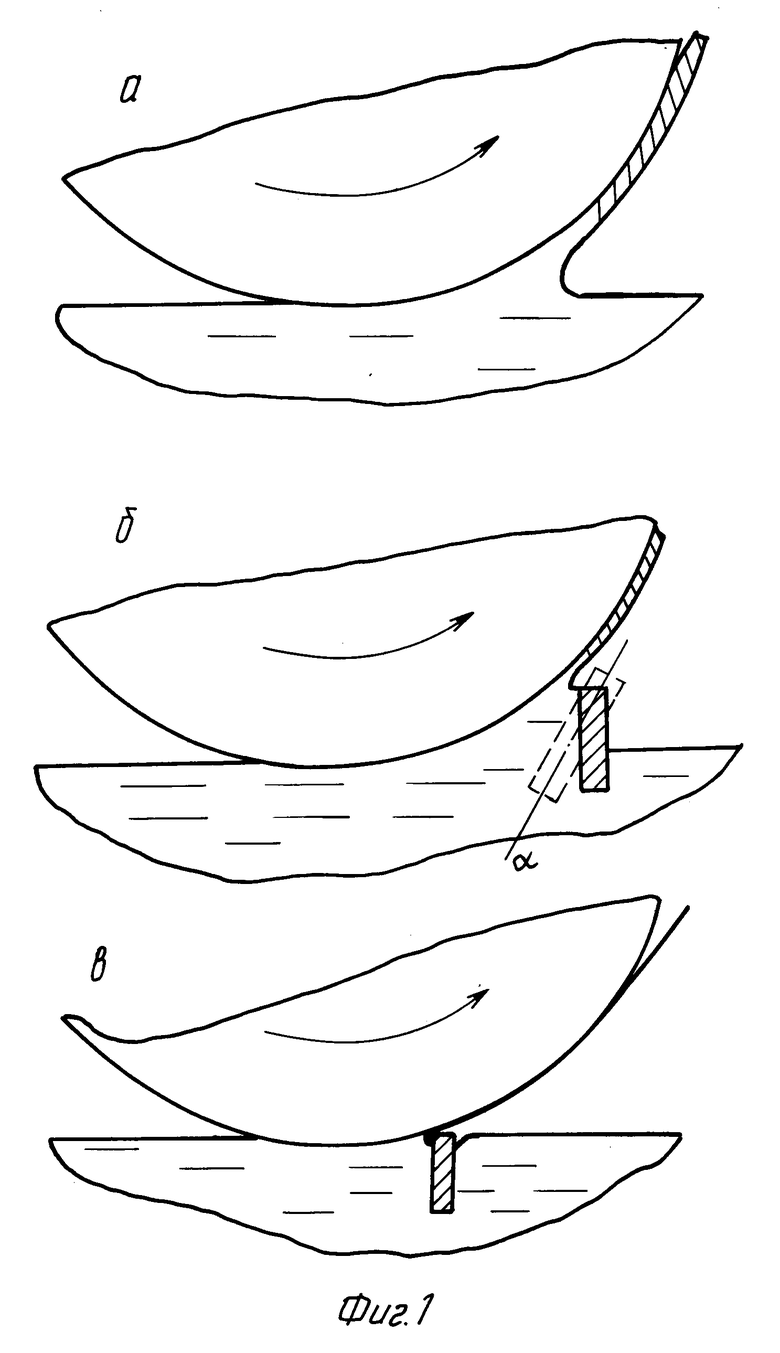
| Патент США N 4262732, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
