Изобретение относится к прокатному производству и может быть использовано на станах для холодной прокатки листовой стали.
Известен способ эксплуатации прокатного валка, включающий его очистку с помощью струй воды высокого давления, подаваемых под углом 3-10o к нормали поверхности валка. Очистку валка осуществляют в паузах между прокаткой полос [Патент США N 5460023, МПК В 21 В 28/02, 1995 г.].
Недостаток известного способа состоит в том, что при такой технологии эксплуатации происходит накопление усталостных явлений в рабочем слое бочки и подшипниковых опорах. В результате происходит преждевременное разрушение бочки и подшипниковых опор.
Известен также способ эксплуатации прокатного валка, включающий его работу в клети, вывалку, выдержку и перешлифовку, причем после вывалки валок выдерживают при температуре 50-70oC, перешлифовывают, а затем подвергают обкатке в клети с радиальной нагрузкой 50-80 кгс/мм2 в течение 104-105 циклов нагружения [Авторское свидетельство СССР N 1251990, МПК В 21 В 28/02, 1986].
При таком способе эксплуатации имеет место накопление усталостных явлений в бочке валка и, в особенности, в его подшипниковых опорах. Это приводит к повышенному расходу валков и подшипниковых опор.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является способ эксплуатации прокатного валка, включающий шлифование его бочки с помощью абразивного круга, работу в клети и разборку. Указанная последовательность операций многократно повторяется до полной выработки активного слоя бочки или до повреждения шейки валка вследствие разрушения его подшипниковой опоры [Л. И.Боровик, А.И. Добронравов Технология подготовки к эксплуатации валков тонколистовых станов. М., Металлургия, 1984 г., с. 10-11, 24-25, 50-51, 66-67 - прототип].
Недостаток известного способа состоит в низкой стойкости валка и подшипниковых опор из-за интенсивного накопления усталостных явлений в его бочке и подшипниковых опорах, приводящих к их преждевременному разрушению.
Техническая задача, решаемая предлагаемым изобретением, состоит в повышении стойкости прокатного валка и подшипниковых опор.
Указанная техническая задача решается тем, что в известном способе эксплуатации прокатного валка, включающем многократно повторяющуюся последовательность операций: шлифование бочки, сборку с подушками на подшипниковых опорах, работу в клети и разборку, согласно предложению, после работы в клети валок с подушками обрабатывают струями воды с температурой 65-95oC под давлением 25-45 ати в течение 2-7 мин, при этом валок с подушкой перемещают возвратно-поступательно со скоростью 1,2-1,8 м/мин в зоне действия струи воды.
Сущность изобретения состоит в следующем. При работе валка в клети в его бочке и подшипниковых опорах происходит непрерывное накопление усталостных явлений, приводящих к разрушению бочки и поломкам подшипников. Кроме того, валок и подшипниковые опоры загрязняются технологической смазкой, частицами металла, остатками травильного раствора с полосы. Загрязнение также способствует повышению расхода валков и преждевременному выходу из строя подшипниковых опор.
Обработка вываленного из клети валка с подушками струями воды с температурой 65-95oC под давлением 25-45 ати в течение 2-7 мин с возвратно-поступательным перемещением валка с подушками со скоростью 1,2-1,8 м/мин в зоне действия струй воды способствует быстрому и равномерному нагреву валка, подушек, подшипниковых опор и протеканию процесса низкотемпературного отдыха наклепанного слоя бочки, тел качения и обойм подшипниковых опор. В результате происходит залечивание усталостных микротрещин и полное восстановление работоспособности валка и подшипниковых опор. Одновременно с этим струи горячей воды производят очистку валка и подушек, удаляя остатки технологической смазки, продукты износа, остатки травильного раствора. Это также способствует повышению стойкости валка и подшипниковых опор.
Экспериментально установлено, что если температура воды будет менее 65oC или давление струи меньше 25 ати, то залечивания усталостных микротрещин в бочке валка и подшипниковых опорах не происходит. Увеличение температуры выше 95oC или давления более 45 ати не приводит к дальнейшему повышению стойкости валка и подшипниковых опор, а лишь увеличивает энергозатраты.
