Изобретение относится к области технической сверхпроводимости, в частности к технологии получения длинномерных композиционных многожильных проводников на основе высокотемпературных сверхпроводящих соединений, предназначенных для создания электротехнических изделий.
Проводники на основе высокотемпературных сверхпроводящих соединений получают методом "порошок в трубе", заключающимся в заполнении металлической оболочки (трубы) керамическим порошком высокотемпературного сверхпроводящего соединения или полуфабриката, деформации полученной заготовки до требуемых размеров, в процессе которой происходит уплотнение керамической сердцевины, и высокотемпературной термообработке, проводимой для образования в сердцевине сверхпроводящей фазы требуемого состава без дефектов структуры (трещин, пор и т.д.), снижающих критические свойства, например Iк, критический ток.
Использование высокотемпературных сверхпроводников в различных электротехнических изделиях, например магнитных катушках, предполагает их деформацию на изгиб (намотка, скручивание и т.д.), которая не должна приводить к падению критических свойств. Кроме того, при изготовлении изделий необходимо использование электрической изоляции, например, между витками катушки [1, 2] .
При изготовлении высокотемпературных сверхпроводящих изделий в качестве электрической изоляции используют оплеточные материалы, например, из оксида алюминия или электроизоляционные покрытия, полученные путем нанесения на оболочку проводника керамических порошковых смесей с органическим связующим с последующим выжиганием органики или используют другие электроизоляционные материалы и покрытия. Однако оплеточные материалы из оксида алюминия (и другие, прокладываемые между витками катушки) обеспечивают лишь механический контакт с оболочкой проводника, который может затруднить теплообмен между криогенной средой и сверхпроводником, а также обладают большой толщиной, около 100 мкм, что значительно увеличивает габариты электротехнического устройства. Кроме того, эти изоляционные материалы предполагают их одноразовое использование, то есть при изменении числа витков катушки они разрушаются, что резко снижает надежность изоляции. Покрытия, полученные путем нанесения на оболочку проводника керамических порошковых смесей с органическим связующим с последующим выжиганием органики, обладают значительной толщиной (более 20-40 мкм. ), неравномерностью по толщине и самое главное - низкой прочностью сцепления с оболочкой проводника, что делает проблематичным корректировку конструкции электротехнического изделия.
Наиболее близким к предлагаемому техническому решению является "Способ получения длинномерных проводников на основе высокотемпературных сверхпроводящих соединений" [3], включающий формирование заготовки в виде герметичной оболочки из металла или сплава, заполнение ее порошком сверхпроводящего соединения или полуфабриката, деформацию полученной заготовки до требуемого размера, нанесение на оболочку заготовки раствора металлоорганического соединения на основе карбоновых кислот, содержащих цирконий, алюминий, иттрий (концентрации по металлу или смеси металлов - 50 г/л), низкотемпературную термообработку на воздухе или в среде инертного газа в интервале температур 400-650oC, повторение цикла: нанесение раствора металлоорганического соединения, низкотемпературная термообработка требуемое число раз, каждый раз из раствора, содержащего различные металлы, намотка изделия и высокотемпературная термообработка при 840oC. В результате описанных операций получается изделие (магнитная катушка) из проводника в изоляционном покрытии. Такое изоляционное покрытие обладает малой толщиной, надежно электроизолирует оболочку проводника равномерно по толщине, обладает повышенной адгезией к оболочке.
Недостатком способа-прототипа является невозможность корректировки конструкции изделия, например изменения числа витков катушки, так как при 840oC в толстой одножильной керамической сердцевине сформирована структура, практически не позволяющая деформировать проводник на изгиб.
Очевидно, что если деформациям подвергается проводник в изоляционном покрытии, то и покрытие должно выдерживать максимально возможные деформации.
