Изобретение относится к металлургии, а именно к непрерывной разливке заготовок из труднодеформируемых металлов и сплавов.
Прототипом заявляемого изобретения является устройство для непрерывного литья заготовок (1. RU, патент 2079390 B 22 D 11/04. 1997. Бюл. N 14), содержащее сборный кристаллизатор, состоящий из четырех расположенных попарно продольных рабочих стенок, в котором первая пара рабочих стенок выполнена с расширенным под углом α = 7-30o к вертикали верхним и вертикальным нижним участками рабочей поверхности с возможностью совершения в процессе работы вращательного движения, а вторая пара рабочих стенок выполнена с возможностью возвратно-поступательного перемещения.
Недостатком известного устройства для непрерывного литья заготовок является возможность его использования только для получения изделий из пластических металлов и сплавов. Разливка в нем труднодеформируемых металлов и сплавов (свинец-сурьма, олово, алюминий и др.) приводит к растрескиванию и обрыву получаемых заготовок.
Заявляемое устройство направлено на создание высокопроизводительного процесса получения непрерывно литых деформированных заготовок.
Технический результат, получаемый при осуществлении заявляемого устройства, заключается в увеличении выхода годных заготовок, улучшении качества поверхности и внутренней структуры заготовок.
Заявляемое устройство характеризуется следующими существенными признаками.
Ограничительные признаки: сборный кристаллизатор с четырьмя расположенными попарно продольными рабочими стенками; первая пара рабочих стенок выполнена с расширенным под углом α = 7-30o к вертикали верхним и вертикальным нижним участками рабочей поверхности с возможностью совершения в процессе работы вращательного движения; вторая пара рабочих стенок выполнена с возможностью возвратно-поступательного перемещения.
Отличительные признаки: на рабочей поверхности каждой стенки первой пары выполнены углубления; углубления на стенках первой пары в местах примыкания к стенкам второй пары имеют кривизну радиусом R; радиус кривизны углубления R связан с шириной стенки первой пары b отношением R/b=0,1-0,20; на рабочей поверхности стенок второй пары выполнены углубления с глубиной r; углубления в стенках второй пары связаны с толщиной стенки δ соотношением r/δ =0,05-0,2.
Причинно-следственная связь между совокупностью существенных признаков заявляемого устройства и достигаемым техническим результатом заключается в следующем.
Выполнение на рабочей поверхности каждой стенки первой пары углублений, которые в местах примыкания к стенкам второй пары имеют кривизну с радиусом R, обеспечивает формирование корочки по криволинейной поверхности и исключает ее растрескивание при деформации заготовки в угловых зонах, примыкающих к стенкам второй пары.
Уменьшение отношения R/b<0,1, где b - ширина стенки первой пары, увеличивает вероятность возникновения при деформации заготовки в угловых зонах напряжений, превышающих допустимые значения, при которых происходит растрескивание корочки.
Увеличение отношения R/b>0,2 увеличивает толщину образующейся заготовки, что затрудняет получение изделий с качественной внутренней структурой и высокой прочностью (твердостью) по причине недостаточной степени деформации корочки. Кроме того, усложняется технология изготовления стенок первой пары и возрастают требования к равномерности охлаждения заготовки.
Выполнение на рабочей поверхности стенок второй пары углублений глубиной r уменьшает вероятность растрескивания деформируемой заготовки по причине более плавной кривизны рабочих поверхностей стенок, а также возможность получения качественных заготовок различной толщины.
Уменьшение отношения r/ δ ≤0,05, где δ - толщина стенки второй пары, не позволяет в ряде случаев обеспечить плавную кривизну рабочих поверхностей стенок при получении качественной заготовки заданной толщины из труднодеформируемого сплава.
Увеличение отношения r/ δ >0,2 приводит к необходимости увеличения толщины самих стенок второй пары и усложняет технологию их изготовления. Кроме этого, возрастают требования к равномерности охлаждения заготовки.
