Изобретение относится к способу ремонта при высоких температурах промышленного оборудования, включающего конструкцию, изготовленную из огнеупорных материалов, в особенности оборудования, которое эксплуатируется в условиях косвенного нагрева с помощью дымоходов.
Поскольку в промышленном оборудовании, как определено выше, конструкции изготовлены из огнеупорных материалов, которые в основном представляют собой содержащие кремний либо кремнезем вещества, они всегда должны иметь температуру выше 300oC для того, чтобы предотвратить уменьшение их прочности за счет полиморфной трансформации, поэтому в качестве способов их ремонта в течение длительного времени предлагалось проводить ремонты при высоких температурах. Эти способы также могут быть использованы для частичного строительства такого оборудования, в частности для модификации существующих конструкций путем добавления, например, стенки или трубы для выпуска отработанных газов.
Поэтому были разработаны блоки, изготовленные из стекловидного кремнезема, которые характеризуются очень низким коэффициентом расширения, которые обычно использовались для того, чтобы производить такие ремонты при высокой температуре. Однако было установлено, что в результате подобных ремонтов не обеспечивалась газонепроницаемость, особенно в случае батарей коксовых печей.
Во французской заявке FR 2541440-A1 (Главербель) опубл. 24.08.84, кл. F 27 D 1/16, описан способ ремонта при высоких температурах промышленного оборудования, в соответствии с которым используют по крайней мере один элемент заводского изготовления из огнеупорных материалов, который прикрепляют к указанной конструкции посредством потока газа, содержащего кислород и распыляющего смесь частиц огнеупора и частиц, которые могут вступать в экзотермическую реакцию с кислородом, которые выбирают из группы, образованной, с одной стороны, Si или следующими металлами: Al, Mg, Ca, Fe, Cr, Zr, Sr, Ba, Ti и, с другой стороны, образованной соединениями этих металлов, которые способны при разложении образовывать вместе с оксидами этих металлов смешанные оксиды с созданием фазы, связывающей указанные выше частицы огнеупора с огнеупорным материалом для образования на данном месте связующей огнеупорной массы, прикрепляющей элемент заводского изготовления к конструкции, изготовленной из огнеупорных материалов и по крайней мере из одного из оксидов, выбранных из группы SiO2, Al2O3, ZrO2, MgO, Cr2O3, TiO2, CaO.
Общеизвестно, что несмотря на то, что в кирпичах из стекловидного кремнезема во время их нагрева до высокой температуры начинается медленный процесс кристаллизации (в кристобалит и тридимит), они, тем не менее, продолжают реагировать на деформацию ползучести, которая возникает в них при высокотемпературной нагрузке. Этот эффект наблюдается в коксовых печах, когда в результате подобных ремонтов вблизи дымоходов обнаруживается хорошо известная осадка после их эксплуатации в течение некоторого времени.
Задачей настоящего изобретения является преодоление указанных выше недостатков, повышение надежности этого вида ремонта и его относительно простое и экономически целесообразное выполнение.
Поставленная задача решается тем, что в известном способе ремонта при высоких температурах промышленного оборудования, включающего конструкцию, изготовленную из огнеупорных материалов, содержащих кремний, в особенности оборудования, которое эксплуатируется в условиях косвенного нагрева с помощью дымоходов, например, батареи коксовых печей, в соответствии с которым используют по крайней мере один элемент заводского изготовления из огнеупорных материалов, который прикрепляют к указанной конструкции посредством потока газа, содержащего кислород и распыляющего смесь частиц огнеупора и частиц, которые могут вступать в экзотермическую реакцию с кислородом, которые выбирают из группы, образованной, с одной стороны, элементами: Si, Al, Mg, Ca, Fe, Cr, Zr, Sr, Ba, Ti и, с другой стороны, образованной соединениями этих элементов, которые способны при разложении образовывать вместе с оксидами этих элементов смешанные оксиды с созданием фазы, связывающей указанные выше частицы огнеупора с огнеупорным материалом для образования на данном месте связующей огнеупорной массы, прикрепляющей элемент заводского изготовления к конструкции, изготовленной из огнеупорных материалов и по крайней мере из одного из оксидов, выбранных из группы SiO2, Al2O3, ZrO2 MgO, Cr2O3, TiO2, CaO, в котором используют элемент заводского изготовления, изготовленный из материала, представляющего собой огнеупор муллитной кристаллизации с содержанием оксида алюминия 30-85%, предпочтительно 50-80% оксида алюминия, а смесь частиц, которые вступают в экзотермическую реакцию с кислородом и частицами огнеупорного материала, выбирают с составом, который дает возможность образовать на заданном месте огнеупорную массу, которая совместима по составу и коэффициенту термического расширения с указанным элементом заводского изготовления и конструкцией из огнеупорных материалов, к которой прикрепляют указанную массу с учетом напряжений, которые возникают в последней в условиях эксплуатации.
