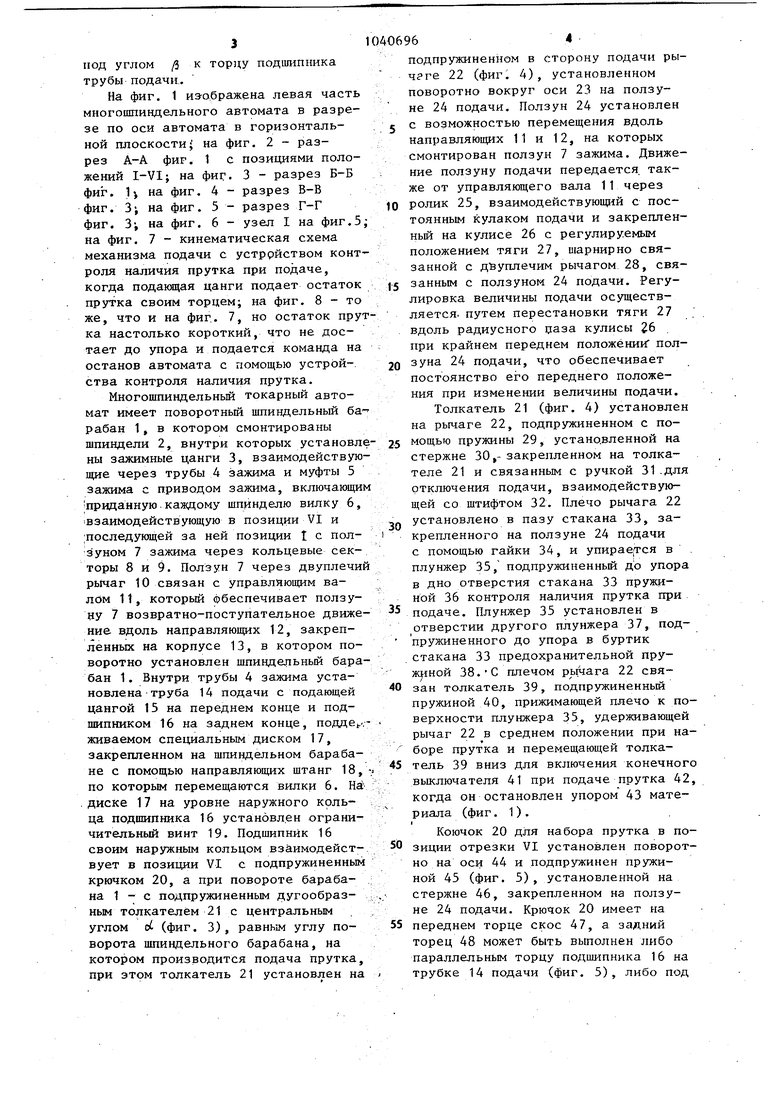
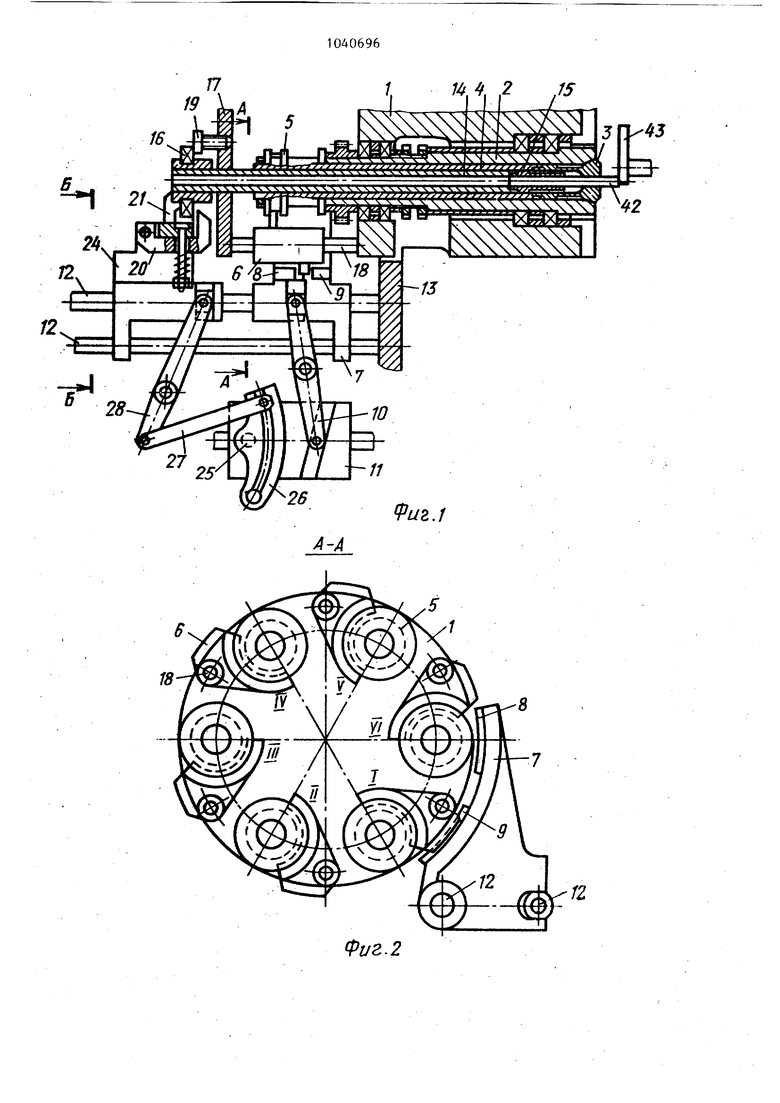
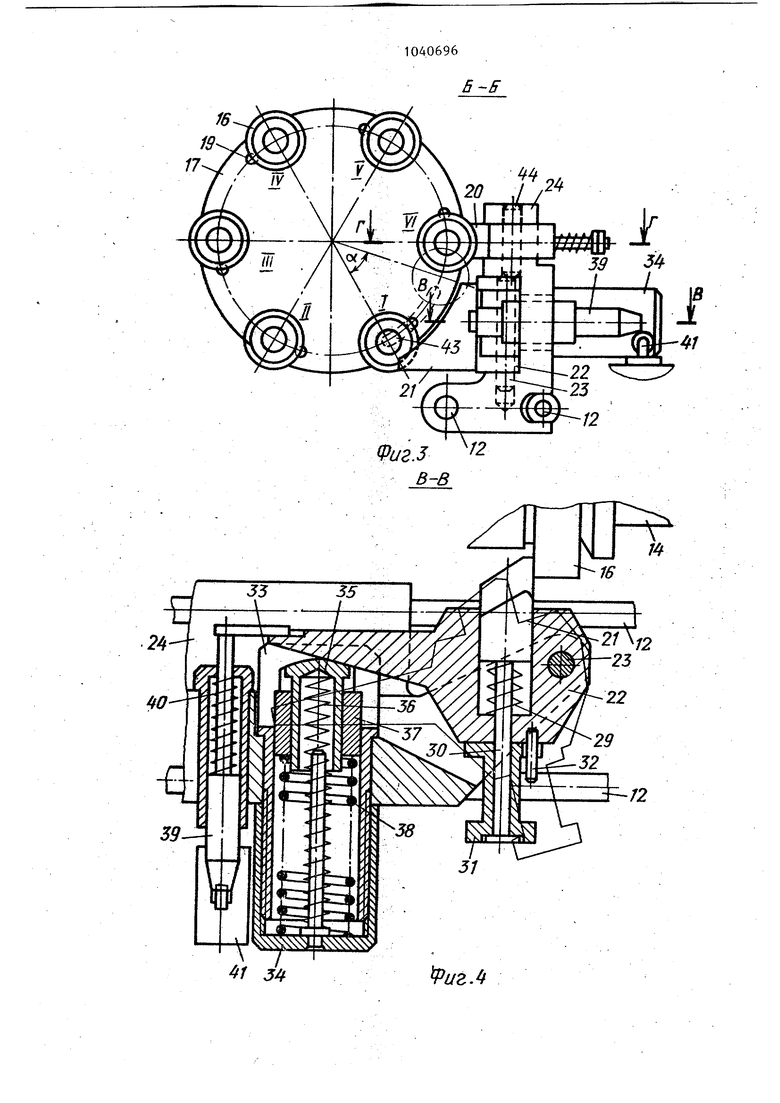
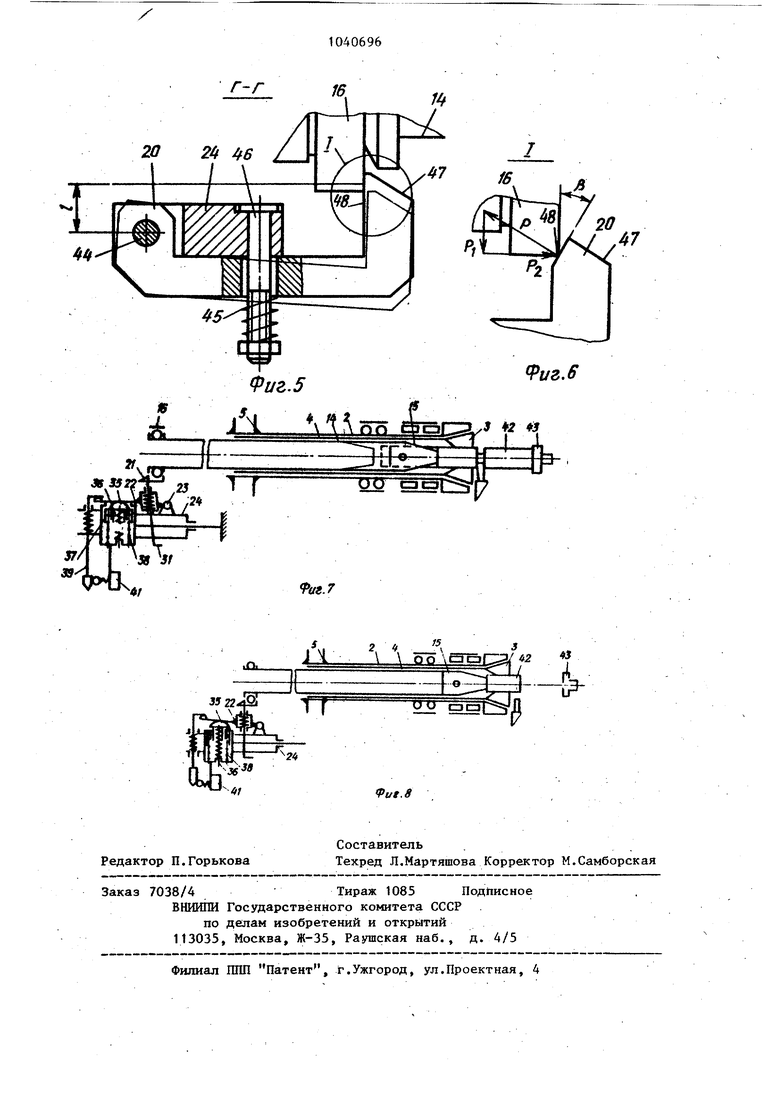
Изобретение относится к области станкостроения. Известны многошпиндельные токарные автоматы с поворотным шпиндельным барабаном, где разжим, подача и зажим пруткбвого материала производятся после отрезки готовой детали от прутка перед поворотом шпиндельного барабана. В результате последовательного действия механизмов зажима, подачи и поворота шпин дельного барабана увеличивается вре мя холостого хода автомата. С целью сокращения времени холостого хода в некоторых многошпиндельных токарных автоматах совмещают во времени разжим, подачу и зажим пруткового материала с поворотом барабана, т.е. разжим, подача и зажим производятся во время и от поворота шпичцельного барабана Однако в последние годы появилась тенденция уменьшать время холостого хода особенно автоматов малого размера за счет повьшення скорости вращения распредвала, при этом на поворот барабана приходится очень короткое время, выраженное в долях секунды. Если в это время про изводить разжим, подачу и зажим материала, то возникают значительные динамические нагрузки на механизм и ускорения при подаче прутка к упо ру материала, что приводит к проскапьзьюанию прутка в подающей цанге, значительному отскоку прутка при встрече его с упором и потере точности по длине изготовляемых на автомате деталей. Чтобы избежать этих недостатков требуется увеличение времени на разжим, подачу и зажим пруткового материала. Это дос тигается путем совмещения разжима с отводом суппортов, т.е. перед поворотом барабана и подводом суппортов, а зажима - с подводом суппортов. При этом механизмы зажима, подачи и упор материала получают движ ния от распредвала з . Недостатком прототипа является то, что отвод подающих цанг с труба ми в исходное положение для подачи (набор прутка) производится одновре менно во всех позициях с помощью кольца, что вызывает необходимость поддерживать вьдвинутые из шпиндель ного барабана концы подающих труб с помощью специального устройства. Для зажима и подачи используются 962 поворотно установленные на ползунах и управляемые от распредвала держатели. Все вьпцеприведенное усложняет конструкцию автомата и снижает надежность его в работе. Кроме этого отсутствует предохранение от поломок