Изобретение относится к способу активной подпитки отливок в соответствии с ограничительной частью пункта 1 формулы изобретения.
Предшествующий уровень техники
Общеизвестно, что у металлов, как в жидком, так и в твердом состоянии, при охлаждении происходит уменьшение объема, так называемая термическая усадка. В литейных формах, в которых имеет место неоднородное распределение тепла в полости литейной формы после заливки и в которых по этой причине не все части отливок затвердевают одновременно, это вызывает образование в отливке области, затвердевающей после прекращения подачи жидкого металла, которая компенсирует усадку в частях отливок, затвердевших раньше, причем это приводит к образованию раковин в отливке, обычно называемых "усадочными раковинами", получающимися либо в виде впадин на поверхности отливки, либо в виде полостей (каверн или микропор) в отливке. Для того чтобы исключить образование этих дефектов, специалисты в данной области техники имеют возможность предпринять ряд шагов, из которых наиболее часто используют подпитку емкостей, то есть полостей в литейных формах, подлежащих заполнению металлом в процессе операции заливки и имеющих такие размеры, чтобы металл в них затвердевал позже, чем недавно затвердевшие области отливки, и присоединенных к этим областям через каналы с относительно большой площадью поперечного сечения для обеспечения возможности подпитывать эти участки жидким металлом в процессе затвердевания отливки.
Такие емкости для подпитки известны в основном двух типов, а именно такие как питатели или литники, т.е. по существу цилиндрические полости, расположенные от канала, соединяющего их с отливкой, до верхней поверхности литейной формы, и как внутренние или замкнутые полости в литейной форме, так называемые "ячейки всасывания", размещаемые в непосредственной близости к области отливки, подлежащей заполнению.
Что касается второго типа, то предшествующий тип имеет то преимущество, что более высокое металлостатическое давление в месте подпитки, а именно давление столба залитого металла, в высокой степени подпирает подпитку за счет давления на отливку подаваемого металла в соединительном канале, тогда как у второго типа давление уменьшается в ходе процесса подпитки.
С другой стороны, второй тип имеет то преимущество, что обычно дает более высокий выход годного металла в процессе литья, а именно меньшее количество металла из числа отливок подлежит отбраковке для последующей переплавки (повторный цикл), причем это снижает также потребление энергии при плавлении.
По сравнению с литейными формами с горизонтальной поверхностью разъема верхняя поверхность литейных форм с вертикальной поверхностью разъема имеет относительно малую площадь, и по этой причине последний тип литейных форм позволяет лишь в незначительной степени использовать питатели или литники для процессов подпитки и, таким образом, для этой цели необходимо использовать, как правило, вышеописанные "ячейки всасывания" с присущими им недостатками, описанными выше, а именно относительно более низким металлостатическим давлением для давления металла подпитки во всем канале на отливку. Этот недостаток еще более заметен при подпитке отливок из легких металлов, т.е. отливок из алюминия и его сплавов или магния и его сплавов, из-за относительно низкого удельного веса этих металлов.
Литье отливок из легких металлов в литейные формы с вертикальными поверхностями разъема представляет коммерческий интерес особенно в двух случаях, а именно при литье в постоянные литейные формы, например при литье под давлением в постоянные литейные формы и при литье в литейные формы на установке одновременной разливки в комплект форм, такой как DISAMATIC®, установке одновременной разливки в комплект форм, выпускаемой и продаваемой заявителем настоящего изобретения. При использовании таких легких металлов часто случается, что система впускных каналов литников и особенно емкость для подпитки после затвердевания составляют около половины веса отливки, что требует отделения от собственно отливки и по возможности использования в повторном цикле, дополнительных затрат труда и большого расхода энергии, когда излишки материала снова плавятся, а затем затвердевают.
Известно, что из-за вышеописанных проблем при выполнении процессов разливки такого типа для уменьшения избытка литейного материала в системе впускного канала и емкости для подпитки используют приложение давления, например, в форме газового давления, в емкость для подпитки, для того чтобы загнать расплавленный металл в полость литейной формы, для компенсации усадки частей отливки при затвердевании. Оборудование для таких литейных процессов известно, например, из заявки на патент PCT WO 95/18689. Имеется два типа оборудования такого известного типа, которое способно обеспечивать приложение давления к емкости для подпитки в процессе движения литейной формы.
Один из таких типов состоит из сложных индивидуальных установок, адаптированных для присоединения к литейной форме или для включения в ее состав и способных независимо создавать давление, эти установки являются сложными и дорогостоящими, а также они могут вызывать трудности при изготовлении литейных форм.
В отличие от этого другой тип состоит из взаимосвязанных устройств, адаптированных для включения в состав литейных форм в процессе их изготовления, с последующим приложением давления посредством сложного, передающего давление оборудования, которое является относительно дорогостоящим и может усложнить конструкцию литейных каналов или вызвать необходимость их переделки.
