Изобретение относится к рбласти металлообработки и может быть использовано при закреплении прутковрго материала на токарных автоматах.
Известен механизм зажима пруткового материала, содержащий зажимную муфту, рычаги, кинематически связанные с подвижной втулкой, диск и гаКку, установленную на связанной с цангой трубе зажима 1.
При таком исполнении механизм не обеспечивает надежного закрепления пруткового материала с большими отклонениями его диё1метра.
Целью изобретения является повйшение надежности закрепления за счет осуществления выборки зазора между губками цанги и прутковым материалом.
Поставленная цель достигается тем, что механизм снабжен подпружиненными клиньями с фасками на концах и стаканом с конусным буртиком на одной конце внутренней поверхности, а на диске и гайке выполнены радиальные наклонные пазы, в которых установлены клинья. Стакан закреплен на згикимной муфте и его конусный буртик преднаэHa4teH для взаимодействия с фасками; клиньев, а механизм снабжен стержнями, установленными в выполненных отверстиях диска-и гайки.
Такое выполнение повышает надеже ность закрепления за счет осуществления выборки зазора между губками ч цанги и прутковым материалом.
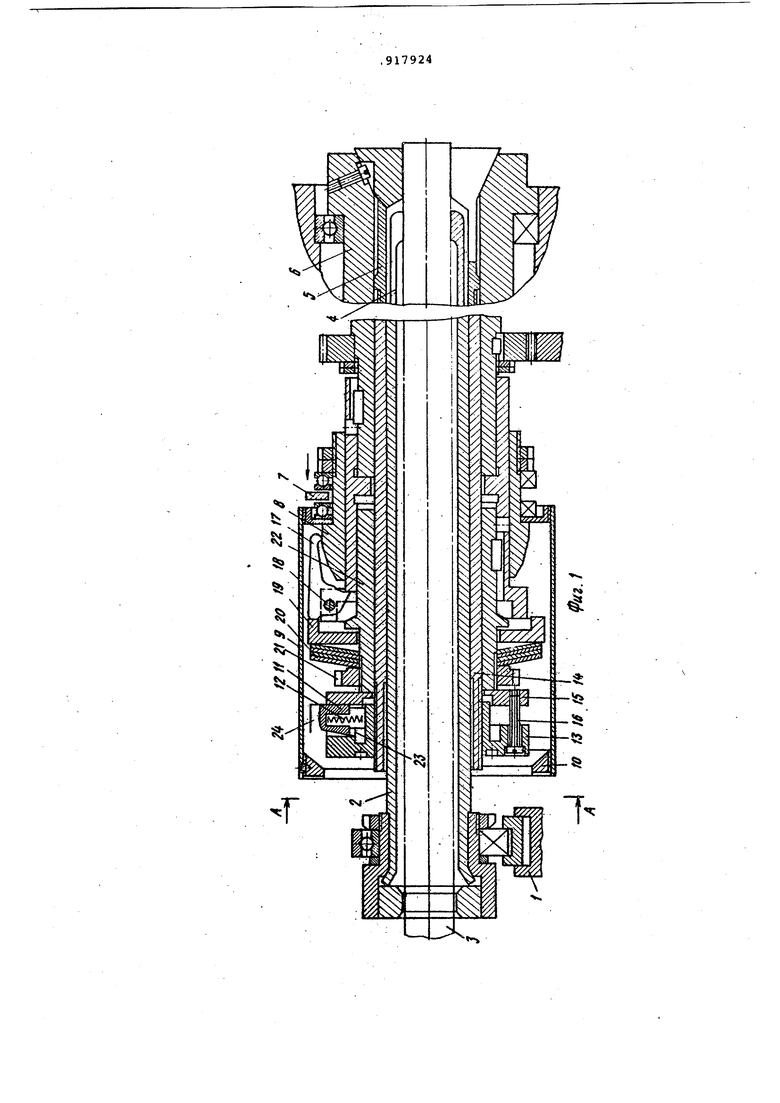
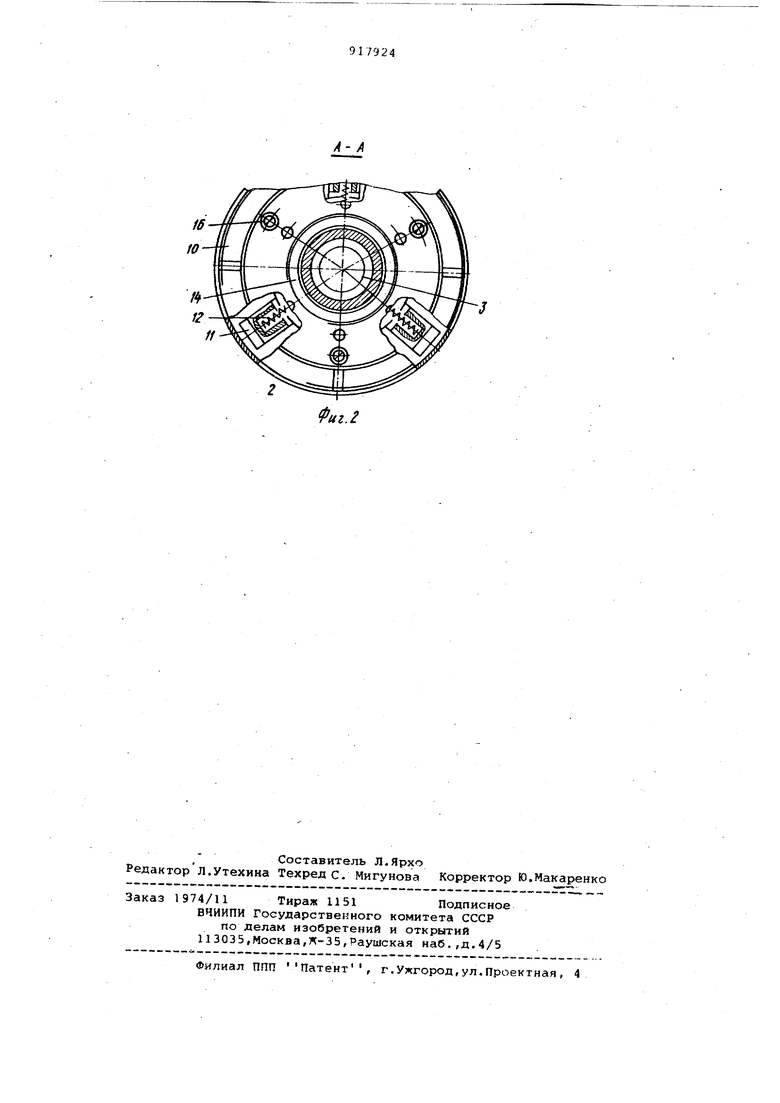
На фиг. 1 представлен общий вид механизма; на фиг 2 - сечение А-А на
10 фиг.1.