автомата при подаче остатка прутка торцем подающей цанги, если не сработала блокировка контроля наличия прутка при его наборе, а также возможны поломки при наборе прутка, у которого расклепан, например при рубке прутков, задний торец, либо прутка имеющего значительную кривизну, что может привести к заклиниванию подающей цанги на поверхности прутка и поломке привода подачи. Это также снижает надежность автомата. Контроль наличия прутка производится при его наборе, что приводит к повьш1енному расходу пруткового материала. Целью изобретения является повыше ние надежности работы автомата и экономия пруткового материала путем контроля за его наличием при подаче. Поставленная цель достигается кяцей за ней позиции на дугообразном ползуне, связанном с управлякяцим валом через рычажную систему, установлены кольцевые секторы, первый из которых взаимодействует с муфтой зажима только в сторону разжима, а второй - только в сторону зажима, а на связанном с управляющим валом ползуне подачи в позиции отрезки установлен подпружиненньй крючок со скосом на переднем торце, взаимодействующим с подшипником трубы подачи при ее захвате для набора прутка, при этом между позициями установлен подпружиненный дугообразный подакяций толкатель с центральным углом, равным углу поворота шпиндельного бара.бана, на котором производится подача прутка, а упомянутый подающий толкатель установлен на подпружиненном в сторону подачи рычаге, взаимодействующим с конечным выключателем контроля наличия прутка при встрече его с упором во время подучи. С целью предохранения от поломок автомата при наборе прутка на крючке в позиции отрезки имеется плечо , создающее момент для сжатия пружины, либо плоскость, взаимодействующая с подшипником трубы подачи при наборе йрутка, выполняется под углом /3 к торцу подшипника трубы подачи. На фиг. 1 иэ-ображена левая часть миогошпивдельного автомата в разрезе по оси автомата в горизонтальной ПЛОСКОСТИ; на фиг. 2 - разрез А-А фиг. 1 с позициями положений I-VI; на фиг. 3 - разрез Б-Б фиг. 1 на фиг. 4 - разрез В-В фиг. 3; на фиг. 5 - разрез Г-Г фиг. 3v на фиг. 6 - узел I на фиг.5 на фиг. 7 - кинематическая схема механизма подачи с устройством конт роля наличия прутка при подаче, когда подающая цанги подает остаток прутка своим торцем; на фиг. 8 - то же, что и на фиг. 7, но остаток пру ка настолько короткий, что не достает до упора и подается команда на останов автомата с помощью устрой-. ства контроля наличия прутка. Многошпиндельньй токарный автомат имеет поворотный шпиндельный ба рабан 1, в котором смонтированы шпиндели 2, внутри которых установл