На практике известно, что оборудование функционирует удовлетворительно и позволяет уменьшить размер емкости для подпитки, уменьшая тем самым затраты энергии сначала на плавление материала, а затем на его отделение от отливки, в то время как качество отливок остается таким же или даже улучшается благодаря тому, что в емкость для подпитки все время подают давление в процессе затвердевания отливки.
Хотя это оборудование до сих пор функционировало очень хорошо, ему присущи недостатки, связанные с входящими в него относительно сложными устройствами, подлежащими включению в состав литейных форм и содержащими либо сложное дополнительное оборудование для каждой литейной формы, предназначенное для приложения давления к емкости для подпитки, либо передающее давление оборудование, либо, кроме того, требующих особого устройства и конструкции литейной формы и охлаждающих секций, причем последние являются дорогими и могут иметь ограничения при монтаже конструкции литейных форм, поскольку к ним должно прикладываться давление от оборудования в секции разливки/охлаждения. Таким образом, уже в процессе работы по конструированию литейных форм необходимо учитывать, что не только емкость для подпитки, но также и устройства для передачи давления следует включить в состав литейных форм при их изготовлении.
Подробное описание изобретения
Таким образом, целью настоящего изобретения является обеспечить простым способом возможность приложения давления, по меньшей мере, к одной емкости для подпитки в литейных формах таким образом, чтобы требовалось в меньшей степени учитывать подачу давления при конструировании литейных форм, благодаря повышенной приспособляемости системы подачи давления.
Эту задачу решают способом, описанным в ограничительной части пункта 1 формулы изобретения за счет признаков, изложенных в отличительной части этого пункта.
При рассмотрении в предложенном виде дополнительное оборудование может быть выполнено в форме канала для подачи давления в литейную форму в произвольном месте, начиная от изготовления литейной формы, до того момента, пока давление не начинают подавать в емкость для подпитки. Если используют песчаные литейные формы, например, в установке одновременной разливки в комплект форм, это может быть реализовано посредством проталкивания канала для подачи давления в песок литейной формы, тогда как в постоянных литейных формах, в отличие от этого, должно быть предусмотрено сквозное отверстие, соединяющее емкость для подпитки с наружной стороной литейной формы, в отверстии которой на его самом нижнем конце или внутренней стороне должна быть предусмотрена пробка или заглушка из дерева или цемента.
В варианте, изложенном в пункте 2 формулы изобретения, предусмотрено, чтобы емкость для подпитки была закрыта снаружи, до тех пор пока к ней не подают давление, обеспечивая, таким образом, заливку расплавленного металла в литейную форму обычным способом, без риска дополнительного окисления из-за подачи давления или того, что это давление будет нагнетать расплавленный металл в литейную форму.
Предпочтительно, в соответствующий момент времени, до того как уровень расплавленного металла в емкости для подпитки упадет из-за усадки отливки, к каналу для подачи давления приложить усилие и ввести его в емкость для подпитки для преодоления барьера (заглушки). Таким образом, канал для подачи давления не может оказаться в контакте с расплавленным металлом до тех пор, пока не наступит момент подачи давления, таким образом, происходит его самоочищение. Наоборот, если канал для подачи давления находится в контакте с металлом, затвердевающим около канала для подачи давления, то он тем самым закупоривает этот канал.
Признаки, описанные в пункте 3 формулы изобретения, позволяют простым образом вводить канал для подачи давления в емкость для подпитки с помощью средства приложения усилия и использования средства снаружи литейной формы.
Признаки, описанные в пункте 4 формулы изобретения, позволяют выполнять способ при использовании установки одновременной разливки в комплект форм, причем давление подают в канал для подачи давления из стационарных источников создания давления через мобильный контур подачи давления. Это упрощает конструкцию канала для подачи давления при одновременном использовании стационарного источника создания давления.
В пункте 5 формулы изобретения описан предпочтительный способ создания давления в канале для подачи давления перед введением канала в емкость для подпитки.
В ходе постепенного снижения столба расплавленного металла в емкости для подпитки предпочтительно увеличить давление от канала для подачи давления, для того чтобы компенсировать снижение давления от столба расплавленного металла, и это можно выполнять, например, как описано в пункте 6 формулы изобретения, позволяющем подавать постепенно возрастающее давление.
В пункте 7 формулы изобретения описан наиболее предпочтительный способ создания усилия для запрессовки канала для подачи давления и/или его извлечения.
В пункте 8 формулы изобретения описан наиболее приемлемый способ, а именно, снижения усилия, действующего на канал для подачи давления, когда к нему прикладывают давление при его присоединении к камере высокого давления.