Сокращение времени обработки валка с подушками менее 2 мин не обеспечивает прогрева его активного слоя бочки и тел качения подшипников, что сокращает срок их службы. Кроме того, за время менее 2 мин не удается удалить загрязнения с валка и подушек. Увеличение времени обработки более 7 мин приводит к нерациональному расходу энергии и поэтому нецелесообразно.
При скорости возвратно-поступательного перемещения валка с подушками в зоне действия струй воды менее 1,2 м/мин разогрев бочки и подшипниковых опор неравномерен, что снижает их стойкость. Увеличение этой скорости более 1,8 м/мин приводит к неполному удалению загрязнений с валка и подушек.
Примеры реализации способа.
Рабочий валок стана кварто 2030 устанавливают на вальцешлифовальный станок и производят шлифование бочки вращающимся абразивным кругом. Затем рабочий валок снимают со шлифовального станка и на специальном стенде на его шейках монтируют подушки с подшипниковыми опорами. В сборе с подушками рабочий валок заваливают в 4-ю клеть пятиклетевого стана 2030 и осуществляют холодную прокатку стальных полос сечением 0,7-1700 мм с подачей к валкам и полосе смазочно-охлаждающей жидкости, представляющей из себя эмульсию минерального масла в воде.
После прокатки 700 т металла рабочий валок с подушками вываливают из клети и помещают на тележке с приводом для перемещения в герметичную камеру, оснащенную 48 соплами для подачи горячей воды.
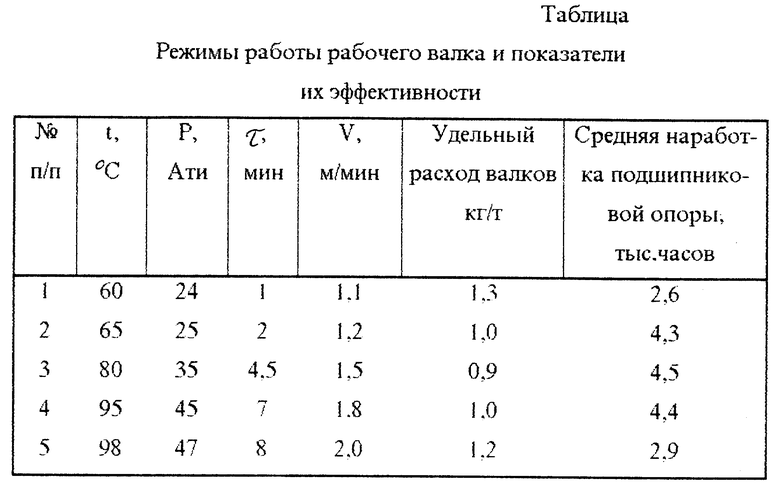
Включают привод тележки для ее возвратно-поступательного движения со скоростью V = 1,5 м/мин внутри камеры. Одновременно с этим к соплам подают воду с температурой t - 80oC под давлением P = 35 ати и осуществляют обработку струями горячей воды под давлением рабочего валка и подушек. За счет возвратно-поступательного перемещения рабочего валка с подушками в зоне действия струй происходит равномерный нагрев бочки и подшипниковых узлов, а также полное удаление загрязнений. После τ = 4,5 мин обработки струями горячей воды процесс прекращают, рабочий валок извлекают из камеры, производят разборки подушек, а валок вновь устанавливают на вальцешлифовальном станке, замыкая цикл эксплуатации. Указанные циклы повторяют до полной выработки активного слоя бочки. Благодаря обработке рабочего валка с подушками после прокатки струями воды с регламентированными параметрами стойкость рабочего валка и подшипниковых узлов возрастает.
Варианты реализации предложенного способа и показатели их эффективности представлены в таблице.