ны зажимные цанги 3, взаимодействующие через трубы 4 зажима и муфты 5 зажима с приводом зажима, включающим приданную.каждому шпинделю вилку 6, взаимодействующую в позиции VI и последующей за ней позиции t с ползуном 7 зажима через кольцевые секторы 8 и 9. Ползун 7 через двуплечий рь1чаг 10 связан с управляющим валом It, который обеспечивает ползуну 7 возвратно-поступательное движение вдоль направляющих 12, закрепленных на корпусе 13, в котором поворотно установлен шпиндельньм барабан 1. Внутри трубы 4 зажима установлена труба 14 подачи с подающей цангой 15 на переднем конце и подшипником 16 на заднем конце, подде .живаемом специальньм диском 17, закрепленном на шпиндельном барабане с помощью направляющих штанг 18,ч по которым перемещаются вилки 6. На : диске 17 на уровне наружного кольца подшипника 16 установлен ограничительный винт 19. Подшипник 16 своим наружным кольцом взаимодействует в позиции VI с подпружиненным крючком 20, а при повороте бараба- : на 1 - с подпружиненным дугообраз- ; ным толкателем 21 с центральным углом oi (фиг. 3), равным углу поворота шпиндельного барабана, на котором производится подача прутка, при этом толкатель 21 установлен на
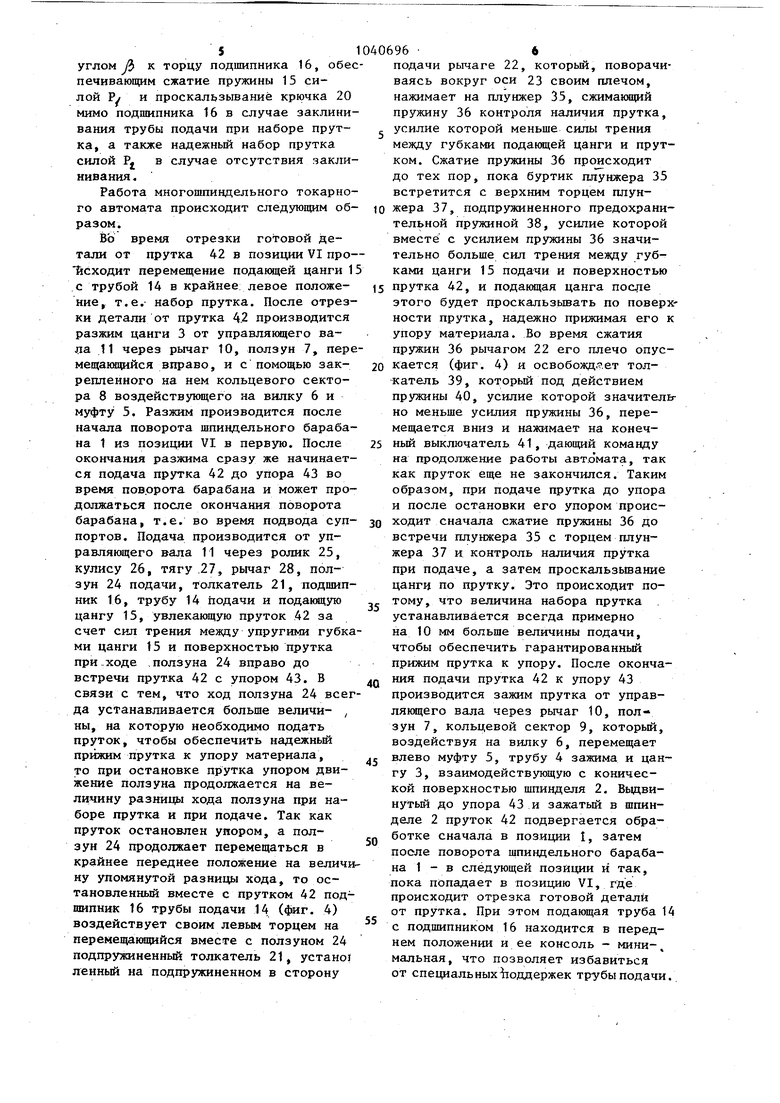
стержне 30,-закрепленном на толкателе 21 и связанным с ручкой 31.для отключения подачи, взаимодействующей со штифтом 32. Плечо рычага 22 установлено в пазу стакана 33, закрепленного на ползуне 24 подачи с помощью гайки 34, и упирае тся в плунжер 35, подпружиненный до упора в дно отверстия стакана 33 пружиной 36 контроля наличия прутка при подаче. Плунжер 35 установлен в отверстии другого плунжера 37, подпружиненного до упора в буртик стакана 33 предохранительной пруЖ11ной 38.С плечом рьгчага 22 связан толкатель 39, подпружиненньй пружиной 40, прижимающей плечо к поверхности Плунжера 35, удерживающей рычаг 22 в среднем положении при наборе прутка и перемещающей толкатель 39 вниз для включения конечного выключателя 41 при подаче прутка 42, когда он остановлен упором 43 материала (фиг. 1).
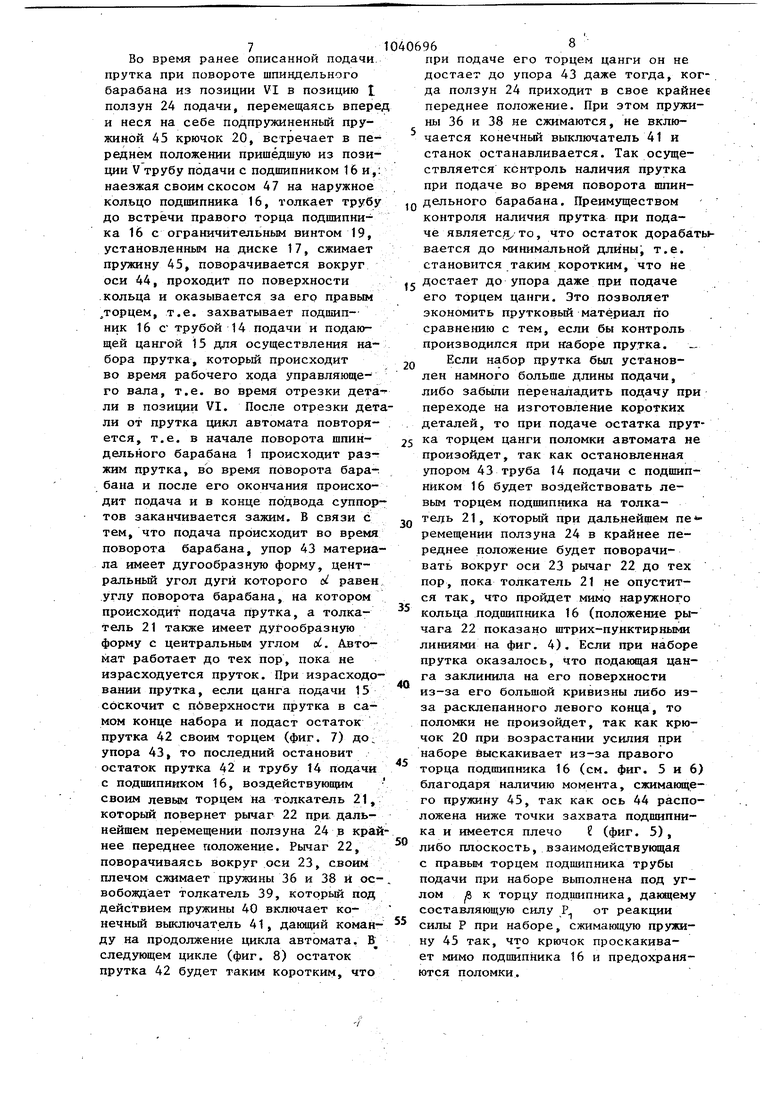