Кроме того, изобретение относится к устройству для подачи давления, описанному в ограничительной части пункта 10 формулы изобретения, причем устройство отличается признаками, содержащимися в отличительной части этого пункта формулы согласно изобретению, позволяющими обеспечить особенно простую конструкцию канала для подачи давления.
За счет выполнения устройства для подачи давления, как изложено в пункте 11 формулы изобретения, можно предотвратить заблокирование выпускного отверстия устройства для подачи давления, когда оно проходит через материал литейной формы либо пробку или заглушку в емкости для подпитки.
Далее, посредством придания формы заостренному концу в виде, описанном в пункте 12 формулы изобретения, можно простым образом получить этот заостренный конец.
Когда устройство для подачи давления дополнительно снабжено буртиком таким образом, как описано в пункте 13 формулы изобретения, облегчается введение и удаление устройства для подачи давления.
Кроме того, устройство для подачи давления может иметь покрытие или чернение, описанное в пункте 14 формулы изобретения, что обеспечивает защиту от приваривания устройства для подачи давления к материалу литейной формы, если, например, связующий агент в материале литейной формы затвердевает или твердеет во время присутствия в нем устройства для подачи давления или даже в расплавленном металле, если он затвердевает до того, как устройство извлекают из металла.
И, наконец, изобретение относится к системе подачи давления, описанной в ограничительной части пункта 15 формулы изобретения, которая благодаря признакам, изложенным в отличительной части этого пункта формулы изобретения позволяет простым образом обеспечить подачу давления в канал для подачи давления в соответствии со способом согласно изобретению.
Дополнительные предпочтительные варианты системы, изложенные в зависимых пунктах 16-20 формулы изобретения, позволяют выполнять способ согласно пунктам 1-9 формулы изобретения.
Краткое описание чертежей
В следующем подробном описании изобретение поясняется с помощью примеров выполнения, показанных на чертежах, на которых:
