Изобретение относится к термической обработке сплавов алюминия-лития и, в особенности, к термической обработке для упрочнения таких сплавов и для оптимизации прочности на излом в плоском напряженном состоянии структур из таких сплавов. Как известно, эти сплавы, в частности, применяются в конструкции наружной обшивки самолетов и, более конкретно, в конструкциях фюзеляжей, крыльев и хвостового оперения самолетов. В таких областях применения низкая плотность, высокая жесткость и хорошие усталостные свойства сплавов алюминия-лития позволяют достигать экономию веса для получения максимальной экономичности самолета.
Уровень техники, относящийся к этому изобретению и известный до времени его создания, определяется следующим. "Влияние воздействия температуры при 70oC на характеристики стойкого к повреждениям листа из сплава алюминия-лития". Февраль 1995. Ссылка DRA/SMC/WP9520008 Д.С.Мак-Дармейда; "Механические свойства листа из алюминиевого сплава 2024-Т3". Декабрь 1991. Ссылка TR91071 Д.С.Мак-Дармейда, К.Э.Томаса и К.Уилера.
Было показано, что алюминиево-литиевые (Al-Li) сплавы, зарегистрированные в Ассоциации по алюминию как AA8090 и AA2091 (ниже указываемые без приставки "AA") в форме рекристаллизированного листа и недостаточно прошедшие процесс старения в закаленных с отпуском образцах, обладают "стойкостью к повреждениям" в том смысле, что скорость роста усталостной трещины весьма мала в сочетании с достаточно высокими уровнями прочности на излом в плоском напряженном состоянии (Kc). Оба изделия широко исследовались как потенциальные альтернативы наиболее широко сейчас используемым материалам для наружной обшивки гражданских самолетов, в частности для фюзеляжей, например из листа alclad 2024 T3 и 2014A T4, где уменьшение плотности, связанное с содержащими литий сплавами, позволило бы значительно сэкономить вес. 8090 в виде пластин также исследовался с целью применения в верхней и нижней обшивках крыла и хвостового оперения.
В дополнение к требованиям, выставляемым к стойкости к повреждению, существует несколько других необходимых характеристик, которым должны обладать любые новые материалы для наружной обшивки и, в особенности, материалы для наружной обшивки фюзеляжа, крыльев и хвостового оперения. К ним относятся адекватная прочность, хорошая стойкость к коррозии и часто невыраженное, но очень важное требование долгосрочной температурной стабильности, т.е. способность выдерживать длительные периоды времени при умеренно повышенных температурах без заметной или неприемлемой потери каких-либо ключевых характеристик. Для фюзеляжа дозвукового гражданского самолета наихудшим случаем для температурной нестабильности является воздействие на земле комбинированных воздействий высоких окружающих температур и сильного солнечного излучения. В основном признано, что в тропических условиях температура наружной обшивки фюзеляжа может достигать до 70-85oC, когда солнце находится в зените или около него. В течение срока службы самолета это могло бы, в наихудшем случае, представлять собой кумулятивное воздействие высоких температур в течение около 65000 часов (например, по 6 часов ежедневно в течение 30 лет), хотя такое воздействие будет достигаться только для самолета, либо размещенного в условиях пустыни или летающего нерегулярно с тропических баз. Температурная стабильность - это также один из аспектов озабоченности при рассмотрении применения сплавов Al-Li для наружной обшивки крыльев и хвостового оперения.
Сплавы 9090 и 2091 прежде всего исследовались для применения в наружной обшивке фюзеляжа в условиях Т81 и Т84 соответственно. Условие Т81 для 8090 достигается путем искусственного старения с упрочнением ("старение") и условия Т31 (т. е. с обработкой в растворе и с контролируемым растяжением) в течение 24 часов при 150oC, тогда как условие Т84 для 2091 достигается старением от условия Т3 в течение 12 часов при 135oC после медленного подъема от температуры окружающей среды до 135oC. Эти обработки предназначены образовать изделия, имитирующие механические свойства alclad 2024 Т3 (т.е. нижний предел для 0,2% максимального напряжения был установлен как приблизительно 270 МПа), чтобы легче можно было рассмотреть замещающие области применения. Существует также широко распространенное представление, что сплавы Al-Li необходимо имели величины прочности в статическом состоянии, как минимум, эквивалентные alclad 2024 Т3, для успешного применения в наружных обшивках. Но это не совсем так, поскольку увеличение модуля Юнга, связываемое с содержанием лития, способно более чем компенсировать любое незначительное уменьшение прочности, которое, как теперь можно видеть, может потребоваться для удовлетворения реальных требований к очень высокой прочности на разрыв (излом) и хорошей ударостойкости.