Следует отметить, что изменение места высокотемпературной термообработки или ее режима, например проведение ее при более низкой температуре сразу после деформации, однозначно не решает проблему получения изделия корректируемой конструкции с высокими критическими свойствами. При изменении места и режима высокотемпературной термообработки удается добиться возможности корректировать конструкцию изделия, но не всегда удается получить такие же критические свойства, как на изделии, полученном без корректировки конструкции, то есть когда высокотемпературная термообработка проводится при более высокой температуре на заключительном этапе технологии. Связано это с тем, что какими бы устойчивыми к деформациям на изгиб не были проводники на основе высокотемпературных сверхпроводящих соединений - это металлокерамические композиционные материалы, и при незначительном превышении критического радиуса изгиба (при намотке из таких проводников электротехнических изделий или корректировке их конструкции) возможно падение критических характеристик (например, Iк - критического тока).
Поэтому целесообразно, например, получить методом "порошок в трубе" проводник, провести высокотемпературную термообработку, покрывать оболочку проводника электрической изоляцией, намотать катушку (соленоид), при необходимости скорректировать в катушке число витков и, если при корректировке или намотке изделия был превышен критический радиус изгиба, иметь возможность провести дополнительную высокотемпературную термообработку для "залечивания" трещин, образовавшихся в керамической сердцевине проводника.
Для этого необходимо иметь изоляционное покрытие, обладающее как малой толщиной при сохранении изоляционных свойств, равномерностью по длине проводника, хорошей адгезией к его оболочке, так и повышенной проницаемостью для кислорода, так как высокотемпературная термообработка предполагает наличие кислородного обмена между средой термообработки и керамической сердцевиной. Кроме того, такое покрытие должно выдерживать максимально возможные деформации на изгиб.
Требование повышенной проницаемости для кислорода особенно важно для многожильных проводников, обладающих благодаря большому количеству жил, например 19, 37, 61, 703, большей по отношению к одножильным устойчивостью к деформациям на изгиб без падения критических свойств. Естественно, что для многожильных проводников (например, 703 жилы по отношению к 1) необходима значительная проницаемость изоляционного покрытия для кислорода при высокотемпературной термообработке, проводимой на изолированном проводнике. Технической задачей данного изобретения явилось повышение проницаемости изоляционного покрытия кислородом, повышение его устойчивости к деформациям на изгиб при сохранении изоляционных свойств, малой толщины, равномерности по длине проводника и требуемой адгезии к его оболочке на многожильном длинномерном проводнике, устойчивом (благодаря структуре керамической сердцевины) к деформациям на изгиб, позволяющем получать на основе такого проводника изделия, корректировать их конструкцию и увеличивать Iк на изделия скорректированной конструкции до максимальных значений Iк, полученных на изделиях, изготовленных без корректировки конструкции.
Поставленная задача решается тем, что в способе-прототипе, включающем формирование заготовки в виде металлической оболочки, заполнение ее порошком сверхпроводящего соединения или полуфабриката, деформацию полученной заготовки до требуемых размеров, нанесение на поверхность оболочки раствора металлоорганического соединения на основе карбоновых кислот, содержащих цирконий, алюминий, иттрий, намотку и термообработки, после деформации заготовки до требуемых размеров производят ее резку на мерные части и формируют сложную заготовку, для чего помещают требуемое количество мерных частей деформированной заготовки в металлическую оболочку, деформируют сложную заготовку до требуемых размеров, проводят высокотемпературную термообработку при 830-835oC, затем на оболочку сложной заготовки наносят раствор металлоорганического соединения на основе карбоновых кислот, содержащих цирконий, алюминий, иттрий, концентрации по металлу, смеси металлов 25-40 г/л, проводят низкотемпературную термообработку при температуре 350-400oC, а затем производят намотку изделия и проводят дополнительную высокотемпературную термообработку при температуре 835-840oC.