На фиг. 1 показан комплект литейных форм, относящийся к установке одновременной разливки в комплект форм, в которой в емкость для подпитки в каждой литейной форме подают давление для подпитки посредством системы подачи давления согласно изобретению;
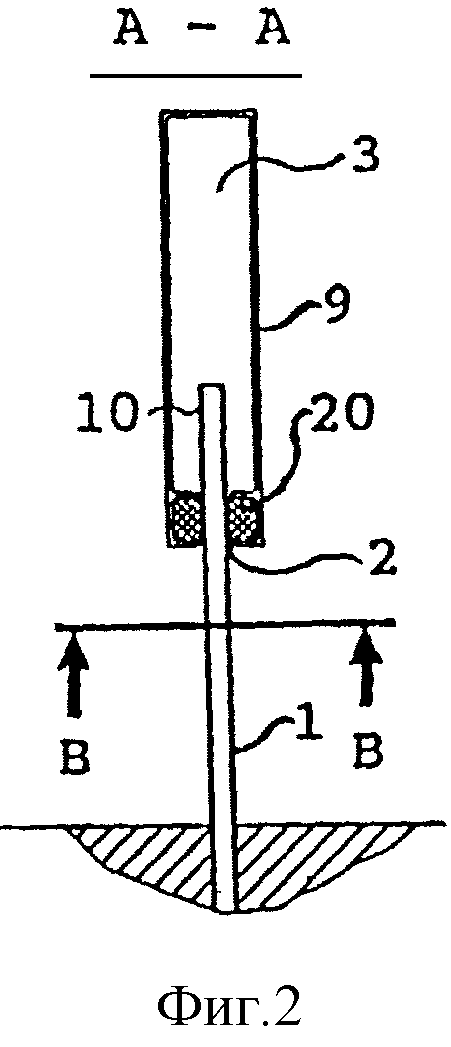
фиг. 2 - вид частичного разреза по линии А-А на фиг. 1, показывающий соединение между камерой высокого давления и каналом подачи давления;
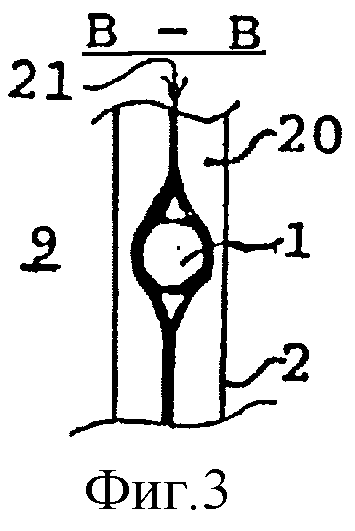
фиг. 3 - вид частичного разреза по линии В-В на фиг. 2, показывающий, как канал подачи давления посредством губок в пазу герметично располагается в камере высокого давления;
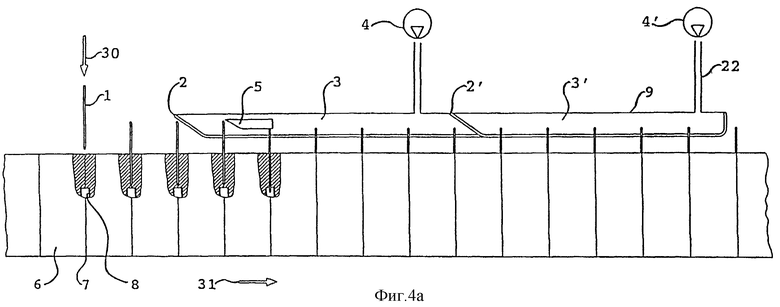
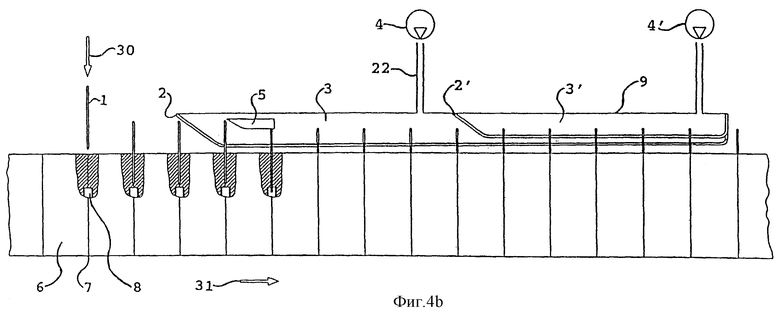
фиг. 4a и 4b - системы подачи давления, при использовании которых могут быть получены два различных давления в предпочтительной форме;
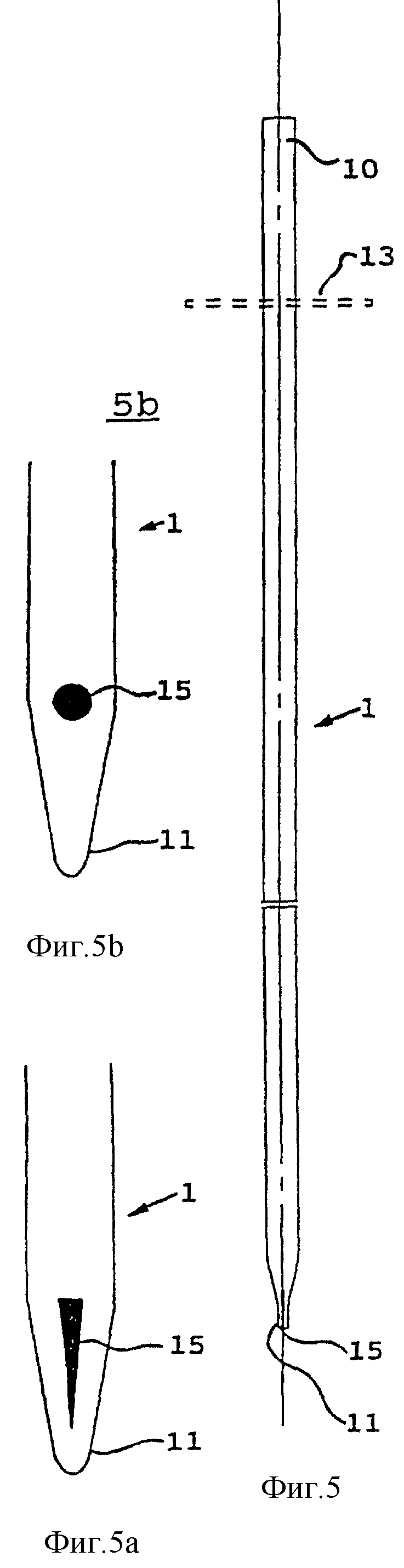
фиг. 5 - фурма согласно изобретению так, как она видна в одной плоскости;
фиг. 5а и 5b - различные формы заостренного конца фурмы;
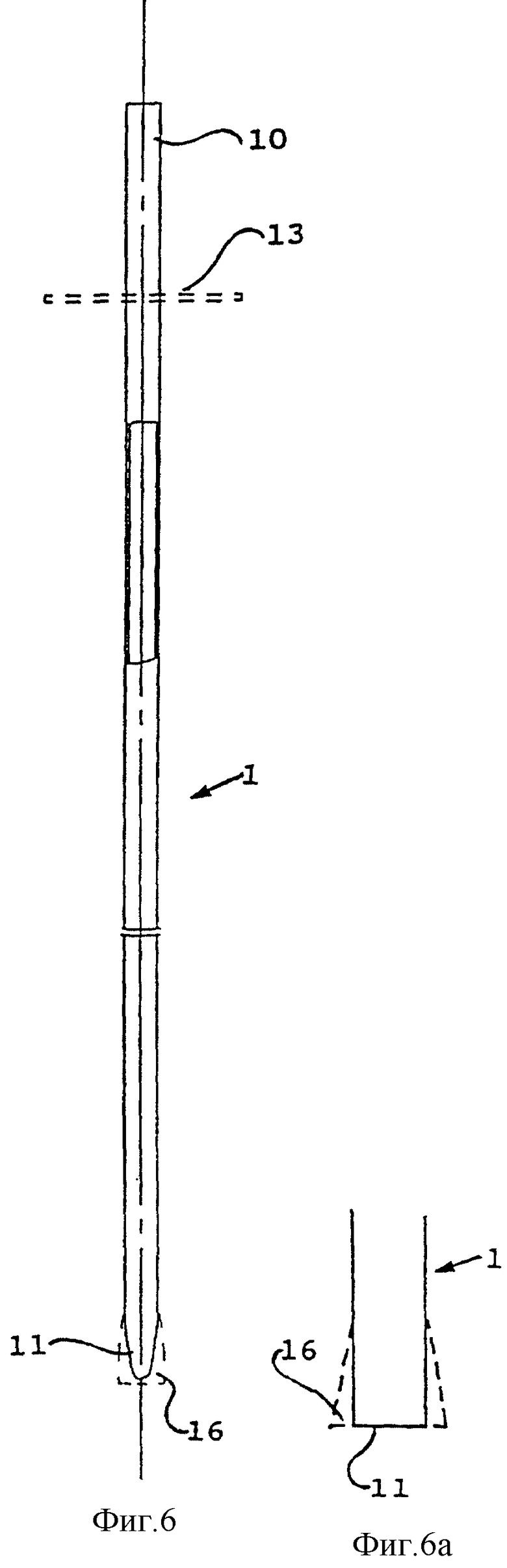
фиг. 6 - фурма фиг. 5, повернутая на 90oC относительно продольной оси; и
фиг. 6а - форма заостренного конца фурмы.
Описание предпочтительных вариантов
На фиг. 1 показан комплект литейных форм, содержащий детали 6 литейных форм, каждая из которых на каждой стороне поверхности 7 разъема образует половину соответствующих полостей литейных форм (на чертеже не показаны). С литниковой системой соединена емкость 8 для подпитки, которая в ходе заливки расплавленного металла в литейную форму заполняется расплавленным металлом, чтобы он из емкости 8 для подпитки поступал далее в полость литейной формы, соразмерно с усадкой литейного материала в полости литейной формы. Для того, чтобы обеспечить течение расплавленного металла в полость литейной формы в детали 6 литейной формы и восполнять усадку в полости детали 6 литейной формы, необходимо подавать давление в емкость 8.