Коючок 20 для набора прутка в позиции отрезки VI установлен поворотно на оси 44 и подпружинен пружиной 45 (фиг. 5), установленной на стержне 46, закрепленном на ползуне 24 подачи. Крючок 20 имеет на 5 переднем торце скос 47, а задний торец 48 может быть выполнен либо параллельным торцу подшипника 16 на трубке 14 подачи (фиг. 5), либо под 64 подпружиненном в сторону подачи рычаге 22 (фиг. 4), установленном поворотно вокруг оси 23 на ползуне 24 подачи. Ползун 24 установлен с возможностью перемещения вдоль направляющих 11 и 12, на которых смонтирован ползун 7 зажима. Движение ползуну подачи передается, также от управляющего вала 11 через ролик 25, взаимодействующий с постоянным кулаком подачи и закрештенньй на кулисе 26 с регулируемым положением тяги 27, шарнирно связанной с дйуплечим рычагом 28, связанным с ползуном 24 подачи. Регулировка величины подачи осуществляется, путем перестановки тяги 27 вдоль радиусного цаза кулисы 26 при крайнем переднем положении ползуна 24 подачи, что обеспечивает постоянство его переднего положения при изменении величины подачи. Толкатель 21 (фиг. 4) установлен на рьмаге 22, подпружиненном с помоЩью пружины 29, установленной на углом к торцу подшипника 16, обе печивающим сжатие пружины 15 силой Ру и проскальзьюаниё крючка 20 мимо подшипника 16 в случае заклини вания трубы подачи при наборе прутка, а также надежньш набор прутка силой PJ в случае отсутствия закли нивания. Работа многошпиндельного токарно го автомата происходит следующим об разом. Во время отрезки готовой детали от прутка 42 в позиции VI про исходит перемещение подакнцей цанги с трубой 14 в крайнее левое положение т.е. набор прутка. После отрез ки детали от прутка 4.2 производится разжим цанги 3 от управлякщего вала 11 через рычаг 10, ползун 7, пер мещающийся вправо, и с помощью закрепленного на нем кольцевого сектора 8 воздействующего на вилку 6 и муфту 5. Разжим производится после начала поворота шпиндельного бараба на 1 из позиции VI в первую. После окончания разжима сразу же начинает ся подача прутка 42 до упора 43 во время поворота барабана и может про должаться после окончания поворота барабана, т.е. во время подвода суп портов. Подача производится от управляющего вала 11 через ролик 25, кулису 26, тягу .27, рычаг 28, ползун 24 подачи, толкатель 21, подшип ник 16, трубу 14 подачи и подакнцую цангу 15, увлекающую пруток .42 за счет сил трения между упругими губк ми цанги 15 и поверхностью прутка при-ходе .