В предпочтительном варианте упомянутый выше элемент заводского изготовления прикрепляют к конструкции, изготовленной из огнеупорных материалов на основе кремния путем распыления смеси, образованной частицами кремния, способными вступать в экзотермическую реакцию с кислородом, и частицами огнеупора, содержащих кремнезем и по крайней мере одно из упомянутых выше соединений, которое имеет возможность при разложении образовывать смешанные оксиды с кремнеземом таким образом, что они образуют упомянутую выше связывающую фазу.
При этом в качестве соединений упомянутых выше элементов используют по крайней мере одну перекись из группы, включающей CaO2, MgO2, BaO2 SrO2 и/или соли этих элементов, такие как AlCl3, SiCl4, MgCl2.
Желательно использовать смесь из окисляемых и огнеупорных частиц для образования связующей массы, изготовленной из огнеупора, содержащего кремний, по существу, аналогичного содержащему кремний огнеупору вышеупомянутой конструкции.
В предпочтительном варианте используют смесь из окисляемых и огнеупорных частиц, которые в результате распыления с использованием несущего газового потока образуют связующую огнеупорную массу, которая характеризуется тем, что разность между ее общим относительным расширением при 1200oC и относительным расширением элемента заводского изготовления составляет менее 0,5% и, в частности, при ремонтах и реконструкциях, занимающих по крайней мере 2 метра, она менее 0,3%.
В том случае, если ремонтируемое оборудование включает камеры термической обработки, нагреваемые с помощью дымоходов, то указанный выше элемент заводского изготовления располагают на стенке последнего, и указанную выше связующую огнеупорную массу, прикрепляют к стенке камеры термической обработки.
При этом огнеупорную массу прикрепляют таким образом, что, с одной стороны, она образует соединительный и уплотнительный шов между элементом заводского изготовления и указанной выше конструкцией, а с другой стороны, образует облицовку, покрывающую указанный элемент заводского изготовления со стороны камеры термической обработки.
Далее при этом используют элемент заводского изготовления, устанавливаемый на стенке камеры термической обработки, с устройством для создания механической связи между указанным элементом и огнеупорной массой.
Желательно использовать устройства для создания механической связи, имеющие по крайней мере одну выемку, которая щелевидной формы.
В случае использования нескольких наложенных один на другой элементов заводского изготовления при осуществлении способа последние применяют с соединительными устройствами на поверхностях их контакта.
Предпочтительно посредством указанного выше элемента заводского изготовления и облицовки, изготовленной из указанной выше огнеупорной массы, образовывать стенку или часть стенки, в которой не более половины толщины занимает элемент заводского изготовления, а остальную часть этой толщины составляет указанная облицовка, покрывающая указанный элемент со стороны камеры термической обработки.
Особенности изобретения станут понятными из приведенного ниже описания при помощи примеров, не ограничивающих рамки изобретения, со ссылками на прилагаемые чертежи нескольких конкретных воплощений способа в соответствии с изобретением и элемента заводского изготовления, который дает возможность использовать этот способ.
Фиг. 1 - поперечное сечение по линии 1-1 фиг. 2 элемента заводского изготовления в соответствии с предпочтительным воплощением по изобретению.
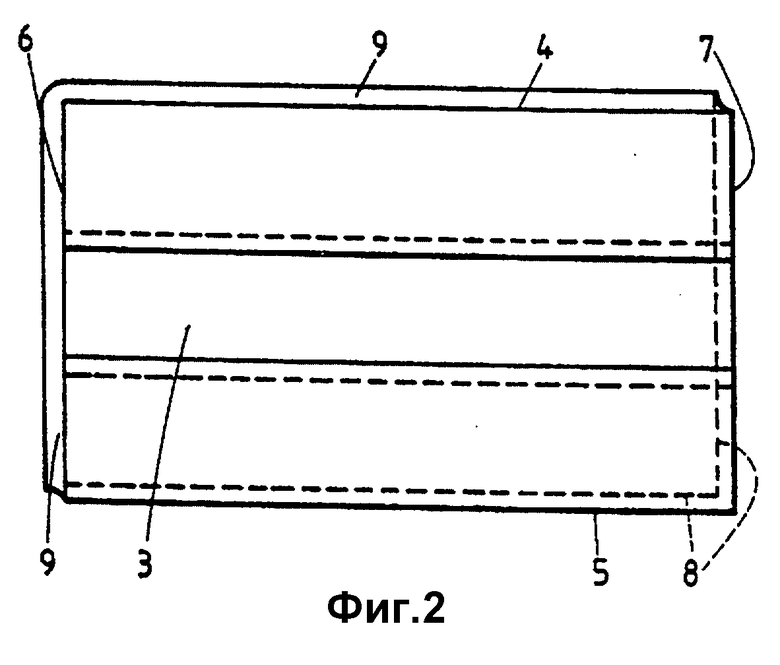
Фиг. 2 - вид спереди элемента заводского изготовления в соответствии с предпочтительным воплощением.