Механизм содержит ползун подачи 1, связанный с приводом, трубу лодачи 2, в которую помещен пруток 3, подающее устройство 4, зажимную цангу 5, по15мещенную в шпиндель 6, ползун зажима 7, зажимную муфту 8 с закрепленным на ней стаканом 9.с конусным буртиком 10 на внутренней поверхности,клинья 11 с пружинами 12,, гайку 13, связанную
20 с трубой згикима 14, диск 15, три винта 16, установленных в отверстиях гайки 13 и диска 15 и связывающих их в единый блок. Рычаги 17 установ лены на осях 18 и контактируют с
25 кольцом 19, наисодящимся под воздействием тарельчатых пружин 20, упирающихся в гайку 21, закрепленную на подвижной втулке 22. Диск 15 и гайка 13 выполнены с радиальными нак30лоннь1ми пазами 23, в которых установлены клинья 11. На концах клиньев выполнены фаски 24. Механизм работает следующим образом. Пруток 3 подают в полость лепест ков зажимной цанги 5, затем согласн стрелке. Продвигают ползун зажима 7 с зажимной муфтЬй 8 и стаканом 9, Конусный буртик 10 отходит от фасок 24 клиньев 11, при этом освобождаются подпружиненные клинья 11, Так как шпиндель б постоянно вращается от привода, то дополнительно к действию сил пружин 12 действуют и центробежные силы на клинья 11, раздвигающие последние в радиальном направлении, которые перемещают в осевом направлении влево гайку 13 и связанную с ней трубу, зажима 14 с зажимной цангой 5, чем обеспечивают предварительное сжатие лепестков зажимной цанги 5 до контакта с прутком 3 т.е. выбирают зазор при отклонении от номинального диаметра пруткового материала. Продвигая дальше (согласно стрелке) зажимную муфту 8 рычаги 17 воздействуют на кольцо 19, пакет тарельчатых пружин 20, подвижную втулку 22, диск 15, клинья 11 и гайку 13 и тем самым производят сило вой зажим прутка 3, необходимый для обработки его режущим инструментом. При разжиме прулка 3 конусный буртик 10 упирается в фаски 24 клиньев 11, которые сводятся радиально К центру и одновременно , учитывая пружинящее свойство зажимной цанги 5 (самовосстановление в свобод ное состояние) приводит механизм в исходное положение. При этом ползун подачи 1 с трубой подачи 2 отвЬдят в крайнее левое положение на весь процесс обработки прутка 3. При необходимости вручную производят про ворот гайки 13, т.е. поднастройку механизма на конкретный диаметр прут ка 3. Пазы 23 диска 15 и гайки 13, а также клинья 11 выполняются-с углами, обеспечивающими самоторможение. Ожидаемый технико-эконот ический эффект обуславливается повышением надежности закрепления, что в ряде случаев позволяет исключить последующие чистовые операции или существенно сократить припуск на них. Кроме ТОГО, при колебании диаметра прутка механизм обеспечивает постоянный натяг упругой системы и предохраняет ее от перегрузок и поломок, что существенно повьиаает надежность и долгоэечиость всего станка даже при обработке некалиброванных заготовок, а также быстродействие зажима. Формула изобретения 1.Механизм зажима пруткового материала, содержащий зажимную муфту рычаги, кинематически связанные с подвижной втулкой, диск и гайку, установленную на связанной с цангой трубе зажима, отличающийся тем, что, с целью повышения надежности . закрепления путем осуществления выборки зазора между губками цанги и прутковым материалом, механизм снабжен подпружиненными клиньями с фасками на концах и стаканом с конусным буртиком на одном конце внутренней поверхности, а на диске и гайке выполнены радиальные наклонные пазы, в которых установлены клинья, при этом стакан закреплен на зажимной муфте и его конусный буртик предназначен для взаимодействия с фасками клиньев. 2.Механизм поп.1, отличающийся тем, что он снабжен стержнями, установленными в выполненньпе отверстиях диска и гайки. Источники информации, принятые во внимание при экспертизе 1. Черчикало В.И. и др. Токарные многошпиндельные автоматы. М.,1978. с.61-64, рис. 34 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм зажима пруткового материала | 1987 |
|
SU1450910A1 |
| Механизм зажима пруткового материала | 1981 |
|
SU956156A1 |
| Механизм зажима пруткового материала | 1981 |
|
SU1028429A2 |
| Механизм зажима заготовок | 1982 |
|
SU1090504A1 |
| Механизм зажима пруткового материала | 1989 |
|
SU1715503A1 |
| Многошпиндельный токарный автомат | 1979 |
|
SU1040696A1 |
| Механизм подачи и зажима прутка | 1985 |
|
SU1282963A1 |
| МЕХАНИЗМ ПОДАЧИ И ЗАЖИМА ПРУТКА | 2012 |
|
RU2483842C1 |
| Механизм зажима и подачи прутка | 1987 |
|
SU1472178A1 |
| Устройство для зажима пруткового материала | 1983 |
|
SU1146135A1 |