Изобретение относится к оборудованию для получения изделий с гальваническими покрытиями.
Известна установка для получения изделий с гальваническими покрытиями, содержащая ряд ванн, установленных в технологической последовательности (авт. св. SU, 1073344, кл. C 25 D 19/00, 1984).
Недостатками этой установки являются низкая производительность и высокая энергоемкость.
Техническим результатом изобретения является повышение производительности и снижение энергоемкости.
Этот результат достигается тем, что в установке для получения изделий с гальваническими покрытиями, содержащей ряд ванн, установленных в технологической последовательности, согласно изобретению, она содержит ванну для воды со средствами обогрева, ванну для щелочного раствора со средствами обогрева, ванну для воды со средством обогрева, ванну для воды, ванну для активирующего раствора, ванну для воды, ванну для электролита с разнополюсными электродами, ванну для воды, ванну для воды со средствами обогрева и сушильный шкаф, причем средства обогрева по меньшей мере одной из ванн выполнены в виде барботера, имеющего выходные отверстия, выполненные в виде сопел, и соединенного со средством подачи пара.
Это позволяет сократить энергоемкость установки за сет повышения КПД использования энергоносителя и повысить производительность за счет ускорения и интенсификации процессов подготовки изделий к нанесению покрытий и очистки изделий после нанесения покрытий в поле ультразвуковых колебаний.
В предпочтительном варианте установка может быть снабжена завихрителями, установленными на входах в сопла барботеров.
Это позволяет дополнительно сократить энергоемкость и повысить производительность за счет интенсификации теплообмена и повышения мощности ультразвуковых колебаний.
В другом предпочтительном варианте установка может быть снабжена пульсатором, установленным между средством подачи пара и барботерами.
Это приводит к получению аналогичного результата по аналогичным причинам.
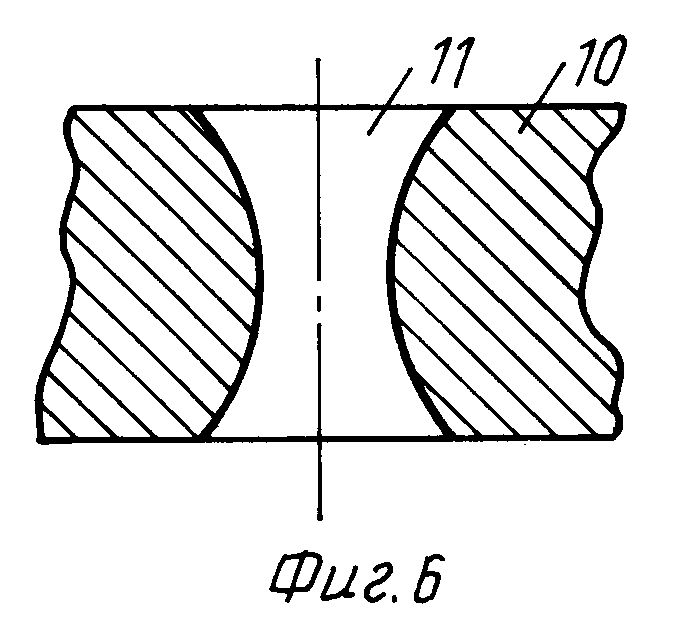
Последним предпочтительным вариантом воплощения изобретения предусмотрено выполнение сопел барботеров сверхзвуковыми.
Это также приводит к достижению аналогичного результата по аналогичным причинам.