Получение многожильного проводника позволяет (по сравнению с одножильным, способ-прототип) использовать большие деформации на изгиб при намотке изделия без нарушения целостности керамической сердцевины и создания в ней дефектов структуры (например, трещин), которые невозможно "залечить" при последующей высокотемпературной термообработке. Нанесение раствора металлоорганического соединения концентрации по металлу, смеси металлов 25-40 г/л в сочетании с низкотемпературной термообработкой при 350-400oC позволяет получить аморфное изоляционное покрытие из нестехиометричных оксидов используемых металлов или их смеси, обладающее наряду с малой толщиной при сохранении изоляционных свойств равномерностью по длине проводника, требуемой адгезией к оболочке последнего, новым качеством - повышенной (по отношению к способу-прототипу) проницаемостью для кислорода, обеспечивающей кислородный обмен между керамической многожильной сердцевиной и средой высокотемпературного отжига. Кроме того, такое покрытие обладает негомогенностью структуры и способно релаксировать напряжения, возникающие при деформации проводника на изгиб, в имеющиеся в покрытии неоднородности структуры (несплошности, поры, трещины, каналы).
Формирование негомогенного покрытия с повышенной проницаемостью кислородом в процессе низкотемпературного отжига происходит за счет термического разложения (пиролиза) металлосодержащих органических соединений (карбоксилатов, Me(COOH)n, где, например, Me - цирконий, алюминия, иттрий) в соответствии с реакцией
Me(COOH)n -t---> MexOy + CO2 + H2O
с образованием на оболочке проводника тонкой (0,1-0,3 мкм) пленки аморфного нестехиометричного оксида металла. Получаемое оксидное неэлектропроводное покрытие имеет регулируемую толщину 0,1-6 мкм (в зависимости от количества циклов) при сохранении электроизоляционных свойств и удовлетворительного контакта между покрытием и проводником, кроме того, оно обладает новым по отношению к прототипу свойством - негомогенностью структуры за счет негомогенности структуры получаемых нестехиометричных оксидов, то есть наличия неоднородности (несплошности, пор, трещин, каналов, проницаемых для кислорода, в которые происходит релаксация напряжений).
Сопоставление предлагаемого способа со способом-прототипом показывает, что отличительными особенностями данного способа являются: проведение высокотемпературной термообработки при температуре 830-835oC после деформации сложной заготовки, полученной путем размещения в оболочке из металла или сплава мерных частей разрезанной деформированной заготовки, использование растворов металлоорганических соединений концентрации по металлу 25-40 г/л с последующей низкотемпературной термообработкой при температуре 350-400oC и проведение на заключительном этапе дополнительной высокотемпературной термообработки при температуре 835-840oC.
Проведение данных операций в описанной последовательности привело к появлению нового технического результата: новой структуры многожильной керамической сердцевины, обеспечивающей надежный контакт между кристаллитами и устойчивость к деформациям на изгиб, и новой структуры изоляционного покрытия, обеспечивающей надежную изоляцию, малую толщину, равномерность по длине, требуемую адгезию к оболочке и повышенную устойчивость к деформациям на изгиб (более чем в 10 раз уменьшается критический радиус изгиба многожильного проводника в изоляционном покрытии), а также повышенную проницаемость такого покрытия для кислорода, что расширяет сферы использования проводника и делает возможным корректировку конструкции изделий в широких пределах при сохранении Iк в изделии скорректированной конструкции на уровне Iк изделия, изготовленного без корректировки.
Пример.
Методом "порошок в трубе" получали композиционную заготовку: оболочку (серебряная труба), заполненную порошком висмутовой керамики состава Bi-2223, которую деформировали волочением до диаметра 1,18 мм, затем разрезали на 19 частей длиной по 2 м каждая и формировали сложную заготовку, для чего помещали 19 мерных частей деформированной заготовки в серебряную трубу диаметром 8 мм с толщиной стенки 0,8 мм, затем деформировали полученную сложную заготовку с диаметра 8 мм до диаметра 3,01 мм волочением со степенью деформации за проход 5%. Дальнейшую деформацию с диаметра 3,01 мм до толщины 0,25 мм производили плоской прокаткой со степенью деформации за проход 5%. В результате описанных выше операций получали плоский многожильный проводник длиной более 50 м. Затем полученный проводник разрезали на части по 8,5 м каждая и обрабатывали по трем схемам: намотка катушки - высокотемпературная термообработка при 840oC (1), высокотемпературная термообработка при 832oC - намотка катушки (2), высокотемпературная термообработка при 832oC - намотка катушки - дополнительная высокотемпературная термообработка при 837oC (3).
