Изобретение относится к технологическому оборудованию для обработки металлов давлением, в частности к устройствам для изготовления гвоздей.
Цель изобретения - повышение производительности и расширение технологических возможностей.
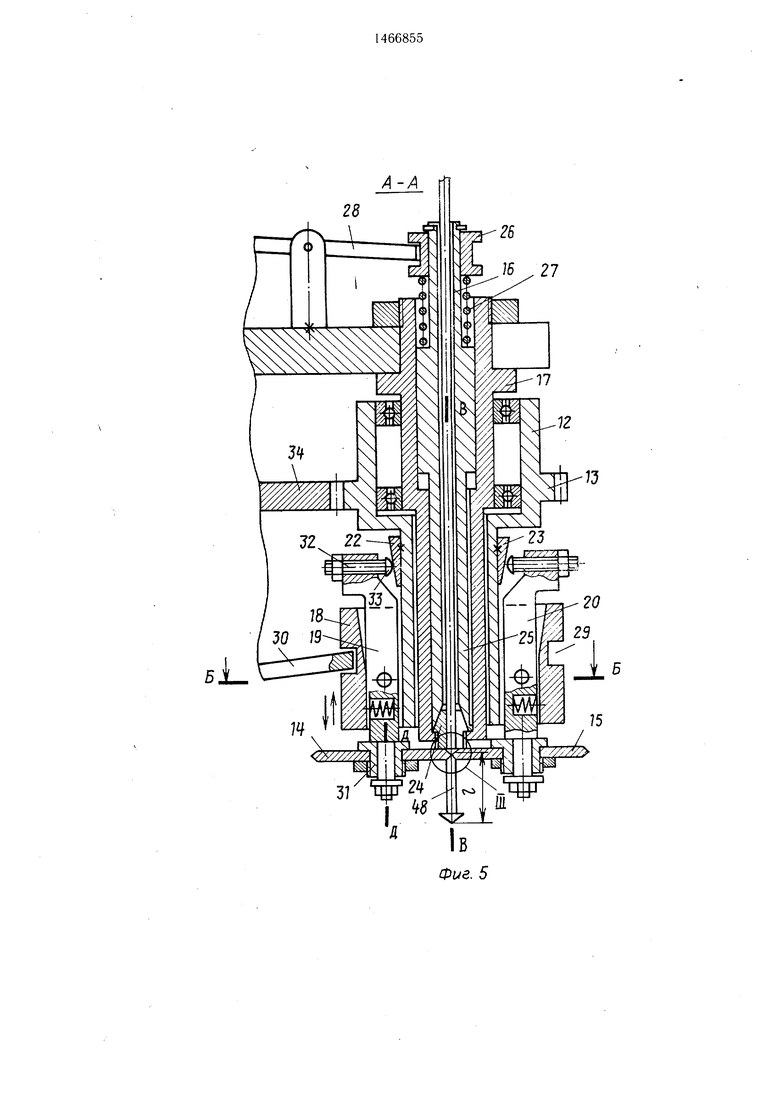
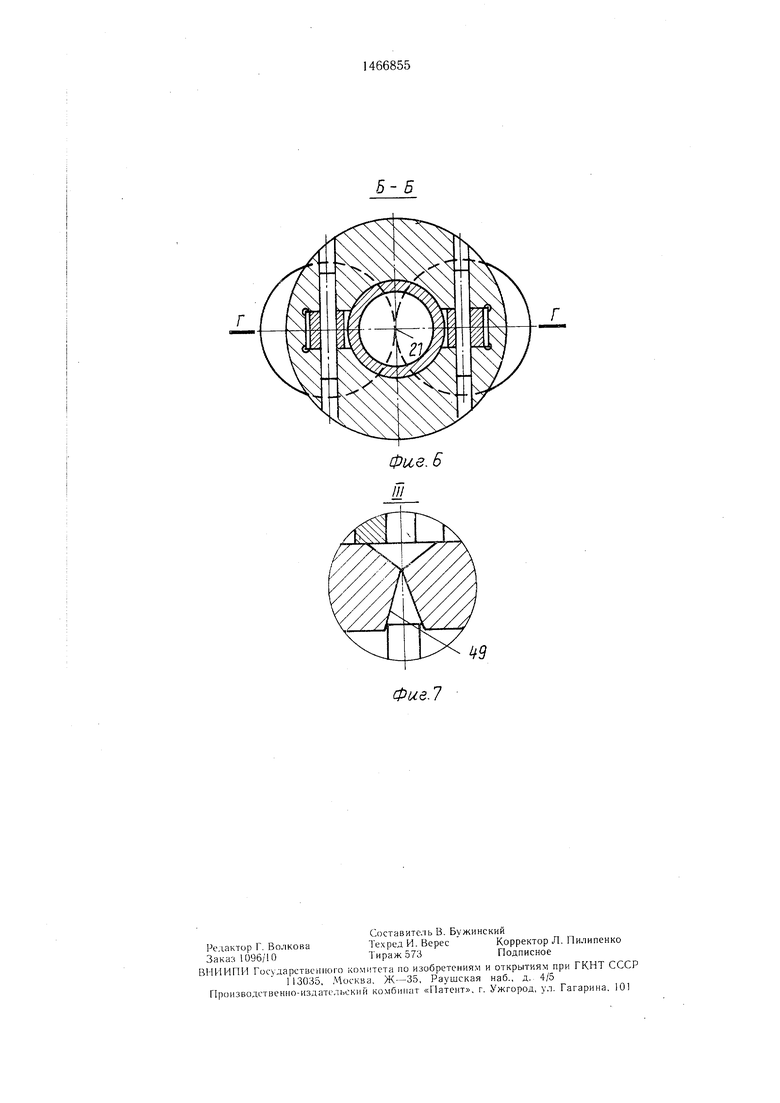
На фиг. 1 изображена схема предложенного устройства; на фиг. 2 - то же, вид сверху; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - узел И на фиг. 1; на фиг. 5 - разрез на фиг. 2; на фиг. 6 - разрез Б-Б на фиг. 5; на фиг. 7 - узел III на фиг. 5.
Устройство для изготовления гвоздей выполнено в виде ротационной машины, содержащей станину с верхней плитой 1 и тумбой 2, привод 3 с центральным валом 4, на котором закреплены цилиндрические кулачки 5--7 и смонтирована планетарная передача 8.
На каждой позиции мащины в пазах 9 стационарного дискового блокодержателя 10 установлены инструментальные блоки И.
Каждый инструментальный блок (фиг. 5 i включает шпиндель 12 с шестерней 13, формообразующие ролики 14 и 15 и механизм 16 зажима проволоки, установленный в корпусе 17. Кроме того, инструментальный блок снабжен приводным узлом 18 продольной подачи роликов, размещенном на шпинделе 12 и обеспечивающим возможность возвратно-поступательного движения роликов вдоль оси В - В шпинделя, и парой приводных механизмов 19 и 20 поперечной подачи, размещенных на механизме 18 продольной подачи для обеспечения возможности возвратно-поступательного перемещения роликов 14 и 15 в плоскости Г-Г, проходящей через ось 21 вращения шпинделя 12, причем приводы 22 и 23 поперечной подачи роликов закреплены на щпинделе 12.
Механизм 16 зажима проволоки содержит кулачки 24, конусную втулку 25, хвостовик 26, пружину 27 и рычаг 28, вз аимодействующий с хвостовиком 26 и кулачком 6 центрального вала.