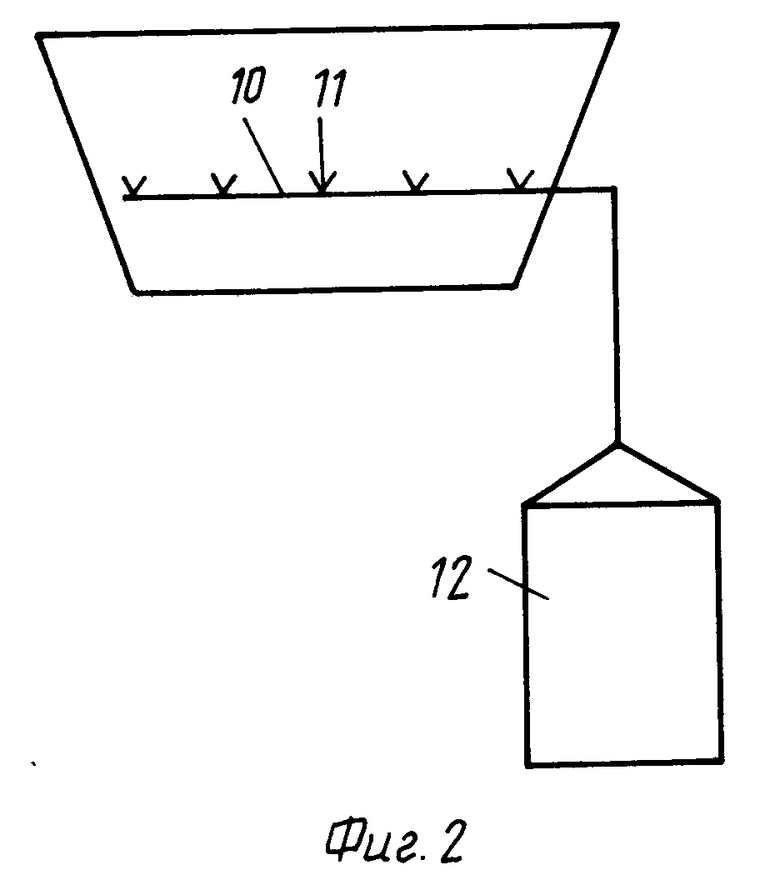
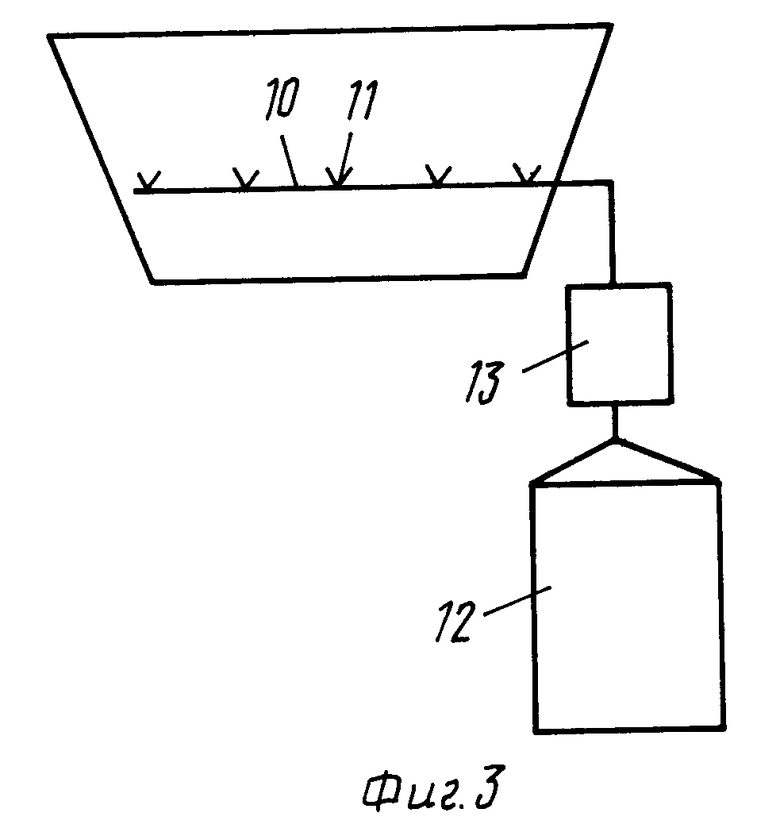
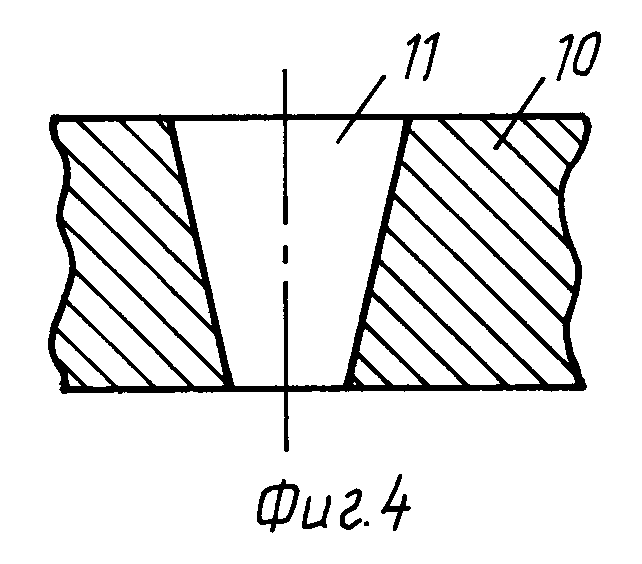
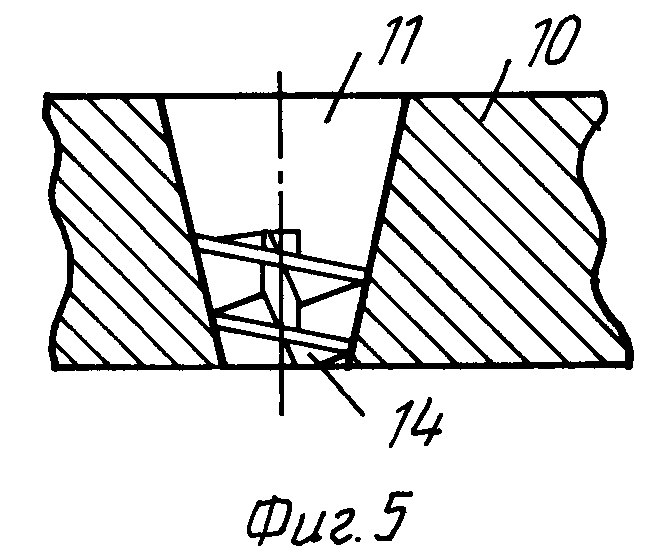
На фиг. 1 представлена схема предлагаемой установки; на фиг. 2 - ванна со средством обогрева в виде барботера; на фиг. 3 - то же, с пульсатором; на фиг. 4-7 - варианты выполнения сопловых отверстий барботера.
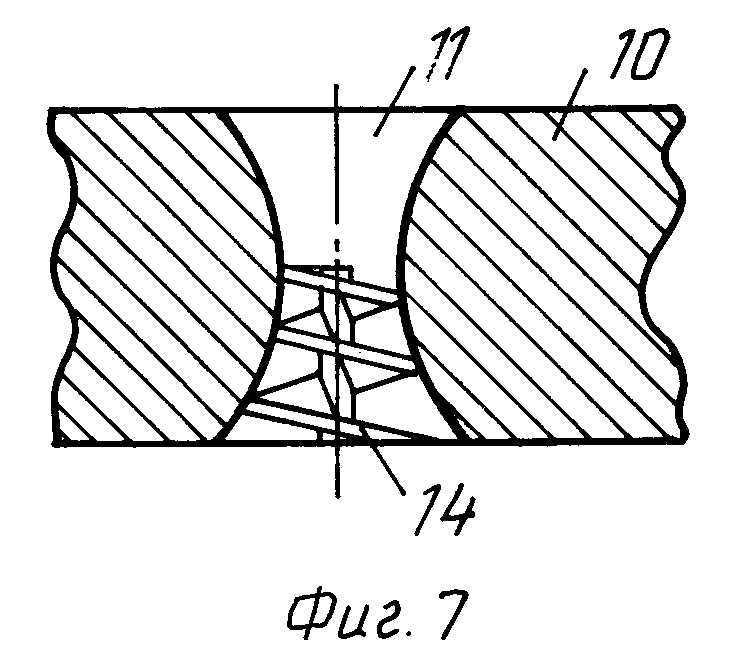
Установка для получения изделий с гальваническими покрытиями содержит три ванны 1 для воды со средствами 2 обогрева, ванну 3 для щелочного раствора со средством 2 обогрева, три ванны 4 для холодной воды, ванну 5 для активирующего раствора, ванну 6 для электролита с разнополюсными электродами 7 и 8 и сушильный шкаф 9, установленные в технологической последовательности (фиг. 1). Во всех ваннах 1 и 3 или одной из них средство 2 обогрева выполнено в виде барботера 10 с соплами 11, соединенного со средством 12 подачи пара непосредственно (фиг. 2) или через пульсатор 13 (фиг. 3). Сопла 11 барботеров 10 могут быть выполнены дозвуковыми (фиг. 4 и 5) или сверхзвуковыми (фиг. 6 и 7). На входах в сопла 11 могут быть установлены завихрители 14 (фиг. 5 и 7).