Подачу давления в емкость 8 для подпитки осуществляют через канал подачи давления в форме трубчатой фурмы 1, причем ее сначала вводят в деталь 6 литейной формы настолько, чтобы наконечник 11 на трубчатой фурме 1 перекрыл емкость 8 для подпитки без проникновения сквозь последний слой материала или пробку непосредственно перед емкостью 8 для подпитки. Это показано посредством трубчатой фурмы 1, подлежащей введению вниз в деталь 6 литейной формы в направлении стрелки 30, причем движение вниз прекращают перед местом проникновения в последний слой непосредственно перед емкостью 8 для подпитки. Затем фурму 1 вместе с комплектом литейных форм продвигают в направлении стрелки 31 к контуру подачи давления или к системе подачи давления. Если в этот момент времени литейные формы не заполнены расплавленным металлом, то его заливают до прибытия их к системе подачи давления.
Система подачи давления содержит источник 4 давления, подающий давление в камеру 3 высокого давления, окруженную кожухом 9 камеры высокого давления, показанным также на фиг 2 и 3, в котором предусмотрен продольный паз 2, герметизированный снаружи посредством губок 20, причем каждая из соответствующих сторон паза поджимается к другой вдоль поверхности 21 разъема губок, так чтобы камера 3 высокого давления была по существу герметизирована снаружи. В камере 3 высокого давления имеется также силовой элемент 5 для запрессовки вниз фурм 1, когда они находятся под давлением. Когда фурмы 1 достигают системы подачи давления, конец фурмы с концом 10 для подачи давления находится впритык к губкам 20 в пазу 2 и разводит эти губки 20 около их поверхностей 21 разъема, так что конец 10 трубчатой фурмы продвигается в камеру 3 высокого давления и подключается к избыточному давлению в ней. После того, как фурмы 1 таким образом оказываются подключенными к давлению в камере 3 высокого давления, они вместе с комплектом литейных форм движутся вперед к силовому элементу 5, показанному в примере со скошенной книзу поверхностью, чтобы обеспечить запрессовку конца фурмы вниз, когда фурму продвигают вместе с комплектом литейных форм в направлении стрелки 31. Посредством такой запрессовки вниз фурмы 1 наконечник 11 фурмы проходит через последний слой материала или пробку непосредственно перед емкостью 8 для подпитки.