i(
О5 05 00
сд
ел
Узел 18 продольной подачи выполнен в виде втулки с кольцевой наружной проточкой 29 и рычагом 30, взаимодействующим с проточкой 29 и кулачком 5 центрального
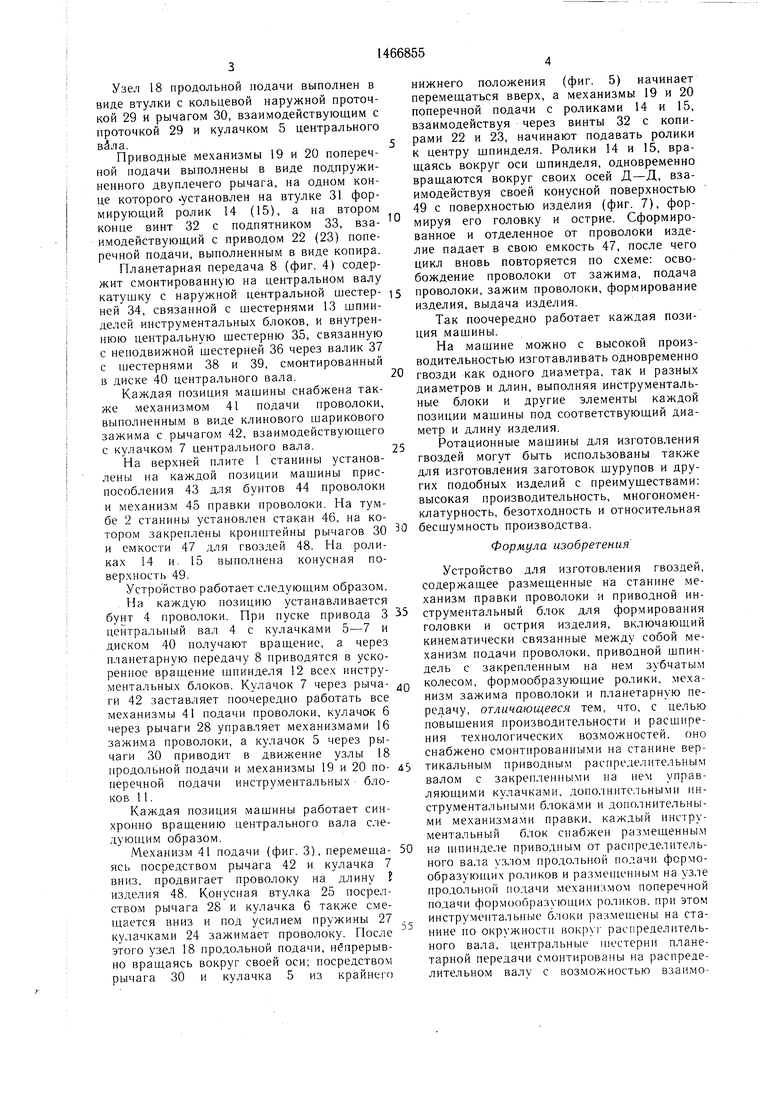
приводные механизмы 19 и 20 поперечной подачи выполнены в виде подпружиненного двуплечего рычага, на одном конце которого .установлен на втулке 31 формирующий ролик 14 (15), а на втором конце винт 32 с подпятником 33, взаимодействующий с приводом 22 (23) поперечной подачи, выполненным в виде копира. Планетарная передача 8 (фиг. 4) содержит смонтированную на центральном валу катушку с наружной центральной тестер- i ней 34, связанной с шестернями 13 шпинделей инструментальных блоков, и внутреннюю центральную шестерню 35, связанную с неподвижной шестерней 36 через валик 37 с шестернями 38 и 39, смонтированный в диске 40 центрального вала.
Каждая позиция машины снабжена также механизмом 41 подачи проволоки, выполненным в виде клинового шарикового зажима с рычагом 42, взаимодействующего с кулачком 7 центрального вала.
Па верхней плите I станины установлены на каждой позиции машины приспособления 43 для бунтов 44 проволоки и механизм 45 правки проволоки. На тумбе 2 станины установлен стакан 46, на котором закреплены кронштейны рычагов 30 и емкости 47 для гвоздей 48. Па роликах 14 и, 15 выполнена конусная поверхность 49.
Устройство работает следующим образом. , Па каждую позицию устанавливается бунт 4 проволоки. При пуске привода 3 центральный вал 4 с кулачками 5-7 и диском 40 получают вращение, а через планетарную передачу 8 приводятся в ускоренное вращение шпинделя 12 всех инструментальных блоков. Кулачок 7 через рыча- ги 42 заставляет поочередно работать все механизмы 41 подачи проволоки, кулачок 6 через рычаги 28 управляет механизмами 16 зажима проволоки, а кулачок 5 через рычаги 30 приводит в движение узлы 18 продольной подачи и механизмы 19 и 20 по- перечной подачи инструментальных блоков 11.