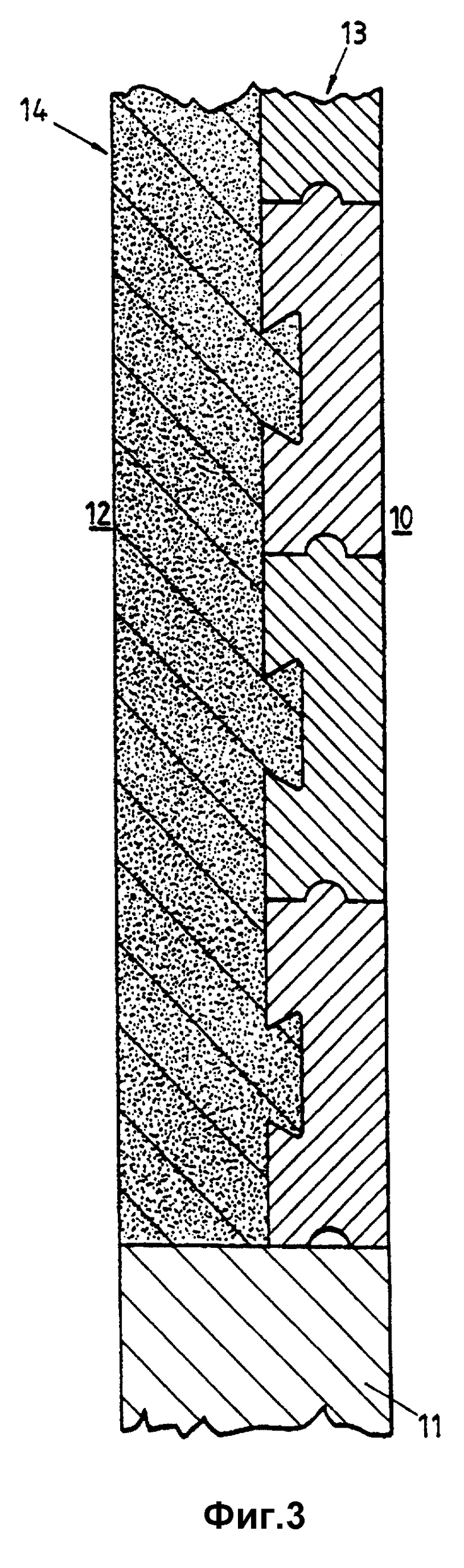
Фиг. 3 - разрез по вертикали части стенки коксовой печи, ремонтируемой с использованием способа в соответствии с изобретением.
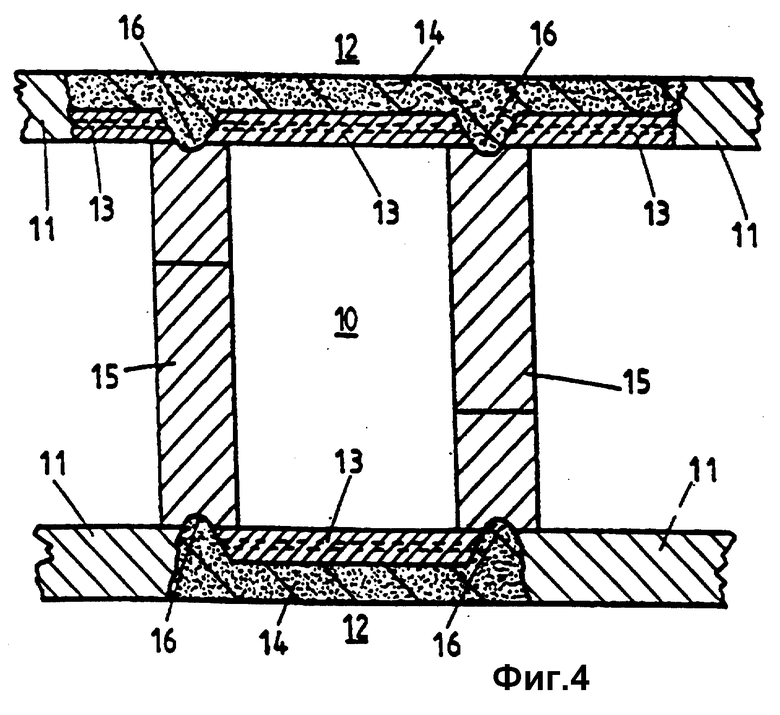
Фиг. 4 - частичный разрез по горизонтали реконструкции части дымохода в соответствии со способом по изобретению.