При работе установки изделия поступают последовательно в ванны 1, 3, 1, 4, в которых происходит удаление с их поверхности воздуха и загрязнений. Далее в ванне 5 поверхность изделий активируют, смывают активирующий раствор в ванне 4 и передают в ванну 6, в которой закрепляют на одном из электродов, например 7, и при подаче постоянного тока на электроды 7 и 8 наносят соответствующее гальваническое покрытие. Далее в ваннах 4 и 1 последовательно смывают остатки электролита и сушат готовые изделия в шкафу 9.
При выполнении средства 2 обогрева любой из ванн 1 и/или 3 в виде барботера 10 с соплами 11, соединенного со средством 12 подачи пара последнему задают параметры, обеспечивающие его конденсацию в обогреваемой воде или щелочном растворе. В этом случае при выполнении сопел 11 дозвуковыми в жидкости создаются колебания ультразвукового диапазона частот, обусловленные возникновением ударных волн в зоне образования и схлопывания пузырьков пара. В случае выполнения сопел 11 сверхзвуковыми на выходе из них происходит турбулентный срыв потоков пара, сопровождающийся образованием и схлопыванием кавитационных полостей с ультразвуковой частотой, а создаваемые в жидкости ультразвуковые колебания имеют более высокую мощность.
При установке в сверхзвуковых соплах 11 завихрителей 14 сверхзвуковой закрученный поток пара на некотором участке траектории от выхода из сопел 11 сохраняет бочкообразную форму и создает регулярные скачки уплотнений ультразвуковых частот в узлах бочек, что дополнительно повышает мощность генерируемых в жидкости ультразвуковых колебаний.
Наличие пульсатора 13 между средством 12 подачи пара и барботером 10 интенсифицирует все виды перечисленных выше пульсаций за счет наложения дополнительных колебаний на сам поток пара.
Следует отметить, что вследствие генерирования в парожидкостной системе акустических колебаний и резкого ускорения обновления поверхности контакта фаз при закручивании потоков пара, независимо от формы выполнения сопел 11 происходит интенсификация теплообменных процессов между паром и жидкостью. При конденсации пара в жидкости это приводит к сокращению длины траектории пробега паровых пузырьков и их конденсации вблизи барботеров 10. Известно, что в случае конденсации паровых пузырьков в жидкости вблизи твердой поверхности энергия генерируемых в жидкости акустических колебаний повышается вдвое со сравнению с конденсацией пузырька в объеме жидкости на расстоянии от стенки, большем длины создаваемых акустических волн. То есть интенсификация теплообмена между паром и жидкостью приводит к повышению мощности создаваемых в жидкости ультразвуковых колебаний.
Широко известно, что акустические колебания, особенно ультразвукового диапазона частот, интенсифицируют массообменные процессы, поэтому при подготовке изделий к нанесению гальванических покрытий и/или при их отмывке от остатков электролита повышается эффективность и снижается время проведения соответствующих технологических операций, т.е. происходит повышение производительности работы установки.