Таким образом, емкость 8 для подпитки соединяют путем запрессовки с камерой 3 высокого давления через трубчатую фурму 1, так что давление передается в емкость для подпитки. Это давление поддерживают в течение продвижения фурмы в направлении стрелки 31 и вдоль всей длины системы подачи давления до тех пор, пока фурма не выйдет из системы через конец паза 2. Длина этого продвижения выбрана такой, чтобы расплавленный металл затвердел в полости литейной формы в детали 6 литейной формы. Когда трубчатая фурма 1 вместе с комплектом литейных форм выходит из системы подачи давления, то ее удаление из детали 6 литейной формы происходит таким образом, как показано стрелкой 32. Это происходит до того, как детали 6 литейной формы продвигаются дальше вдоль секции охлаждения, например, к посту извлечения.
Из вышеизложенного следует, что трубчатые фурмы 1 могут иметь форму простых труб, но эти трубы предпочтительно подвергнуть определенной обработке. Таким образом, наконечник 11 на трубе, или фурме 1, имеющий выходное отверстие 15, может быть сплющенным в виде, показанном на фиг. 5, и это сплющивание наконечника 11 у трубчатой фурмы 1 может быть выполнено таким образом, чтобы осталась выходная щель 15, служащая в качестве выпускного отверстия. Конечно, можно также сплющить трубу полностью, чтобы заглушить ее, как показано на фиг. 5а и 5b. После сплющивания трубы наконечник 11 будет иметь форму, показанную пунктирными линиями на фиг. 6 и 6а, при этом наконечнику 11 сначала придают форму шпателя, как показано пунктирными линиями. После этого расширенную часть 16 наконечника 11 можно обрезать или сошлифовать, так чтобы наконечник 11 принял форму, подобную стамеске, как показано на фиг. 6а, или подобную игле, как показано на фиг. 6.
Если трубчатая фурма 1 была полностью сплющена у наружного конца наконечника 11, то после операции сошлифовки выходное отверстие 15 образуется на обеих сторонах наконечника 11 в виде, показанном на фиг. 5а. Как вариант, трубчатая фурма 1 может иметь просверленные отверстия 15 на наконечнике в форме, показанной на фиг. 5b. Наконечник 11 на трубчатой фурме 1 и выходное отверстие 15 могут быть выполнены в различных формах, выбираемых так, чтобы они были наиболее подходящими с точки зрения технологического процесса и возможности проникновения в литейные формы без закупоривания выходного отверстия 15.
Кроме того, у трубчатой фурмы может быть предусмотрен буртик 13, используемый для введения и извлечения трубчатой фурмы 1 и/или для размещения в уплотнении вплотную к нижней стороне паза 2, когда в трубчатую фурму подают давление из камеры 3 высокого давления. На конце, противоположном концу с наконечником 11, трубчатая фурма 1 может быть просто обрезана, подобно трубе, служащей концом 10 для подачи давления, либо может быть срезана под углом, или может быть снабжена пазами или отверстиями, во всех случаях в зависимости от того, какая форма наиболее подходит с точки зрения введения трубчатой фурмы между губками 20 в паз 2 и в элемент 5 для запрессовки.
На фиг. 2 и 3 представлены частичные разрезы системы подачи давления, показывающие, как губки 20 в пазу 2 установлены относительно трубчатой фурмы 1 у конца 10 для подачи давления. Губки 20 выполнены из эластичного упругого материала, который может быть более или менее плотным, и таким материалом может быть, например, пористая резина, или губки могут быть изготовлены из гибких трубок, в которые подают давление из наружного источника, так чтобы давление прижимало их друг к другу вдоль поверхности 21 разъема или к трубчатой фурме 1 в том виде, как показано на фиг. 1 и 2.
