Изобретение относится к области машиностроения (станкостроения) и может найти применение для зажима пруткового и бунтового материала, заменяя известные цанги по ГОСТ 2876-76 фасонноотрезных автоматов, автоматов продольного точения, токарно-револьверных автоматов, многошпиндельных горизонтальных автоматов и другого технологического оборудования.
Известный "цанговый патрон" по авт. св. N 1276442, 1986, кл. B 23 B 13/00 довольно сложен в изготовлении, имеет ограниченный срок службы и большое усиление зажатия.
Известно устройство для зажима цанги шпинделя станка по патенту Швейцарии N 656815 кл. B 23 B 31/26, 1986. Оно также не лишено указанных недостатков.
Известно приспособление к токарным станкам для ориентирования и закрепления пруткового материала по заявке ФРГ N 3531011 кл. B 23 B 13/00, аналог - международная заявка PCT (WO) N 87/01318 кл. B 23 B 13/12, 31/20. Указанное приспособление не может быть использовано в токарных автоматах.
Известна зажимная цанга по заявке N 4736350/08 кл. B 23 B 13/00 (положительное решение от 27.05.91). Она может быть использована при создании новых шпиндельных устройств токарных автоматов, т.к. встраивание в старые шпиндельные узлы требует больших доработок.
Прототипом выбрана известная зажимная цанга по ГОСТ 2876-76, т.к. вновь предлагаемое техническое решение вписывается в конструкцию шпиндельных узлов существующих токарных станков-автоматов.
Однако указанный прототип обладает следующими недостатками:
требует предварительной заточки каждого прутка (указанная заточенная часть уходит обычно в отход);
низкая надежность и повышенный износ из-за того, что зажим, как правило, происходит не по всей поверхности зажатия прутка;
не может зажимать материал с большим полем допуска, а также мягкие материалы, например алюминиевые сплавы, неметаллические материалы;
при износе лепестков заменяется вся цанга, имеющая довольно сложное производство;
большое количество типоразмеров цанг на типоразмер автомата.
Целью изобретения является устранение недостатков прототипа.
Результат достигается тем, что цанга снабжена разрезным кольцом, в корпусе выполнены П-образные пазы лепестки в виде секторов с отверстиями, пронизанными указанным разрезным кольцом, установленных в П-образные пазы корпуса и соединенных с ним посредством разрезного кольца, установленного в канавку корпуса, при этом размеры сечения разрезного кольца меньше, чем размеры отверстия в секторе.
На фиг. 1 - 3 дан пример реализации изобретения.
Фиг. 1 - осевой разрез цанги в зажатом состоянии.
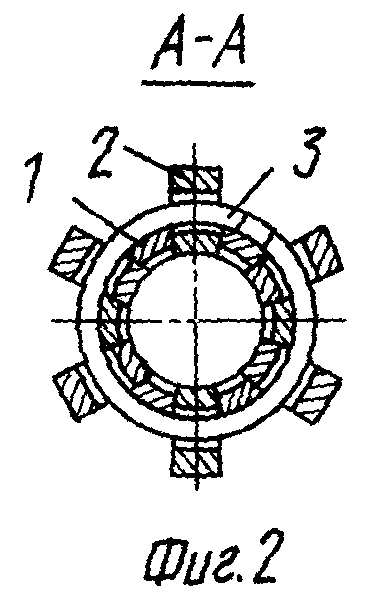
Фиг. 2 - сечение по шарнирному соединению секторов с кольцом в увеличенном масштабе.
Фиг. 3 - увеличенный элемент фиг. 3 с прямоугольным разрезным кольцом и сегментным вкладышем.
Цанга содержит корпус 1, имеющий, например, резьбовую часть для соединения с трубой станка. Сектора 2, пронизанные разрезным кольцом 3, установлены в П-образные пазы 4 корпуса (см. фиг. 3), на котором имеется канавка, в которую установлено разрезное кольцо. При этом размеры сечения разрезного кольца меньше, чем размеры отверстия в секторе.
Обычно выбирается круглое пружинное кольцо, однако при больших усилиях зажима кольцо необходимо делать прямоугольного профиля. В последнем случае отверстие в секторе делается некруглым или в него устанавливается сегментный вкладыш 4. Сектор 2 для круглого прутка выполняется плоским по толщине, указанной на фиг. 2, а при квадратном, шестигранном или другом профиле делается симметрично утолщенным в зоне 5 (см. фиг. 3). Технология изготовления указанной цанги доступна любому машиностроительному заводу, который будет выпускать цанги серийно.
Закалка корпуса не обязательна, а при зажиме мягких материалов сектора также могут быть сырыми.