Каждая позиция машины работает синхронно вращению центрального вала следующим образом.
Механизм 41 подачи (фиг. 3), перемеща- ясь посредством рычага 42 и кулачка 7 вниз, продвигает проволоку на длину I изделия 48. Конусная втулка 25 посрел- ством рычага 28 и кулачка 6 также смещается вниз и под усилием пружины 27 кулачками 24 зажимает проволоку. После этого узел 18 продольной подачи, непрерывно вращаясь вокруг своей оси; посредством рычага 30 и кулачка 5 из крайнего
нижнего положения (фиг. 5) начинает перемещаться вверх, а механизмы 19 и 20 поперечной подачи с роликами 14 и 15, взаимодействуя через винты 32 с копирами 22 и 23, начинают подавать ролики к центру шпинделя. Ролики 14 и 15, вращаясь вокруг оси шпинделя, одновременно вращаются вокруг своих осей Д-Д, взаимодействуя своей конусной поверхностью 49 с поверхностью изделия (фиг. 7), формируя его головку и острие. Сформированное и отделенное от проволоки изделие падает в свою емкость 47, после чего цикл вновь повторяется по схеме: освобождение проволоки от зажима, подача проволоки, зажим проволоки, формирование изделия, выдача изделия.
Так поочередно работает каждая позиция машины.
Па машине можно с высокой производительностью изготавливать одновременно гвозди как одного диаметра, так и разных диаметров и длин, выполняя инструменталь ные блоки и другие элементы каждой позиции машины под соответствующий диаметр и длину изделия.
Ротационные машины для изготовления гвоздей могут быть использованы также для изготовления заготовок щурупов и других подобных изделий с преимуществами: высокая производительность, многономен- клатурность, безотходность и относительная бесшумность производства.
Формула изобретения
Устройство для изготовления гвоздей, содержащее размещенные на станине механизм правки проволоки и приводной инструментальный блок для формирования головки и острия изделия, включающий кинематически связанные между собой механизм подачи проволоки, приводной шпиндель с закрепленным на нем зубчатым колесом, формообразующие ролики, .механизм зажима проволоки и планетарную передачу, отличающееся тем, что, с целью повышения производительности и расширения технологических возможностей, оно снабжено смонтированными на станине вертикальным приводным распределительным валом с закрепленными на нем управляющими кулачками, дополнительными ин- струменталь ными блоками и дополнительными механизмами правки, каждый инструментальный блок снабжен размещенным на шпинделе приводным от