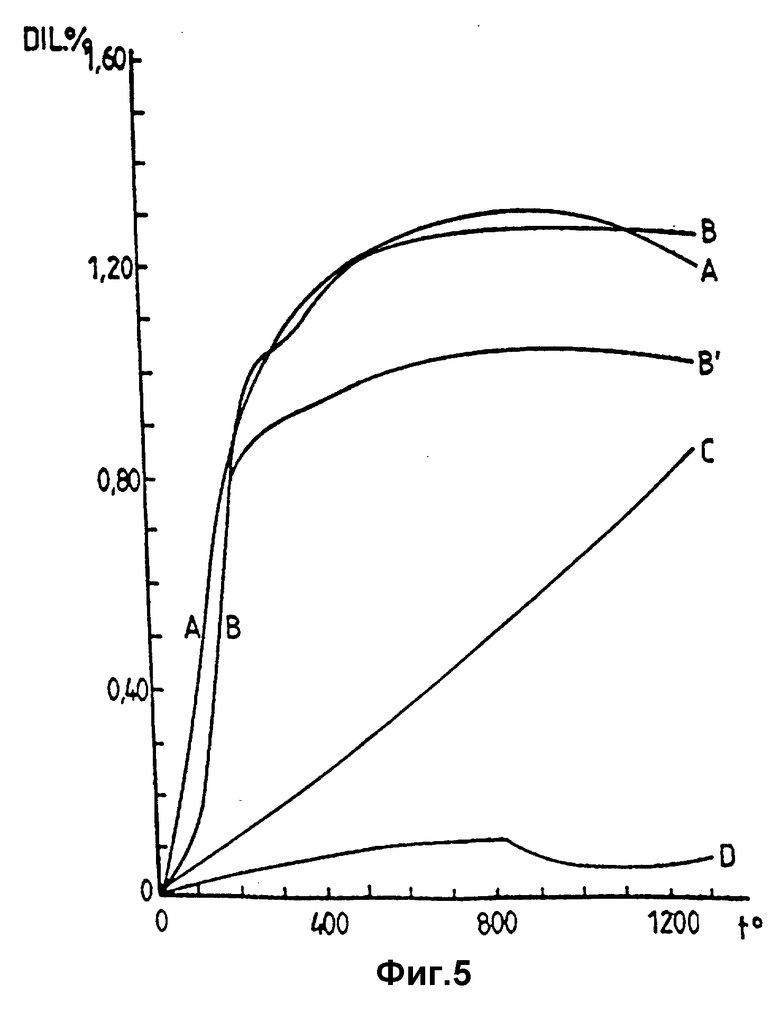
Фиг. 5 - диаграмма кривой термического расширения в % в зависимости от температуры различных огнеупорных материалов.
На этих чертежах одни и те же номера ссылок обозначают аналогичные или идентичные элементы.
Таким образом, настоящее изобретение относится как к ремонту при высоких температурах промышленного оборудования, включающего конструкцию, изготовленную из огнеупорных материалов, так и к реконструкции при высоких температурах части подобного промышленного оборудования и модификации последнего при высоких температурах.
Более конкретно способ в соответствии с изобретением основан на разделении напряжении, возникающих на уровне теплопередающей стенки конструкции промышленного оборудования, изготовленного из огнеупорных материалов. Таким образом, в соответствии с изобретением принимаются во внимание напряжения, действующие в указанной стенке, с одной стороны, на поверхности нагрева, где расположены, например, дымоходы, а с другой стороны, на противоположные поверхности указанной стенки, где расположена камера термической обработки.
Изобретение в связи с этим может быть применено для любого промышленного оборудования, в котором возникает подобная ситуация.
Однако, учитывая, что коксовые печи включают промышленное оборудование, которое предусматривает регулярное производство ремонтов теплопередающих стенок, приведенное ниже описание будет ограничено этим конкретным применением.
Для того чтобы реально осуществить указанное выше разделение напряжений в том месте, в котором встает вопрос о проведении ремонта стенки, используются два различных материала, соединенные таким образом, чтобы образовать в этом месте "двухслойную" панель. Таким образом, на поверхности дымохода используется огнеупорный материал, хорошо соответствующий напряжениям, которые возникают в этом месте. С другой стороны, на поверхности камеры термической обработки должна быть образована огнеупорная облицовка, которая хорошо соответствует напряжениям, которые характерны для нее.
В соответствии с изобретением, на стенке дымохода установлены элементы заводского изготовления, изготовленные из огнеупора муллитной кристаллизации с содержанием оксида алюминия 30-85%, предпочтительно 50-80% оксида алюминия (причем остальная часть по существу представляет собой кремнезем), которые надежно прикреплены к ремонтируемой стенке камеры термической обработки путем использования несущего потока газа, содержащего кислород, в котором распыляется смесь экзотермически окисляемых частиц и частиц огнеупорного материала. Состав этой смеси выбран таким образом, чтобы создать на заданном участке огнеупорную массу, которая совместима по составу и коэффициенту термического расширения с одной стороны с элементом и с другой стороны с предыдущей кладкой, причем учитываются напряжения, которые возникают в указанной массе в условиях эксплуатации.
Было установлено, что преимуществом указанного элемента заводского изготовления является то, что он обладает хорошим сопротивлением термическим ударам, в то же время гарантируя высокую огнеупорность, механическую прочность и сопротивление деформации ползучести в широком диапазоне температур.
Кроме того, случайно было обнаружено, что имеется возможность просто путем аналитического подбора составляющих смеси и их содержания в последней образовать посредством струйного распыления этой смеси связующую огнеупорную массу, которая обладает превосходной совместимостью с используемыми элементами заводского изготовления и предыдущей кладкой стенок, которые подлежат ремонту, во всяком случае в смысле термического расширения, огнеупорности или химических свойств.