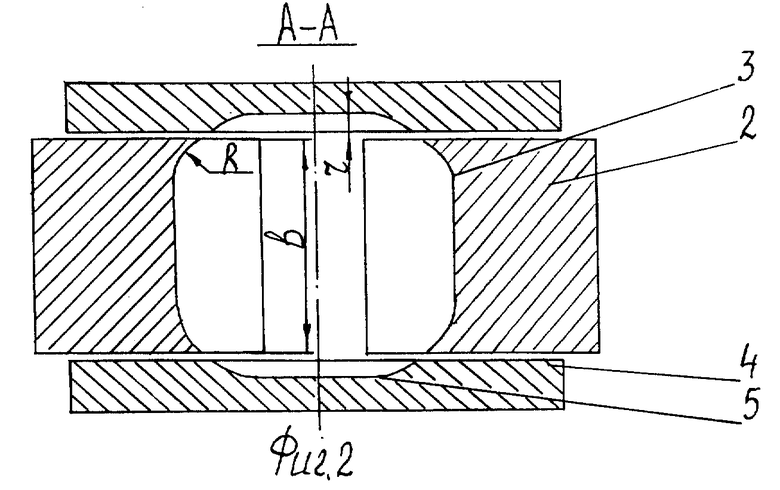
На фиг. 1 приведен внешний вид заявляемого устройства, а на фиг. 2 - сечение А-А фиг. 1.
Заявляемое устройство на фиг. 1 и 2 состоит из сборного кристаллизатора 1 с первой парой рабочих стенок 2, выполненных с расширенными под углом к вертикали верхним и вертикальным нижним участками рабочей поверхности с углублениями 3, второй пары рабочих стенок 4 с углублениями 5.
Работа устройства осуществляется следующим образом.
Перед началом разливки расплава нижняя часть кристаллизатора перекрывается специальным приспособлением-затравкой, предотвращающей выливание расплава. После этого жидкий металл поступает в кристаллизатор 1, где происходит его затвердевание. Формирование корочки заготовки осуществляется на рабочих поверхностях стенок 2 с углублениями 3 первой пары и поверхностях стенок 4 с углублениями 5 второй пары. В процессе работы кристаллизатора 1 первая пара рабочих стенок 2 совершает вращательное движение с обжатием корочки, а вторая пара рабочих стенок 4 - возвратно-поступательное перемещение с выталкиванием заготовки. Наличие углублений 3 и 5 обеспечивает равномерную деформацию корочки по периметру заготовки и исключает ее растрескивание.
Использование: изобретение относится к области непрерывной разливки металла и направлено на создание высокопроизводительного процесса получения непрерывно литых деформированных заготовок. Сущность: устройство для получения деформированных заготовок содержит сборный кристаллизатор, состоящий из четырех расположенных попарно продольных рабочих стенок. Первая пара стенок выполнена с расширенным под углом к вертикали верхним и вертикальным нижним участками рабочей поверхности с возможностью совершения в процессе работы вращательного движения, а вторая пара стенок выполнена с возможностью возвратно-поступательного перемещения. На рабочих поверхностях стенок первой и второй пар выполнены углубления, при этом в стенках первой пары углубления имеют кривизну радиусом R, связанную с шириной стенки b отношением R/b = 0,1-0,2, а в стенках второй пары глубина r углублений связана с толщиной стенки δ отношением r/δ = 0,05-0,2. 1 з.п.ф-лы, 2 ил.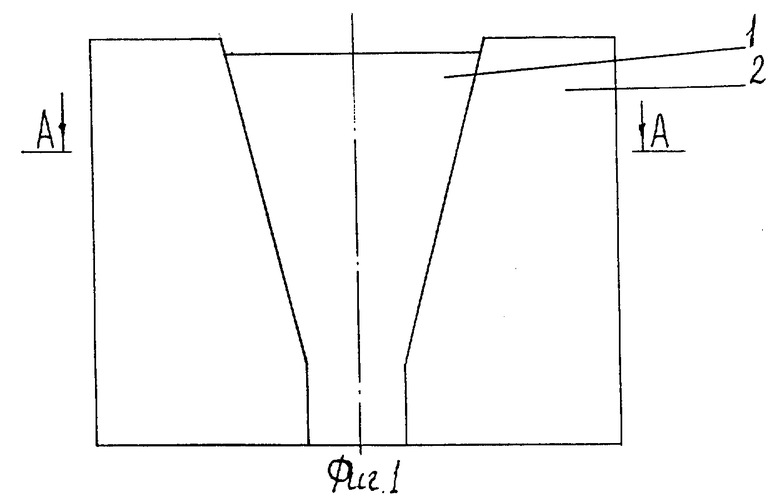
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1994 |
|
RU2079390C1 |
| Установка для получения трубных заготовок | 1974 |
|
SU511995A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОИЗВОДСТВОМ ДРЕВЕСНОЙ МАССЫ В РАФИНЕРЕ ЩЕПЫ | 2010 |
|
RU2519891C2 |