При использовании всех трех схем электроизоляцию наносили путем покрытия оболочки проводника раствором металлоорганического соединения, содержащего карбоксилаты циркония концентрации 25 г/л с последующей низкотемпературной термообработкой при 370-395oC в потоке аргона. Если использовали схему (1) - покрытие наносили сразу после конечной деформации сложной заготовки, если использовали схему (2) - покрытие наносили после высокотемпературной термообработки, если использовали схему (3) - покрытие наносили после первой высокотемпературной термообработки. Высокотемпературные термообработки при 832oC и 840oC проводили в течение общего времени 200 часов каждая, дополнительную высокотемпературную термообработку при 837oC - в течение 50 часов.
Испытания на гиб с перегибом показали, что образцы с покрытием, обладающим повышенной проницаемостью для кислорода, выдерживают до 7 циклов деформации без заметного отслаивания покрытия. Исследование микроструктуры показало (см. чертеж), что покрытие имеет неравномерность по толщине не более 3% от среднего значения, хорошо прилегает к оболочке из серебра, то есть имеет прочный диффузионный контакт с ней, что обеспечивает эффективный теплообмен с окружающей средой.
Также на оболочку проводника наносили смесь карбоксилатов алюминия с содержанием алюминия 25 г/л и смесь карбоксилатов иттрия с содержанием иттрия 25 г/л, проводили низкотемпературную термообработку в потоке аргона при температуре 350-355oC при использовании карбоксилатов алюминия и температуре 355-360oC при использовании карбоксилатов иттрия. Цикл: нанесение раствора металлоорганического соединения - низкотемпературная термообработка повторяли 15 раз, толщина покрытия составила 6 мкм.
Кроме того, на поверхность проводника наносили смесь карбоксилатов циркония с содержанием циркония 40 г/л, смесь карбоксилатов алюминия с содержанием алюминия 40 г/л, смесь карбоксилатов иттрия с содержанием иттрия 40 г/л, проводили низкотемпературную термообработку в потоке аргона при температуре 370-400oC при использовании карбоксилатов циркония, температуре 350-355oC при использовании карбоксилатов алюминия и температуре 355-360oC при использовании карбоксилатов иттрия. Использование карбоксилатов металлов с содержанием иттрия, алюминия, циркония 40 г/л позволило уменьшить количество циклов нанесения покрытия до 12 при одинаковой толщине 6 мкм.
Также слои покрытия наносили с применением металлоорганических соединений, содержащих как цирконий, так и иттрий концентрации по смеси металлов 25 г/л, содержащих как цирконий, так и алюминий концентрации по смеси металлов 25 г/л, содержащих как алюминий, так и иттрий концентрации по смеси металлов 25 г/л, а также содержащих как цирконий, так и алюминий, так и иттрий концентрации по смеси металлов 25 г/л. Использование смесей карбоксилатов названных металлов позволило снизить температуру пиролиза до 350-365oC, а число циклов нанесения покрытия уменьшить до 10 при одинаковой толщине 6 мкм.
Помимо этого, слои покрытия наносили с применением металлоорганических соединений, содержащих как цирконий, так и иттрий концентрации по смеси металлов 40 г/л, содержащих как цирконий, так и алюминий концентрации по смеси металлов 40 г/л, содержащих как алюминий, так и иттрий концентрации по смеси металлов 40 г/л, а также содержащих как цирконий, так и алюминий, так и иттрий концентрации по смеси металлов 40 г/л. Использование смесей карбоксилатов названных металлов позволило снизить температуру пиролиза до 350-365oC, а число циклов нанесения покрытия уменьшить до 8 при одинаковой толщине 6 мкм.