Как видно из фиг. 1, система подачи давления имеет форму камеры 3 высокого давления, имеющей паз 2, расположенный преимущественно прямолинейно, но входной конец (слева на фиг. 1) расположен под наклоном вверх в направлении, противоположном продвижению деталей литейных форм, как показано стрелкой 31. Как изображено на плоскостях, расположенных под прямым углом к плоскости фиг. 1, паз 2 имеет преимущественно почти прямолинейную форму, так чтобы трубчатые фурмы могли постепенно проскальзывать в паз 2 у входного конца и своими концами 10 для подачи давления проникать в камеру 3 высокого давления и скользить по пазу 2, не подвергаясь действию поперечных сил. Устройство камеры высокого давления, в сущности включающее камеру 3 высокого давления, кожух 9 камеры высокого давления, паз 2 и элемент 5 для запрессовки, может быть сконструировано как независимо регулируемое устройство, способное подвергаться регулированию в зависимости от пути и высоты, через которое проходят трубчатые фурмы 1 и подлежат запрессовке по высоте. Если при этом также можно регулировать и элемент 5 для запрессовки, то отпадает необходимость в регулировании устройства в целом, а нужно регулировать только высоту элемента 5 для запрессовки, если должна быть изменена глубина запрессовки трубчатых фурм. Конечно, элемент 5 для запрессовки может быть сконструирован по-разному, таким образом, он может быть расположен снаружи камеры 3 высокого давления и быть приспособлен для взаимодействия, например, с буртиком, аналогичным буртику 13 на трубчатой фурме 1 и расположенным ниже последней. Он может также быть подвижным. Устройство для подачи давления само может питаться от стационарного источника давления 4, причем последний соединяется с камерой 3 высокого давления через гибкий шланг 22. Таким образом, можно достичь высокой степени приспособленности описанной системы подачи давления, и последняя может быть впоследствии установлена простым образом на действующих предприятиях.
На фиг. 4а показана система подачи давления, которая разделена на две камеры 3 и 3' высокого давления. Это разделение может быть полезно, когда желательно распределить потребление давления на более чем один источник вдоль секции подачи давления или когда желательно увеличить давление вдоль секции подачи давления, причем последнее возможно посредством подачи одного давления из источника давления 4, а более высокого давления из источника давления 4'. Кроме того, разделение на камеры с различным давлением может также быть полезным, когда установку используют для производства разнообразной продукции, так что, когда нет необходимости в использовании полной длины секции высокого давления, т.е. когда отливки затвердевают выше по ходу потока от последней секции камеры высокого давления, подачу давления в последнюю можно прекратить.
На фиг. 4b показан преимущественный вариант деления на более чем одну камеру высокого давления, когда высокое давление должно подаваться посредством следующей камеры высокого давления, причем последняя расположена в предшествующей камере высокого давления, так чтобы разность давлений по ту сторону губок 20 от одной камеры 3' высокого давления до другой камеры 3 высокого давления стала меньше, чем в случае атмосферного давления, избыточного снаружи от губок 20 у камеры 3' высокого давления. При таком расположении камеру 3' высокого давления можно использовать при более высоком давлении, чем в других случаях, и/или получить снижение потерь.
В общей сложности изобретением предусматривается возможность использования каналов подачи давления в виде простых трубчатых фурм, которые могут быть выполнены простым и дешевым способом посредством несложной обработки стандартных труб или каким-то другим образом. Особенно предпочтительная возможность заключается в изготовлении трубчатых фурм из такого же материала, который используется для разливки в соответствующие полости литейных форм. В таком случае отчасти удается избежать загрязнения отливок "чужим" материалом, отчасти того, что трубчатые фурмы после извлечения, освобождения от налипов и наростов (прибыли) и т.п. с отливок могут составить часть от полного количества металла, подлежащую возврату для повторной плавки - в противном случае, понадобится тщательная и, следовательно, трудоемкая сортировка.
Более того, можно использовать относительно современные устройства регулирования давления для источников 4 давления, поскольку последние могут быть выбраны просто в виде стандартных источников давления, например компрессоров, с необходимыми регулирующими устройствами. Кроме того, замена изношенных деталей, а именно губок 20, может быть выполнена простым образом, если в кожухе 9 камеры высокого давления предусмотрена возможность его открытия возле паза 2 для того, чтобы упростить удаление губок 20 из удерживающих гнезд и заменить новыми губками 20, причем последние, представляя собой, например, эластичную упругую ленту, отрезают требуемой для паза 2 длины. Система подачи давления становится абсолютно приспособляемой, если камера 3 высокого давления или камеры 3, 3' высокого давления выполнена(ны) в виде устройства, способного перемещаться в соответствии с необходимостью, и подключены к одному или нескольким источникам давления 4, 4' через канал 22 подачи давления в форме, например гибкого шланга, причем это позволяет передвигать и регулировать устройство подачи давления по пути следования наружу детали 6 литейной формы с каналами подачи давления к емкости для подпитки, и это позволяет адаптировать систему к замене литейных форм, в которых каналы 1 подачи давления в форме фурм могут следовать разными путями. Кроме того, можно простым образом приспособить фурмы к литейным формам, подлежащим использованию в каждом конкретном случае, причем изготовление фурм 1 для системы является простым делом. Кроме этого, можно использовать существующие источники давления или стандартные источники давления 4, причем последние присоединяют к источнику подачи давления обычным образом.