Дополнительно в соответствии с изобретением, несмотря на то что огнеупорная масса, нанесенная таким способом путем струйного распыления на элементы заводского изготовления, может иметь другой химический состав, чем состав этих элементов, указанная огнеупорная масса создает хорошие условия на поверхности контакта с этими элементами.
Очень удачно, что указанная выше огнеупорная облицовка, которая наносится на элементы заводского изготовления на ремонтируемой стенке, получается путем распыления при помощи несущего потока газа, содержащего большое количество кислорода, смеси, содержащей гранулированные фракции, состоящие из инертных огнеупорных частиц на основе оксидов, таких как SiO2, Al2O3, ZrO2, MgO, Cr2O3, TiO2, CaO в различных минералогических сочетаниях и/или формах соединений, в соответствии с технологическими целями, а также порошкообразные фракции, включающие окисляемые частицы металлов типа Al, Si, Mg, Fe, Cr, Zr, Ti и в которых специальных воплощениях, как описано в международной заявке на патент PCT/BE/00012 того же патентовладельца, химические вещества, которые при разложении образуют вместе с оксидами из окисляемых частиц смешанные оксиды таким образом, чтобы создать связующую фазу для инертных огнеупорных частиц. Необходимо понять, что под термином "химическое вещество" подразумеваются в особенности перекиси металлов, такие как CaO2, MgO2, BaO2, SrO2, или соли металлов, такие как AlCl3, SiCl4, MgCl2.
Под термином "огнеупорные материалы на основе упомянутых оксидов" необходимо подразумевать их различные минералогические сочетания, такие как тридимит, кристобалит и кремниевое стекло в случае SiO2, а также близкие к ним формы, такие как циркон ZrSiO4, шпинель MgAl2O4, циркониум стабилизированный при помощи CaO или MgO, твердый раствор Al2O3-Cr3O3 в любых соотношениях и т.п., причем каждый компонент создает специальное технологическое преимущество в зависимости от предназначенного применения.
Если указанная выше конструкция, т.е. предыдущая кладка, по существу изготовлена из содержащего кремний огнеупора, что в большинстве случаев имеет место в случае стенок коксовых печей, производится использование смеси окисляемых и огнеупорных частиц для струйного распыления, которое выбрано в качестве способа создания связующей огнеупорной массы, которая также по существу является веществом, содержащим кремний.
В соответствии с изобретением было также установлено, что путем выбора вида и относительного содержания различных окисляемых и огнеупорных компонентов смеси для образования огнеупорной массы для струйного распыления, которая при рабочей температуре, в частности при 1200oC, характеризуется тем, что разность между ее общим относительным расширением и относительным расширением элемента заводского изготовления составляет менее 0,5% и, в частности, при ремонтах или реконструкциях, занимающих по крайней мере 2 метра, она менее 0,3%, при этом получена хорошая совместимость с элементами заводского изготовления, описанными выше, что делает возможным достижение превосходной адгезии указанной массы как к предыдущей кладке ремонтируемой стенки, так и к элементам заводского изготовления, на которые она наносится со стороны камеры термической обработки.
Соединение между огнеупорной связующей массой струйного распыления с элементами заводского изготовления дополнительно закрепляется путем обеспечения на последнем со стороны камеры термической обработки устройств для создания механической связи между последним и огнеупорной массой струйного распыления.
Элемент заводского изготовления в соответствии с изобретением, как показано на чертежах, в частности на фиг. 1 и 2, образован блоком прямоугольной призматической формы 1, лицевая сторона которого 2, предназначенная для облицовки камеры термической обработки, снабжена устройствами для обеспечения, дополнительно к керамическому соединению, образуемому в результате струйного распыления, механического соединения с огнеупорной массой, нанесенной на указанную лицевую поверхность 2. В этом конкретном воплощении эти устройства образованы выемкой 3, имеющей форму щели, проходящей параллельно продольным кромкам указанного блока по всей длине последнего и более или менее посредине его лицевой стороны 2. Кроме того, весьма целесообразно, что блок снабжен на верхней стороне 4, нижней стороне 5 и боковых сторонах 6 и 7 соответствующими соединительными устройствами, таким образом создается возможность образовать прочный и аккуратный сухой штабель, из нескольких блоков 1, помещенных один поверх другого. Как показано на фиг. 1-3, к этим соединительным устройствам относятся: на нижней стороне 5 и боковой стороне 7 выемка 8, также проходящая по всей длине этих сторон, а на верхней стороне 4 и боковой стороне 6, которые обращены одна к другой, соответствующий выступ 9, который может заходить в выемку 8 расположенного выше блока.
Конкретные примеры воплощения изобретения, дающие возможность дополнительной иллюстрации цели изобретения, приведены ниже.
Пример 1
Этот пример относится к ремонту стенки, разделяющей дымоходы и камеру подогрева коксовых печей, как показано схематически на прилагаемой фиг. 4.