ползуна 24 вправо до встречи прутка 42 с у пором 43. В связи с тем, что ход ползуна 24 все да устанавливается больше величи- , ны, на которую необходимо подать пруток, чтобы обеспечить надежный прижим прутка к упору материала, то при остановке прутка упором движение ползуна продолжается на величину разницы хода ползуна при наборе прутка и при подаче. Так как пруток остановлен упором, а ползун 24 продолжает перемещаться в крайнее переднее положение на велич ну упомянутой разницы хода, то остановленный вместе с прутком 42 под шипник 16 трубы подачи 14 (. 4) воздействует своим левым торцем на перемещакицийся вместе с ползуном 24 подпружиненный толкатель 21, устано ленный на подпружиненном в сторону подачи рычаге 22, который, поворачиваясь вокруг оси 23 своим плечом, нажимает на плунжер 35, сжимающий пружину 36 контроля наличия прутка, усилие которой меньше силы трения между губками поданлцей цанги и прутком. Сжатие пружины 36 происходит до тех пор, пока буртик плунжера 35 встретится с верхним торцем плунжера 37, подпружиненного предохранительной пружиной 38, усилие которой вместе с усилием пружины 36 значительно больше сил трения между губками цанги 15 подачи и поверхностью прутка 42, и подающая цанга после этого будет проскальзьюать по поверхности прутка, надежно прижимая его к упору материала. Во время сжатия пружин 36 рычагом 22 его плечо опускается (фиг. 4) и освобождает толкатель 39, который под действием пру;|сины 40, усилие которой значительно меньше усилия пружины 36, перемещается вниз и нажимает на конечный выключатель 41, дающий команду на продолжение работы авт.омата, так как пруток еще не закончился. Таким образом, при подаче прутка до упора и после остановки его упором происходит сначала сжатие пружины 36 до встречи плунжера 35 с торцем плунжера 37 и контроль наличия прутка при подаче, а затем проскальзьюаниё цанги по прутку. Это происходит потому, что величина набора прутка устанавливается всегда примерно на 10 мм больше величины подачи, чтобы обеспечить гарантированный прижим прутка к упору. После окончания подачи прутка 42 к упору 43 производится зажим прутка от управлякщего вала через рычаг 10, ползун 7, кольцевой сектор 9, который, воздействуя на вилку 6, перемещает влево муфту 5, трубу 4 зажима и цангу 