распределительного вала узлом продольной полачи формообразующих роликов и размеп1енным на узле продольной подачи механизмом поперечной подачи формообразующих роликов, при этом инструментальные блоки размещены на станине по окружности вокруг распределительного вала, центральные шестерни планетарной передачи смонтированы на распределительном валу с возможностью взаимодействия посредством шестерен-сателлитов с зубчатыми колесами шпинделей инструментальных блоков, а механизм зажима проволоки выполнен в виде размешенных в корпусе каждого инструментального блока зажимных кулачков с конической поверхностью и подпружиненной втулки с коническим углублением на конце, размешенным с возможностью взаимодействия с зажимными кулачками.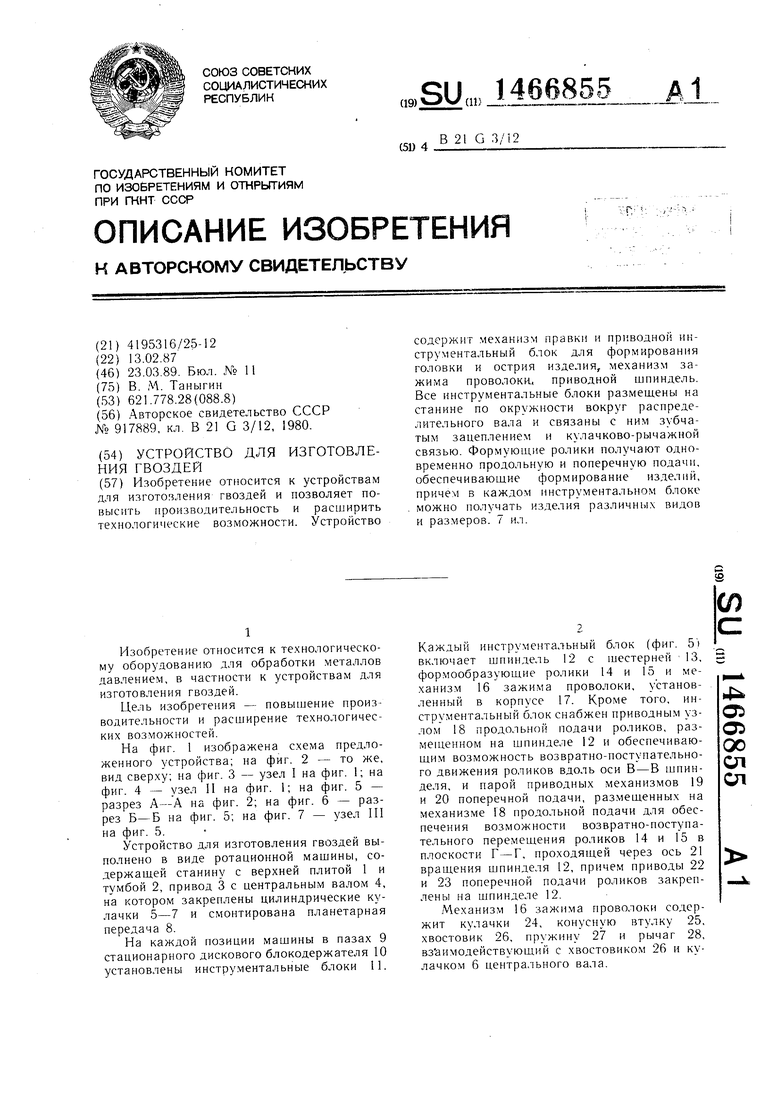
| название | год | авторы | номер документа |
|---|---|---|---|
| Гвоздильный автомат | 1980 |
|
SU917889A1 |
| Автомат для изготовления изделий из проволоки типа шплинтов | 1982 |
|
SU1093380A1 |
| Устройство для разделения проката | 1987 |
|
SU1442337A1 |
| Технологический ротор | 1985 |
|
SU1291267A1 |
| УНИВЕРСАЛЬНО-ГИБОЧНЫЙ АВТОМАТ | 1991 |
|
RU2030945C1 |
| Автомат для изготовления гвоздей | 1979 |
|
SU1039625A1 |
| Многопозиционное роторно-конвейерное устройство для изготовления стержневых изделий типа гвоздей | 1988 |
|
SU1639852A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ ЗАДНИХ ПОВЕРХНОСТЕЙ РЕЖУЩЕГО ИНСТРУМЕНТА | 1966 |
|
SU214319A1 |
| Автомат для изготовления из проволоки деталей типа штырей | 1981 |
|
SU1042860A1 |
| Автомат для изготовления гвоздей | 1980 |
|
SU961831A1 |
Изобретение относится для изготовления гвоздей и высить производительность технологические возможное ИЗГОТОВЛЕк устройствам позволяет по- и расширить и. Устройство содержит ме.ханизм правки и пр1 водной инструментальный блок для формирования головки и острия изделия, механизм зажима проволока, приводной шпиндель. Все инструментальные блоки размещены на станине по окружности вокруг распределительного вала и связаны с ним 3y64aj тым зацеплением и кулачково-рычажной связью. Формующие ролики получают одновременно продольную и поперечную подачи, обеспечивающие формирование изделий, причем в каждом инструментальном блоке можно получать изделия различных видов и размеров. 7 ил.
J/Я
.
РУ 7/9 (////77Z
I I L Т , -
J
5
Фиг.1
55
Л ..JJyVI
7/////////.
I
фиг.З
J J7
Ж
/13
.4
А-А
26
73
0ite. 5
Фив. 6
Фие.7
| Гвоздильный автомат | 1980 |
|
SU917889A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