Из таблицы следует, что при реализации предложенного способа /варианты 2-4/ достигается повышение стойкости валков и подшипниковых опор. При запредельных значениях заявленных параметров /варианты 1 и 5/ стойкость валков и подшипниковых опор снижается. В случаях, когда обработка рабочего валка с подушками струями горячей воды не производится, как в способе-прототипе, удельный расход валков /отношение массы израсходованных валков к массе произведенного проката/ возрастает до 1,5 кг/т, а средняя выработка подшипниковой опоры снижается до 2,4 тыс.ч.
Технико-экономическая эффективность предложенного способа заключается в том, что обработка валка с подушками после вывалки из клети струями воды с температурой 65-95oC под давлением 25-45 ати в течение 2-7 мин при перемещении валка с подушками возвратно-поступательно в зоне действия струй со скоростью 1,2-1,8 м/мин в каждом цикле эксплуатации обеспечивает отдых рабочего слоя бочки и подшипниковых опор, а также их очистку от загрязнений перед разборкой. За счет этого обеспечивается повышение стойкости валка и подшипниковых опор.
За базовый объект принят способ-прототип. Применение предложенного способа повысит рентабельность производства холоднокатаных полос на 4-5%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ПОДУШЕК РАБОЧЕГО ВАЛКА КЛЕТИ КВАРТО | 1998 |
|
RU2137561C1 |
| СПОСОБ ПОДГОТОВКИ ВАЛКОВ ЛИСТОПРОКАТНЫХ СТАНОВ | 2000 |
|
RU2188087C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО ВАЛКА | 2001 |
|
RU2197346C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО ВАЛКА | 2001 |
|
RU2197347C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 2001 |
|
RU2203152C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИСТОПРОКАТНОГО ВАЛКА | 1998 |
|
RU2123400C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА | 1998 |
|
RU2131312C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАЛКОВ | 2002 |
|
RU2232063C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНЫХ ВАЛКОВ | 1999 |
|
RU2147946C1 |
| ВАЛКОВЫЙ УЗЕЛ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1997 |
|
RU2115493C1 |
Изобретение относится к прокатному производству и может быть использовано на станах холодной прокатки листовой стали. Способ включает многократно повторяемую последовательность операций: шлифование бочки, сборку с подушками на подшипниковых опорах, работу в клети и разборку. Технический результат изобретения состоит в повышении стойкости прокатного валка и подшипниковых опор. Для этого после работы в клети валок с подушками обрабатывают струями воды с температурой 65 - 95°С под давлением 25 - 45 ати в течение 2 - 7 мин, при этом валок с подушками перемещают возвратно-поступательно со скоростью 1,2 - 1,8 м/мин в зоне действия струй воды. 1 табл.
Способ эксплуатации прокатного валка, включающий многократно повторяемую последовательность операций: шлифование бочки, сборку с подушками на подшипниковых опорах, работу в клети и разборку, отличающийся тем, что после работы в клети валок с подушками обрабатывают струями воды с температурой 65 - 95oC под давлением 25 - 45 ати в течение 2 - 7 мин, при этом валок с подушками перемещают возвратно-поступательно со скоростью 1,2 - 1,8 м/мин в зоне действия струй воды.
| БОРОВИК Л.И | |||
| и др | |||
| Технология подготовки к эксплуатации валков тонколистовых станов | |||
| - М.: Металлургия, 1984, с | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Способ подготовки рабочих валков для холодной прокатки | 1984 |
|
SU1251990A1 |
| Способ подготовки рабочих валков к эксплуатации | 1986 |
|
SU1378966A1 |
| Способ регулирования усталостной прочности прокатных валков | 1988 |
|
SU1525218A1 |
| Способ повышения стойкости стальных валков для станов холодной прокатки | 1961 |
|
SU141879A1 |
| Способ обработки валков | 1971 |
|
SU470544A1 |
| US 5460023 A, 24.10.1995 | |||
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО ВАЛКА | 1992 |
|
RU2015757C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО ВАЛКА | 1997 |
|
RU2104811C1 |
| УСТРОЙСТВО ДЛЯ ОТОБРАЖЕНИЯ НА ЧАСАХ ДАТЫ ЗНАКАМИ БОЛЬШОГО РАЗМЕРА | 2015 |
|
RU2619734C2 |