3, взаимодействующую с конической поверхностью шпинделя 2. Выдвинутый до упора 43 и зажатый в шпинделе 2 пруток 42 подвергается обработке сначала в позиции 1, затем после поворота шпиндельного барабана 1 - в следующей позиции и так, пока попадает в позицию VI, где происходит отрезка готовой детали от прутка. При этом подающая труба 14 с подшипником 16 находится в переднем положении и ее консоль - мини-, мальная, что позволяет избавиться от специальныхЬодцержек трубы подачи. Во время ранее описанной подачи, прутка при повороте шпиндельного барабана из позиции VI в позицию t ползун 24 подачи, перемещаясь впере и неся на себе подпружиненный пружиной 45 крючок 20, встречает в переднем положении пришедшую из позиции V трубу подачи с подшипником 16 и, наезжая своим скосом 47 на наружное кольцо подшипника 16, толкает трубу до встречи правого торца подшипника 16 с ограничительным винтом 19, установленным на диске 17, сжимает пружину 45, поворачивается вокруг оси 44, проходит по поверхности кольца и оказывается за его правым торцем, т.е. захватывает подшипник 16 Струбой 14 подачи и подающей цангой 15 для осуществления набора прутка, который происходит во время рабочего хода управляющего вала, т.е. во время отрезки дета ли в позиции VI. После отрезки дет ли от прутка цикл автомата повторяется, т.е. в начале поворота шпиндельного барабана 1 происходит разжим прутка, во время поворота барабана и после его окончания происходит подача и в конце подвода суппор тов заканчивается зажим. В связи с тем, что подача происходит во время поворота барабана, упор 43 материа ла имеет дугообразн5Ш) форму, центральный угол дуги которого ol. равен углу поворота барабана, на котором происходит подача прутка, а толкатель 21 также имеет дугообразную форму с центральным углом oL, Автомат работает до тех пор, пока не израсходуется пруток. При израсходо вании прутка, если цанга подачи 15 соскочит с пбверхности прутка в самом конце набора и подаст остаток прутка 42 своим торцем (фиг. 7) доупора 43, то последний остановит остаток прутка 42 и трубу 14 подачи с подшипником 16, воздействующим своим левым торцем на толкатель 21, который повернет рычаг 22 пpи дальнейшем перемещении ползуна 24 в край нее переднее положение. Рычаг 22, поворачиваясь вокруг оси 23, своим плечом сжимает пружины 36 и 38 и освобождает толкатель 39, котррьй под действием