Несмотря на использование обработок с искусственным старением, как известно, оба упомянутые изделия Al-Li имеют малую температурную стабильность (термостабильность) в диапазоне температур 70-85oC и увеличение прочности, связанное с непропорционально большим уменьшением Kc, происходит после относительно коротких изотермических воздействий (т.е. очень значительный эффект после 1000 часов). Эта обратная взаимосвязь между прочностью и Kc для сплавов Al-Li была многократно продемонстрирована. Учитывая, что уровни начальной прочности для обоих сплавов, прошедших старение до своих предыдущих состояний (т. е. Т81 и Т84 для 8090 и 2091 соответственно), являются маргинальными для предполагаемых применений по сравнению с alclad 2024 Т3 (существующий промышленный стандарт), это отсутствие термостабильности и вредное воздействие на жесткость даже очень малых повышений прочности повсеместно рассматривается как основной фактор, влияющий на малое применение в фюзеляжах гражданских самолетов.
Причину температурной нестабильности относят за счет непрерывного осаждения δ′ Al3Li), т.к. существует обратная взаимосвязь между равновесной объемной фракцией δ′ и температурой (т.е. равновесная объемная фракция увеличивается с понижением температуры). Высокая скорость диффузии лития в алюминии приводит к тому, что образование δ′ не управляется эффективно скоростью диффузии до тех пор, пока температура не упадет значительно ниже интересующей нас температуры воздействия. Из этого следует, что даже экстенсивное старение при указанных температурах в предыдущих исследованиях (т.е. 135-150oC) никогда не приведет близко к полному осаждению δ′, и высокая термодинамическая движущая сила для идущего осаждения в сочетании с адекватными скоростями диффузии лития будут существовать при рассматриваемых температурах максимального температурного воздействия или близко к ним (ниже их). Вместо этого, экстенсивное старение при этих "более высоких" температурах только способствует увеличению объемных фракций других фаз, таких как S'(Al2CuMg), оставляя структуру с чрезвычайно высокой прочностью, но с относительно низким δ′ Поэтому последующее долгосрочное температурное воздействие приводит к большому увеличению объемной фракции δ′, повышению прочности и хрупкости.
Чтобы проиллюстрировать воздействие непрерывного осаждения δ′, двойные образцы партии (ниже называемой материалом "партии 1") 8090 Т81 подвергались диапазону термообработок до воздействия на них повышенной температуры в течение значительного периода времени. Состав в весовых процентах материала партии 1 был следующий: Li 2,23; Cu 1,14; Mg 0,79; Fe 0,045; Zr 0,06; Al - остальное.
Выбранная обработка включала в себя 10-минутную "реверсию" при 200oC от состояния Т81 (т. е. вызывание уменьшения на 0,2% максимального напряжения из-за расплавления (растворения) δ′), за чем следовало повторное старение при 170oC в течение 4 часов (чтобы достичь восстановления до приблизительно первоначального уровня максимального напряжения 0,2% Т81) и, наконец, обработка экстенсивным сверхстарением при 220oC в течение 12 часов в дополнение к начальной обработке Т81.