Список деталей
1 трубчатая фурма
2 - паз
2' - паз
3 - камера высокого давления
3' - камера высокого давления
4 - источник давления
4' - источник давления
5 - элемент для запрессовки
6 - деталь литейной формы
7 - поверхность разъема
8 - емкость для подпитки
9 - кожух камеры высокого давления
10 - конец/конец фурмы/отверстие для подачи давления
11 - наконечник трубчатой фурмы
13 - буртик
15 - выходной паз/выходное отверстие
16 - расширенные части
20 - губка
21 - поверхность разъема губок
22 - гибкий шланг
30 - стрелка
31 - стрелка
32 - стрелкас
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЫТИЯ ВХОДА В ЛИТЕЙНУЮ ФОРМУ ПОСЛЕ НЕГРАФИТАЦИОННОГО ЛИТЬЯ НЕЖЕЛЕЗНОГО СПЛАВА В СЫРЫЕ ЛИТЕЙНЫЕ ФОРМЫ РЯДНОЙ УСТАНВОКИ (ВАРИАНТЫ) | 1995 |
|
RU2127172C1 |
| ЛИТЕЙНАЯ ФОРМА С ВЕРТИКАЛЬНОЙ ПЛОСКОСТЬЮ ИЛИ ПЛОСКОСТЯМИ РАЗЪЕМА И УЧАСТОК ЗАЛИВКИ И ОХЛАЖДЕНИЯ В РЯДНОЙ ФОРМОВОЧНОЙ УСТАНОВКЕ С ЛИТЕЙНЫМИ ФОРМАМИ | 1994 |
|
RU2107575C1 |
| ЛИТЕЙНАЯ ФОРМА, СТЕРЖЕНЬ И СПОСОБ ЛИТЬЯ | 1995 |
|
RU2139771C1 |
| СПОСОБ УТИЛИЗАЦИИ И УДАЛЕНИЯ ВЫДЕЛЯЮЩИХСЯ В ВАГРАНКЕ ОСТАТОЧНЫХ ВЕЩЕСТВ | 1997 |
|
RU2148663C1 |
| СПОСОБ ПЛАВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ШИХТОВЫХ МАТЕРИАЛОВ В ШАХТНОЙ ПЕЧИ | 1997 |
|
RU2137068C1 |
| СПОСОБ МАРКИРОВКИ ОТЛИВОК | 1993 |
|
RU2087246C1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1994 |
|
RU2070475C1 |
| Пресс-форма для литья под давлением армированных отливок | 1987 |
|
SU1526899A1 |
| Машина для литья под давлением отливок, армированных многожильным канатом | 1976 |
|
SU747616A1 |
| Способ получения отливок | 1989 |
|
SU1734941A1 |
Изобретение относится к литейному производству. При заливке металлом литейных форм, имеющих емкости для подпитки, вводят трубчатые фурмы. Сначала вводят наконечник на короткое расстояние от емкости для подпитки, после чего в трубчатые фурмы подают давление из камеры высокого давления. Посредством элемента с наклонной поверхностью их запрессовывают вниз через материал формы в емкость для подпитки для подачи давления в последнюю. Изобретение позволяет подавать давление в емкость без использования сложного оборудования и без риска, что расплавленный металл подвергнется нежелательному воздействию давления. 3 с. и 17 з.п. ф-лы, 6 ил.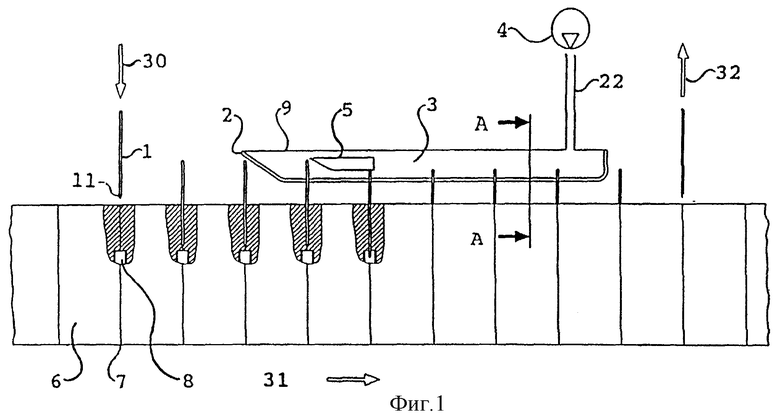
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| US 3566952, 02.03.1971 | |||
| Самоходная тележка многоопорной поливной машины | 1976 |
|
SU649369A1 |
| Литейная форма | 1980 |
|
SU999340A1 |
| US 5297610 A, 29.05.1994 | |||
| ПРЖИБЫЛ Й | |||
| Затвердевание и питание отливок | |||
| - М.: Машгиз, 1957, с.208, рис.182, 183. | |||