пружины 40 включает конечный выключатель 41, дающий команду на продолжение цикла автомата, В следующем цикле (фиг. 8) остаток прутка 42 будет таким коротким, что 968 при подаче его торцем цанги он не достает до упора 43 даже тогда, когда ползун 24 приходит в свое крайнее переднее положение. При этом пружины 36 и 38 не сжимаются, не включается конечньй выключатель 41 и станок останавливается. Так осуществляется контроль наличия прутка при подаче во время поворота шпиндельного барабана. Преимуществом контроля наличия прутка при подаче является то, что остаток дорабатывается до минимальной длины т.е. становится таким коротким, что не достает до упора даже при подаче его торцем цанги. Это позволяет экономить прутковый материал по сравнению с тем, если бы контроль производился при наборе прутка. Если набор прутка был установлен намного больше длины подачи, либо забыли переналадить подачу при переходе на изготовление коротких деталей, то при подаче остатка прутка торцем цанги поломки автомата не произойдет, так как остановленная упором 43 труба 14 подачи с подшипником 16 будет воздействовать левым торцем подшипника на толкатель 21, который при дальнейшем пе ремещении ползуна 24 в крайнее переднее положение будет поворачивать вокруг оси 23 рычаг 22 до тех пор, пока толкатель 21 не опустится так, что пройдет мимо наружного кольца подшипника 16 (положение рычага 22 показано штрих-пунктирными линиями на фиг. 4), Если при наборе прутка оказалось, что подающая цанга заклинила на его поверхности из-за его большой кривизны либо изза расклепанного левого конца, то поломки не произойдет, так как крючок 20 при возрастании усилия при наборе выскакивает из-за правого торца подшипника 16 (см. фиг. 5 и 6) благодаря наличию момента, сжимакнце- го пружину 45, так как ось 44 расположена ниже точки захвата подшипника и имеется плечо (фиг. 5), либо плоскость, взаимодействукицая с правым торцем подшипника трубы подачи при наборе вьтолнена под углом к торцу подшипника, дакяцему составляющую силу Р от реакции силы Р при наборе, сжимающую пружину 45 так, что крючок проскакивает мимо подшипника 16 и предохраняются поломки. fpuzj 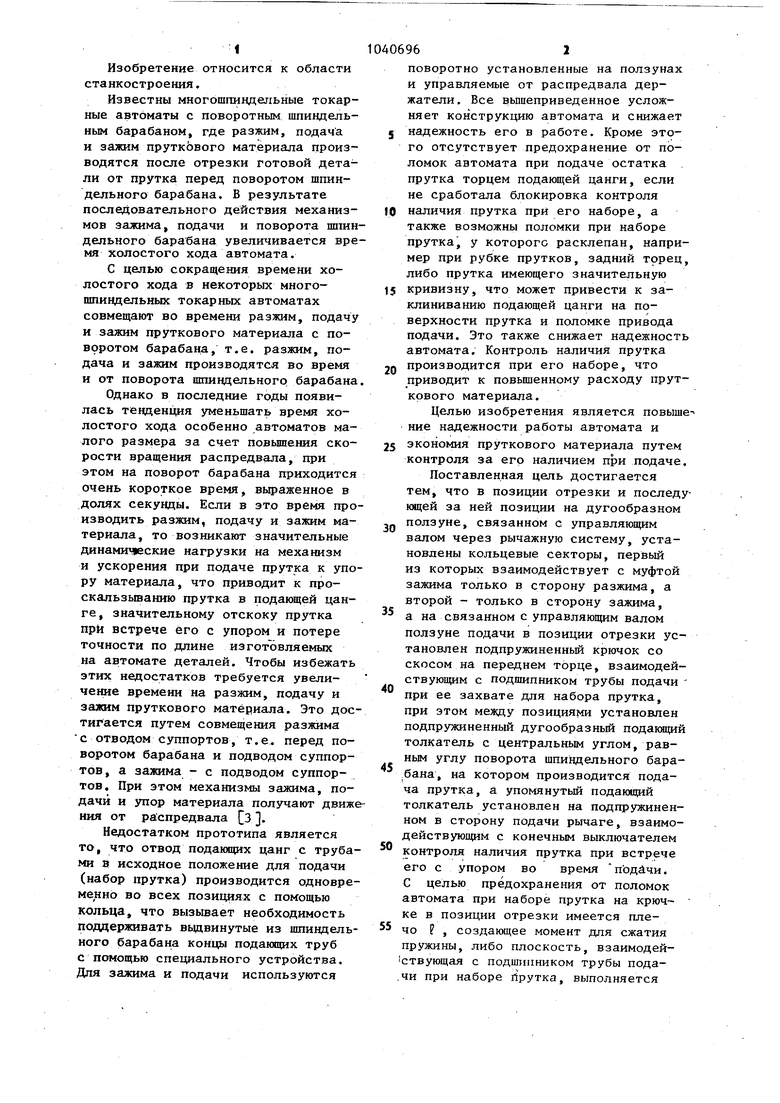
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный токарный автомат | 1974 |
|
SU567554A1 |
| Механизм подачи пруткового материала | 1973 |
|
SU524607A1 |