Разрушенный участок стенки, подлежащий ремонту, сначала был очищен таким образом, чтобы освободить неповрежденные детали его конструкции.
Стенка, подлежащая ремонту, имела общую толщину 11 см, в то время, как толщина блоков 1 составляла 5 см.
Ремонт или реконструкцию следовало начинать с лицевой стороны дымохода 10. Блоки заводского изготовления 1, как показано на фиг. 1 и 2, содержащие около 50% оксида алюминия, были установлены в сухом состоянии один возле другого таким образом, что выступ одного блока заходил в выемку расположенного над ним и примыкающего к нему второго блока.
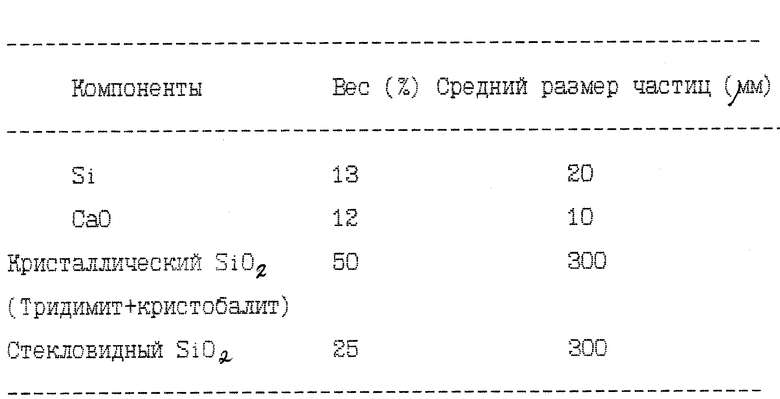
Как только сооружение из муллитовых блоков было закончено, было образовано соединение между новой кладкой из этих блоков 1 и предыдущей кладкой стенки 11, а также облицовка лицевой стороны 2 блоков, обращенных к камере термической обработки 12 путем струйного распыления в потоке кислорода, содержащем 13% по весу Si со средним диаметром 20 микрон, 12% по весу CaO2 со средним диаметром 10 микрон и 75% SiO2 в форме тридимита и кристобалита со средним диаметром 300 микрон.
Это струйное распыление продолжалось до тех пор, пока общая толщина ремонтируемого участка стенки не достигла той же толщины, что и стенка, подлежащая ремонту.
Благодаря хорошему сопротивлению суллитовых блоков 1 по изобретению термическим ударам, было возможно доставить последние непосредственно из среды с окружающей температурой на участок установки.
Отремонтированный участок, на котором были восстановлены профиль и толщина предыдущей кладки 11, был таким образом составлен из кладки 13 на основе муллита со стороны дымохода 10, и содержащей кремний огнеупорной облицовки 14, образованной путем струйного распыления, надежно прикрепленной к блокам 1 посредством керамической связи и механического соединения при помощи выемок 3 со стороны камеры термической обработки.
На фиг. 4, которая представляет собой частичный горизонтальный разрез, показан вариант этого примера 1, который относится к частичной реконструкции дымохода 10.
Этот вариант несколько отличается от примера, показанного на фиг. 3, благодаря тому, что необходимо создать связь между отремонтированным участком и поперечными стенками 15 дымохода 10.
Для того чтобы осуществить это, блоки 1 были отрезаны до заданного размера и в них были выполнены скосы для того, чтобы стало возможным образовать в том месте, где поперечные стенки подходят к стенке, отделяющей камеру термической обработки 12, разрез 16 с наклонными стенками, который может быть легко заполнен огнеупорной массой, полученной в результате струйного распыления, для того, чтобы соединить поперечные стенки с указанной отделяющей стенкой и особенно с блоками 1, используемыми для ремонта последней.
Пример 2
Этот пример относится прежде всего к ремонту больших поверхностей теплопередающей стенки между дымоходами и камерой термической обработки. Поэтому оба случая, как показанный на фиг. 3, так и показанный на фиг. 4, могут при этом иметься в виду. Учитывая, что ремонтный блок 1, например для коксовых печей, должен не только выдерживать термические удары в процессе установки, но и соответствовать с точки зрения расширения поведению предыдущей кладки 11, изготовленной из кремнеземистых кирпичей, а также поведению огнеупорной облицовки 14, образованной путем струйного распыления, было обнаружено совершенно случайным образом, о котором уже упоминалось выше, что блок 1, состоящий из муллита, представляет собой интересный компромисс, который отвечает обоим противоположным требованиям.
Однако, если длина ремонтируемого участка довольно значительна (несколько метров), вариант изобретения включает использование распыляемой огнеупорной смеси, в которой в массе огнеупора часть кристаллизованного кремнезема (кристобалит и тридимит) была заменена фракцией стекловидного кремнезема, в которой размер частиц составляет 100-500 мм, а предпочтительно 200-400 мм.
На графике, показанном на фиг. 5, приведены различные кривые термического расширения для материалов, используемых для ремонта и реконструкции промышленного оборудования при высоких температурах.