Испытания на гиб с перегибом всех описанных выше покрытий показали, что образцы с покрытием, обладающим повышенной проницаемостью для кислорода, выдерживают до 7 циклов деформации без заметного отслаивания покрытия. Исследование микроструктуры показало, что покрытие имеет неравномерность по толщине не более 3% от среднего значения, хорошо прилегает к оболочке из серебра, то есть имеет прочный диффузионный контакт с ней, что обеспечивает эффективный теплообмен с окружающей средой.
Результаты, приведенные в таблице (см. далее текст примера), достигаемы при использовании указанных металлов при их сочетании в смеси и для каждого из металлов в различном диапазоне указанных концентраций и температур.
При исследовании изоляционных свойств описанных выше покрытий толщиной 6 мкм с помощью ампервольтметра (P-386) на всей длине проводника проводящих участков выявлено не было.
Измерение критических токов проводили стандартным 4-контактным методом по критерию 1 мкВ/см при 77 K в собственном магнитном поле.
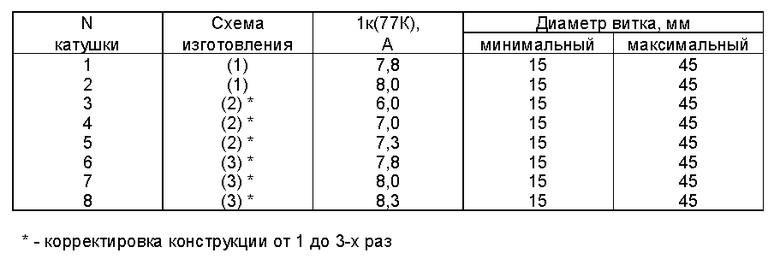
В таблице представлена сравнительная характеристика катушек на основе 19-жильного проводника в зависимости от схемы изготовления. Высокотемпературные термообработки при 832oC и 840oC проводили в течение общего времени 200 часов каждая, дополнительную высокотемпературную термообработку при 837oC - в течение 50 часов.
Испытания на гиб с перегибом показали, что образцы с негомогенным покрытием, обладающим повышенной проницаемостью для кислорода, выдерживают до 7 циклов деформации без заметного отслаивания покрытия. Исследование микроструктуры показало (см. чертеж), что покрытие имеет неравномерность по толщине не более 3% от среднего значения, хорошо прилегает к оболочке из серебра, то есть имеет прочный диффузионный контакт с ней, что обеспечивает эффективный теплообмен с окружающей средой.
Также слои покрытия наносили с применением металлоорганических соединений, содержащих как цирконий, так и иттрий концентрации по смеси металлов 25 г/л. Использование смеси карбоксилатов циркония и иттрия позволило снизить температуру пиролиза (низкотемпературной термообработки) до 350-365oC, а число циклов нанесения покрытия уменьшить до 10 при одинаковой толщине 6 мкм.
При исследовании изоляционных свойств описанных выше покрытий толщиной 6 мкм с помощью ампервольтметра (P-386) на всей длине проводника проводящих участков выявлено не было.
Измерение критических токов проводили стандартным 4-контактным методом по критерию 1 мкВ/см при 77 K в собственном магнитном поле.
В таблице представлена сравнительная характеристика катушек на основе 19-жильного проводника в зависимости от схемы изготовления.
Из таблицы видно, что использование предлагаемого покрытия на проводнике с требуемой структурой керамической сердцевины позволяет при использовании схемы (2), то есть когда имеется возможность корректировки конструкции изделия, но значения Iк уменьшаются, провести дополнительную высокотемпературную термообработку, реализовать схему (3) и получить значения Iк не меньше, чем при реализации схемы (1), когда такая корректировка не предусмотрена.
Представленные данные позволяют заключить, что из многожильного проводника с требуемой структурой керамической сердцевины в негомогенном изоляционном покрытии с повышенной проницаемостью для кислорода возможно получение изделий корректируемой конструкции с критическими свойствами изделий, у которых корректировка конструкции не проводилась.