| Механизм подачи пруткового материала | 1979 |
|
SU1040697A1 |
| Мезанизм подачи пруткового материала | 1974 |
|
SU512003A1 |
| Токарный многошпиндельный станок | 1989 |
|
SU1660850A1 |
| Механизм зажима и подачи прутка токарного многошпиндельного автомата | 1977 |
|
SU657917A1 |
| Механизм зажима и подачи прутка токарного многошпиндельного автомата | 1980 |
|
SU1009617A1 |
| МЕХАНИЗМ ПОДАЧИ ПРУТКА ДЛЯ МНОГОШПИНДЕЛЬНОГО ТОКАРНОГО АВТОМАТА | 1969 |
|
SU256466A1 |
| Токарный многошпиндельный прутковый автомат | 1983 |
|
SU1138250A1 |
| Устройство для автоматической загрузкипРуТКОВ | 1978 |
|
SU841785A1 |
МНОГОШПИВДЕЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ, включающий шпиндельный блок с горизонтально расположенньм шпиндельным барабаном со шпинделями, имеющим возможность поворота на по-зиции обработки пруткового материала, устройство подачи, зажима и контроля наличия прутка во время поворота шпиндельного барабана, вьтолнен- нее в виде двух ползунов - ползуна зажима и ползуна подачи с механизмоь контроля наличия прутка, установленных на направляющих-, закрепленных в шпиндельном блоке и связанных соответственно с одной стороны - с муфтой зажима и трубой подачи, а с другой стороны - через рычажную систему с кулаками управления, отличающийся тем, что, с целью повьш1ения надежности работы автомата и экономии пруткового материала путем контроля за его наличием при подаче, на ползуне зажима неподвижно установлены по меньшей мере два кольцевых сектора, первый из которых предназначен.для взаимодействия с муфтой зажима в сторону разжима, второй - в сторону зажима, при этом на ползуне подачи прутка установлен пЬдпружиненньй крючок со скосом, предназначенный для взаимодействия с трубой подачи при ее захвате для набора прутка, и между позициями отрезки и загрузки установлен подпружиненный подающий толкатель с центральный углом, равным углу поворота шпиндельного барабана, на котором Р производится подача прутка. ;О 05
8
Ф1/г.2
1 54
игЛ
| Чергикало В.И | |||
| и др | |||
| Токарные многоптиндельные автоматы, М., Машиностроение, 1978, с | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Многошпиндельный токарный автомат | 1974 |
|
SU567554A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Механическая флотационная машина | 1957 |
|
SU111822A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