Так, кривая A характеризует расширение в % как функцию температуры кирпича из кристаллического кремнезема, кривая В относится к огнеупорной массе 14, получаемой в результате струйного распыления смеси в соответствии с формулой, приведенной в примере 1, кривая C относится к муллитному блоку 1, кривая D относится к кирпичу из стекловидного кремнезема, и, в конце концов, кривая В' относится к огнеупорной массе, полученной в результате струйного распыления смеси в соответствии с таблицей.
Эта серия кривых расширения показывает, что кривая A и В фактически совпадают, таким образом можно предположить, что ремонт при высоких температурах при помощи кирпичей из кремнезема, на которые наносится огнеупорная масса, полученная из указанной смеси, в которой отсутствует стекловидный кремнезем, не представляет никаких проблем с точки зрения термического расширения.
С другой стороны, если рассматривать B и C, обнаружится существенная разница между этими двумя кривыми.
Однако было установлено в соответствии с изобретением, а также выяснено из примера 1, что, несмотря на эту разницу, практические испытания совершенно неожиданно показали, что имеется превосходная совместимость между двумя продуктами, которые имеют отношение к планируемым традиционным ремонтам и реконструкциям.
Если, в конце концов, рассматривать кривую В', станет ясно, что добавление стекловидного кремнезема в распыляемую смесь дает возможность значительно снизить разницу между кривой C для муллитового блока и кривой В', относящейся к распыляемой смеси.
Следовательно, преимущество этой добавки заключается в снижении механических напряжений, возникающих при рабочей температуре, которые могут явиться результатом разности температур, связанной с длинной поверхностью, и которые без этой добавки оказывают вредное воздействие на механические свойства отремонтированного участка.
Необходимо понимать, что изобретение не ограничивается воплощениями, приведенными в конкретных примерах, но могут быть предусмотрены другие варианты в диапазоне защиты изобретения, как в отношении формы и размеров муллитовых блоков, так и любых устройств для обеспечения механической связи распыляемой огнеупорной массы 14 с лицевой стороной 2 этих блоков. Так, например, выемка в форме щели 3 не обязательно должна проходить вдоль продольных кромок лицевой стороны 2, но может, например, быть направлена наклонно или перпендикулярно по отношению к этим кромкам. Также вместо непрерывных выемок по всей длине ремонтируемой поверхности, выемки 3 в соединяемых блоках могут быть выполнены с промежутками.
То же относится к смеси частиц, которая предназначена для образования, путем струйного распыления, огнеупорной массы 14 на лицевой стороне 2 блока 1, которая может изменяться в широких пределах.
В конце концов, как химические и физические свойства частиц, соединенных в этой смеси, так и относительные соотношения количества каждого компонента, используемого в этой смеси, могут изменяться в широком диапазоне, при этом должны быть приняты меры для предотвращения возможности разрушения блоков 1 указанной распыленной огнеупорной массой в результате химической реакции, а также предотвращения таких величин расширения указанной массы и указанных блоков при рабочей температуре, которые могут явиться причиной отделения огнеупорной массы от блоков 1. Допустимая разность между этими величинами расширения определяется величиной протяженности ремонтируемой поверхности. Поэтому в случае относительно