Следует отметить, что при обработке изделий в жидкости в поле ультразвуковых колебаний в самих изделиях также возникают колебания, частота которых зависит от физических свойств обрабатываемых изделий, в частности от плотности и модуля упругости. Как правило, материал изделий по этим характеристикам резко отличается от веществ, образующих загрязнения поверхности и используемых для нанесения гальванических покрытий. Из этого следует, что при акустической обработке изделий до и/или после нанесения гальванических покрытий очистка их поверхности происходит со скоростью, превышающей очистки, рассчитанную на условия растворения загрязнений в использумой жидкости с учетом интенсификации массообменных процессов в поле ультразвуковых колебаний, что обусловлено отслаиванием загрязнений в силу несинфазности собственных колебаний сопряженных с изделием поверхностей. То есть производительность установки повышается непропорционально увеличению энерговвода на создание акустических колебаний. В итоге при повышении производительности установки одновременно снижается ее энергоемкость. Кроме того, сокращение во времени пребывания изделий в термостатируемых ваннах 1 и/или 3 при температуре выше температуры окружающей среды приводит к сокращению удельных энергозатрат за счет уменьшения относительной диссипации тепловой энергии от обогреваемых ванн 1 и/или 3 в окружающую среду.
Таким образом, предлагаемая установка обладает повышенной производительностью при сниженной энергоемкости, а также позволяет в ряде случаев повысить качество наносимых гальванических покрытий за счет удаления с поверхности изделий перед нанесением покрытий неспецифических загрязнений, нерастворимых в воде и щелочном растворе.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ИЗДЕЛИЙ | 1997 |
|
RU2106210C1 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ПЕРЕД НАНЕСЕНИЕМ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 1997 |
|
RU2090662C1 |
| СПОСОБ ПЕРЕРАБОТКИ ТЯЖЕЛОГО УГЛЕВОДОРОДНОГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2124550C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОГНЕТУШАЩЕЙ СМЕСИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2176925C1 |
| СПОСОБ ИНТЕНСИФИКАЦИИ ЭЛЕКТРОХИМИЧЕСКИХ ПРОЦЕССОВ | 2007 |
|
RU2344204C1 |
| СТАТИЧЕСКИЙ СМЕСИТЕЛЬ | 1996 |
|
RU2090254C1 |
| ТЕПЛОПАРОГЕНЕРАТОР | 2003 |
|
RU2251640C1 |
| СУШИЛКА ДЛЯ ПИЩЕВЫХ ПРОДУКТОВ | 1997 |
|
RU2121282C1 |
| УСТАНОВКА ДЛЯ ВАРКИ ВАРЕНЬЯ | 1995 |
|
RU2097090C1 |
| СПОСОБ ПРОИЗВОДСТВА МЯСОПРОДУКТОВ | 2004 |
|
RU2245624C1 |
Использование: в оборудовании для повышения производительности и снижения энергоемкости установки для нанесения гальванических покрытий. Установка содержит установленные в технологической последовательности ванны для соответствующих жидкостей и сушильный шкаф, при этом средства обогрева термостатируемых ванн выполнены в виде барботеров с выходными отверстиями, выполненными в виде сопел, и соединенных со средством подачи пара. 3 з.п. ф-лы, 7 ил.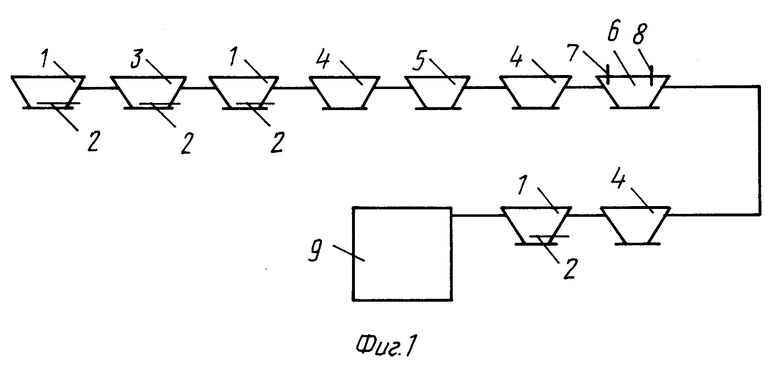
| Установка для гальванической обработки | 1983 |
|
SU1073344A1 |
| Способ предварительной обработки пористых металлических изделий перед нанесением цинковых гальванических покрытий | 1984 |
|
SU1357464A1 |
| Устройство для проведения электрохимических процессов | 1984 |
|
SU1183570A1 |
| Устройство для осаждения композиционных электрохимических покрытий | 1984 |
|
SU1194913A1 |
| Модуль химической обработки поверхности деталей | 1991 |
|
SU1836500A3 |