При вращающемся шпинделе автомата (см. пунктирные линии) и перемещении цанги вправо сектора под действием центробежных сил расходятся в направлении, перпендикулярном оси шпинделя (цанги). Подающей цангой станка-автомата (не показано) производится свободная подача направленного прутка до упора (не показано). Зажим прутка происходит при возвратном движении цанги влево. При взаимодействии конических поверхностей шпинделя 6 и секторов 2 последние возвращаются до полного обжима прутка цилиндрическими поверхностями секторов. Такой обжим достигается (см. фиг. 3) за счет того, что размеры сечения кольца 3 меньше, чем отверстия в секторе. За этот же счет мы можем зажимать прутки с большими допусками, а также изготовленные из мягких металлов и неметаллов.
По данному решению изготовлены макеты, испытания которых дали положительные результаты.
Экономический эффект будет подсчитан по результатам внедрения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МУФТА РОЗАНОВА И.Н. ДЛЯ ПОДАЧИ ПРУТКОВОГО И БУНТОВОГО МАТЕРИАЛА | 1996 |
|
RU2117832C1 |
| Токарный многошпиндельный прутковый автомат | 1983 |
|
SU1138250A1 |
| Подающая цанга | 1989 |
|
SU1798040A1 |
| Токарный многошпиндельный станок | 1989 |
|
SU1660850A1 |
| Устройство для зажима пруткового мате-РиАлА | 1979 |
|
SU850316A1 |
| Механизм зажима пруткового материала | 1980 |
|
SU917924A1 |
| ЦАНГОВЫЙ ПАТРОН | 1969 |
|
SU240449A1 |
| Многошпиндельный токарный автомат | 1979 |
|
SU1040696A1 |
| Цанговый патрон | 1979 |
|
SU841792A1 |
| Механизм зажима и подачи прутка | 2018 |
|
RU2687349C1 |

Зажимная цанга относится к области машиностроения (станкостроения) и может найти применение для зажима пруткового и бунтового материала. Цанга содержит корпус с лепестками, выполненными в виде шарнирных секторов, соединенных с корпусом посредством разрезного кольца, установленного в канавку корпуса. Экономический эффект достигается за счет улучшения условий эксплуатации, повышения надежности и срока службы, расширения сферы использования на ранее не обрабатываемые материалы и удешевления производства. 3 ил.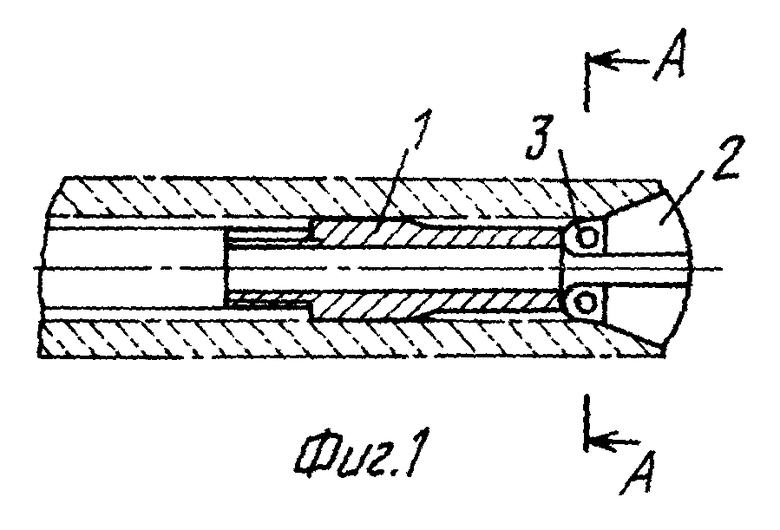
Зажимная цанга, содержащая корпус и лепестки, отличающаяся тем, что она снабжена разрезным кольцом, в корпусе выполнены П-образные пазы, лепестки выполнены в виде секторов с отверстиями, пронизанными указанным разрезным кольцом, установленных в П-образные пазы корпуса и соединенных с ним посредством разрезного кольца, установленного в канавку корпуса, при этом размеры сечения разрезного кольца меньше, чем размеры отверстия в секторе.
| СПОСОБ ПОЛУЧЕНИЯ ОКРАСОК НА ПОЛОТНЕ | 1925 |
|
SU2876A1 |
| Устройство для обработки волокнистых материалов | 1984 |
|
SU1276705A1 |
| ПАТРОН ДЛЯ КРЕПЛЕНИЯ ИНСТРУМЕНТА | 1992 |
|
RU2044609C1 |
| RU 94009780 C1, 30.07.94 | |||
| ПОДАЮЩАЯ ЦАНГА | 1991 |
|
RU2016705C1 |
| DE 3531011 A1, 03.12.87. | |||