ограниченных поверхностей допустима большая разность, а если ремонтируемая поверхность довольно велика, при этом необходимо обеспечить, чтобы величины расширения были по возможности близки к другой. В конце концов элемент заводского изготовления 1 может быть выполнен с отверстием, предпочтительно прямоугольного профиля, что облегчает обращение с элементом в процессе его установки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАВАРКИ ОГНЕУПОРНОЙ КЕРАМИЧЕСКОЙ МАССЫ И КОПЬЕ ДЛЯ РАСПЫЛЕНИЯ ПОРОШКА ПРИ НАВАРКЕ ОГНЕУПОРНОЙ КЕРАМИЧЕСКОЙ МАССЫ | 1990 |
|
RU2087453C1 |
| СПОСОБ ХОЛОДНОГО РЕМОНТА ФУТЕРОВКИ ИЗ ПЛАВЛЕНОГО ОГНЕУПОРА | 2001 |
|
RU2211819C2 |
| СПОСОБ ОБРАЗОВАНИЯ ОГНЕУПОРНОЙ РЕМОНТНОЙ МАССЫ И ПОРОШКОВАЯ СМЕСЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2173308C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОГНЕУПОРНОГО ПОКРЫТИЯ НА ГОРЯЧЕЙ ПОВЕРХНОСТИ И ПОРОШКОВАЯ СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ ОГНЕУПОРНОГО ПОКРЫТИЯ | 1990 |
|
RU2027690C1 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ ОГНЕУПОРНЫХ СТРУКТУР И СПОСОБ КЕРАМИЧЕСКОЙ СВАРКИ | 1993 |
|
RU2098390C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРЕМНИСТОЙ ОГНЕУПОРНОЙ МАССЫ И КИРПИЧ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 1995 |
|
RU2141929C1 |
| ШИХТА И СПОСОБ ПОЛУЧЕНИЯ МУЛЛИТОКРЕМНЕЗЕМИСТЫХ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 2016 |
|
RU2638599C2 |
| ЭРОЗИОННОСТОЙКАЯ КЕРМЕТНАЯ ОБЛИЦОВКА ДЛЯ ПРИМЕНЕНИЯ В РАЗВЕДКЕ, ОЧИСТКЕ И ХИМИЧЕСКОЙ ПЕРЕРАБОТКЕ НЕФТИ И ГАЗА | 2007 |
|
RU2437950C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОВРЕЖДЕННОЙ ОГНЕУПОРНОЙ ФУТЕРОВКИ ПЕЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1992 |
|
RU2090814C1 |
| СПОСОБ КЕРАМИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2301784C2 |
Изобретение относится к способу ремонта при высоких температурах промышленного оборудования, включающего конструкцию, изготовленную из огнеупорных материалов, в особенности оборудования, которое эксплуатируется в условиях косвенного нагрева с помощью дымоходов. Сущность изобретения заключается в способе для ремонта промышленного оборудования при высоких температурах с использованием по крайней мере одного элемента заводского изготовления, изготовленного из огнеупора муллитной кристаллизации с содержанием оксида алюминия 30-85%, предпочтительно 50-80%, изготовленного из огнеупорных материалов, надежно прикрепленного к конструкции оборудования путем использования несущего потока газа, содержащего кислород, для распыления смеси частиц, которые могут вступать в экзотермическую реакцию с кислородом и частицами огнеупорного материала, в то время как на заданном месте формуется связующая огнеупорная масса, прикрепляющая указанный элемент к указанной конструкции. Согласно изобретению повышается надежность ремонта, его выполнение относительно простое и экономически целесообразное. 10 з.п.ф-лы, 1 табл., 5 ил.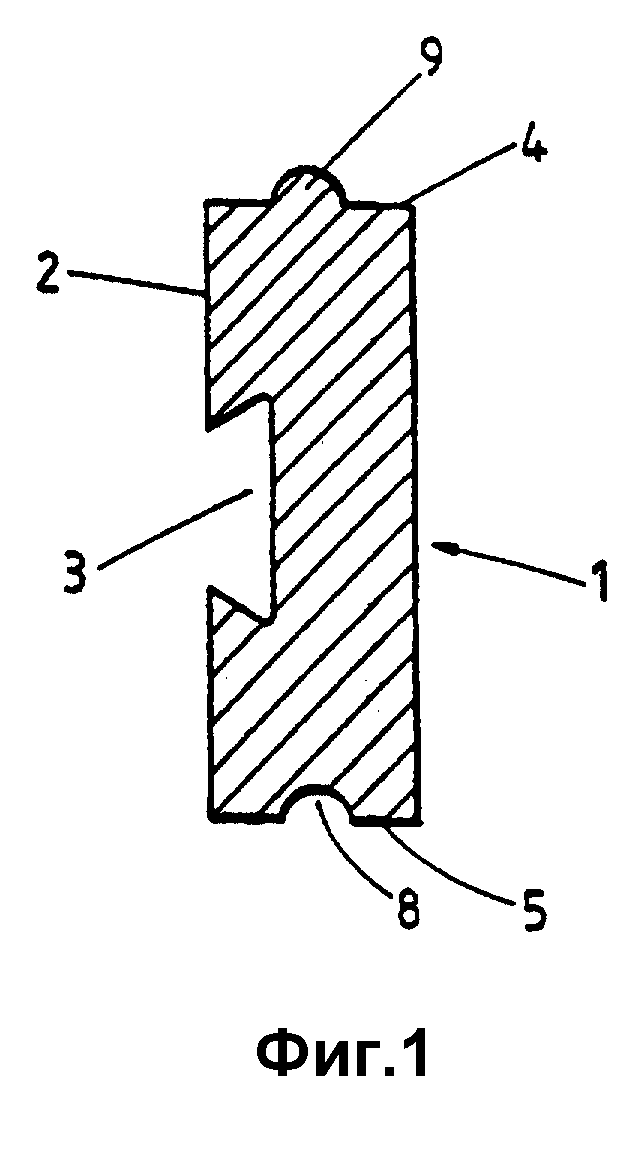
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ СЛОЯ ПОСРЕДСТВОМ ЛАЗЕРНОЙ ТРИАНГУЛЯЦИИ | 2010 |
|
RU2541440C2 |
| Способ ремонта свода сталеплавильной печи | 1971 |
|
SU444930A1 |
| Кессон для пирометаллургических агрегатов | 1977 |
|
SU881505A1 |
| Способ ремонта футеровки печи | 1987 |
|
SU1610220A1 |
| ТОКОПОДВОДЯЩИй ШТЫРЬ для АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ПОДВОДОМ ТОКА | 0 |
|
SU275419A1 |
| Способ упрочнения футеровки тепловых агрегатов | 1988 |
|
SU1666547A1 |