Литература
1. А.Отто, Л.Дж.Мазур, Е.Подтбур, Д.Дели и др. Многожильные композиционные ленты Bi-2223, изготовленные из металлического прекурсора. IEEE Transactions on Applid Superconductivity, вып. 3, N 1, март 1993, с. 915-922.
2. П. Халдар, Дж. Г. Хай Чун Ир, Дж.А.Райс, Л.П.Мотовидло и др. Производство и свойства высокотемпературных лент и магнитов, изготовленных из сверхпроводников Bi-2223 в оболочке из серебра. IEEE Transactions on Applid Superconductivity, вып. 3, N 1, март 1993, с. 1127-1130.
3. А. Д. Никулин, А.К.Шиков, Е.В.Антипова, И.И.Акимов. Способ получения длинномерных проводников на основе высокотемпературных сверхпроводящих соединений. Решение о выдаче патента на изобретение по заявке N 95100565/07(001048) - прототип.
Предлагаемое изобретение относится к области электротехники и технической сверхпроводимости и может быть использовано для получения длинномерных композиционных многожильных проводников на основе высокотемпературных сверхпроводящих соединений и создания из них электротехнических изделий. Отличительными признаками предлагаемого технического решения является то, что путем деформации сложной заготовки, состоящей из оболочки и требуемого числа мерных частей разрезанной деформированной заготовки, получают длинномерный проводник, проводят высокотемпературную термообработку при температуре 830-835oС для формирования в жилах сверхпроводящей фазы необходимого состава и определенной структуры, после чего получают на оболочке проводника негомогенное электроизоляционное покрытие с повышенной проницаемостью кислородом путем нанесения на поверхность оболочки раствора металлоорганического соединения концентрации по металлу, смеси металлов 25-40 г/л с последующей низкотемпературной термообработкой при температуре 350- 400oС, затем производят намотку изделия и проводят дополнительную высокотемпературную термообработку при 835-840oС. Полученные предложенным способом изделия корректируемой конструкции имеют критические свойства изделий, изготовленных способом, не предусматривающим корректировку конструкции. 1 ил. 1 табл.
Способ получения длинномерных высокотемпературных сверхпроводящих изделий, включающий формирование заготовки в виде металлической оболочки, заполнение ее порошком сверхпроводящего соединения или полуфабриката, деформацию полученной заготовки до требуемых размеров с последующим нанесением на поверхность оболочки раствора металлоорганического соединения на основе карбоновых кислот, содержащих цирконий, алюминий, иттрий, и проведением намотки и термообработок, отличающийся тем, что после деформации заготовки до требуемых размеров производят ее резку на мерные части и формируют сложную заготовку, для чего помещают требуемое количество мерных частей деформированной заготовки в металлическую оболочку, деформируют сложную заготовку до требуемых размеров, проводят высокотемпературную термообработку при 830 - 835oC, затем на оболочку сложной заготовки наносят раствор металлоорганического соединения на основе карбоновых кислот, содержащих цирконий, алюминий, иттрий, концентрации по металлу, смеси металлов 25 - 40 г/л, проводят низкотемпературную термообработку при 350 - 400oC, затем производят намотку изделия и проводят дополнительную высокотемпературную термообработку при 835 - 840oC.
| RU 95100565 A1, 27.11.96 | |||
| US 4994633 A, 19.02.91 | |||
| отто А., Мазур Л.Дж., Подтбур Е., Дели Д | |||
| И др | |||
| Механическая форсунка | 1925 |
|
SU2223A1 |
| IEEE Transactions on Applid Superconductivity | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Халдар П., Хай Чун Ир Дж.Г., Райс Дж.А., Мотовидло Л.П | |||
| и др | |||
| Производство и свойства высокотемпературных лент и магнитов, изготовленных из сверхпроводников Bi-2223 в оболочке из серебра | |||
| IEEE Transactions on Applid Superconductivity | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |