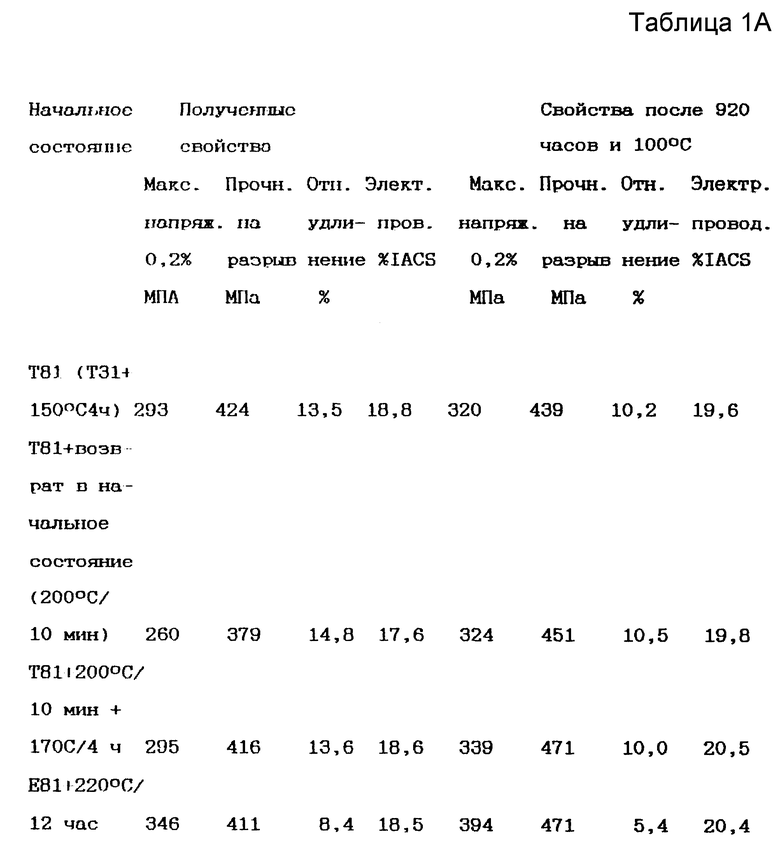
После испытания на растяжение (разрыв) одного длинного поперечно (LT) ориентированного образца, фиксирующего каждое состояние, двойные образцы всех состояний, включая состояние "контроля" Т81, затем подвергались температуре 100oC в течение 920 часов, чтобы грубо создать воздействие тропических температур в течение всего срока службы. Результаты проведенных испытаний механических свойств и измерений электрической проводимости представлены в таблице 1.
Из таблицы 1 ясно, что осаждение, идущее при 100oC, приводит к значительному увеличению прочности. Возвращенный в прежнее состояние материал восстанавливается до более высокой прочности, чем в случае контрольного состояния, что указывает на неэффективность реверсии как средства повышения жесткости 8090. При этом нужно учесть эффекты тепловой нестабильности, поскольку начальное преимущество реверсии непродолжительно и, в конце концов, можно ожидать, что такая обработка может быть вредной, т.к. она приводит к более высокой конечной прочности после температурного воздействия. Увеличение прочности возвращенного в прежнее состояние материала в добавление к не возвращенному в прежнее состояние материалу при завершении температурного воздействия приписывается на счет дополнительного S', осажденного во время процесса реверсии. Аналогичным образом, дополнительное увеличение прочности возвращенного в прежнее состояние и прошедшее повторное старение материала после температурного воздействия по сравнению с любым из Т81 и Т84 плюс условия реверсии относится за счет повышенного S', связанного с воздействием 170oC в течение 4 часов.
Наконец, считается, что использование сверхстранения полностью неэффективно для достижения стабильности с повышением на 48 МПа в 0,2% максимального напряжения, которое очевидно при завершении воздействия в течение 920 часов. Аналогичные результаты для всех начальных условий можно предвидеть для воздействия, скажем, при 70oC, и даже еще более высокая равновесная объемная фракция δ′ может быть реализована при этой температуре, чем при 100oC, хотя время воздействия, требуемое для достижения насыщения, будет намного больше при более низкой температуре из-за уменьшенных скоростей диффузии.
Следует отметить, что лист партии 1 8090 имел Т81 LT 0,2% максимального напряжения в 293 МПа, и при этом образовалось то, что считается насыщенным δ′ 0,2% максимального напряжения в 320 МПа после температурного воздействия 920 часов при 100oC, т.е. увеличение на 27 МПа.
Согласно настоящему изобретению улучшенный способ термообработки алюминий-литиевого сплава включает в себя выполнение последовательности из, как минимум, 2-х этапов искусственного старения, причем 1-ый этап выполняется в 1-ом температурном диапазоне и, как минимум, один дальнейший этап выполняется в уменьшенном температурном диапазоне.
Таким образом, достигается специфическое содействие осаждению δ′, и для соответственно выбранных диапазонов температур достигается покрытие объемной фракции S' для достижения условия использования с адекватной, но не чрезмерной начальной прочностью, что совместимо с требованием высокой прочности к излому, со способностью сохранять адекватную прочность к излому после долговременного воздействия умеренно повышенных температур. Когда выбираются другие соответствующие диапазоны температур согласно этому изобретению, возникает возможность сочетать содействие осаждению δ′ с высокими уровнями объемной фракции S', что приводит к уровню прочности, который выше, чем было бы возможно в других случаях для сплава такого состава для данного суммарного времени обработки старением.
Вывод состоял в том, что термостабильность, скажем, при 70-85oC можно достичь только реализацией равновесной объемной фракции δ′ для этой температуры. Достижение насыщения δ′ нужно без реализации слишком высокого уровня максимального напряжения 0,2%, что иначе было бы несовместимо с повсеместным требованием высокой стойкости к излому.
Затем проводились испытания на старение согласно этому изобретению с использованием материала 8090 Т31 начального состояния, к которому приходили при обработке повторным раствором и контролируемым растяжением некоторого материала 8090 Т81 партии 1. Обработка повторным раствором NB проводилась при 505oC, чтобы избежать роста зерен. Старение начиналось при 150oC, но в течение недолгого времени (намного меньше, чем в течение 24 часов при 150oC, как в предыдущих исследованиях), за чем следовали поступательные снижения температуры и увеличения времени старения для того, чтобы можно было накрывать объемную фракцию S' и фазы, отличные от δ′. и можно было реализовать высокую объемную фракцию δ′
Таким образом сейчас считается, что состояния с более высоким балансом между объемными фракциями осадка и распределением размеров осадка δ′. и S' можно достичь с относительно низким уровнем максимального напряжения 0,2% (и потому с высокой стойкостью к излому) и с ограниченной способностью к дальнейшему упрочнению посредством идущего осаждения δ′
Принятие этого вида регрессивной поэтапной (RS-W) обработки старением согласно этому изобретению полностью определяет необходимость осаждения достаточного количества S', чтобы предотвратить, что механизм пластической деформации, доминируемый плоскостной сдвиг - механизм деформации, который, если бы он не задерживался должным образом присутствием S', привел бы к низким уровням пластичности, особенно в продольном направлении.
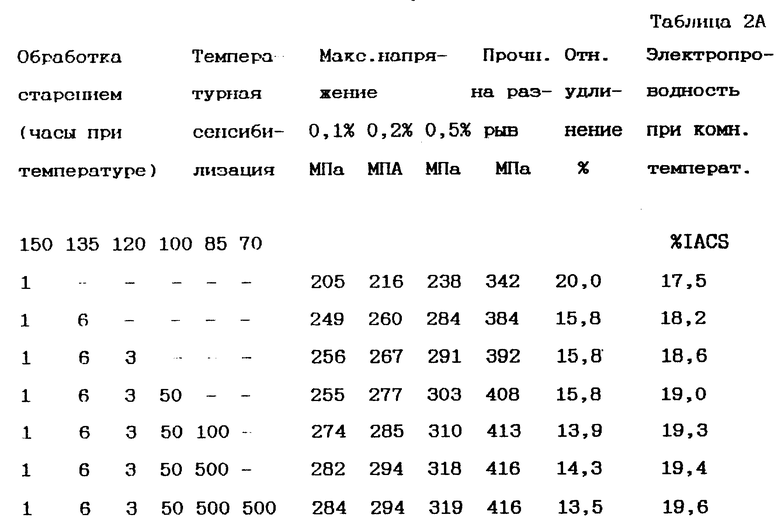
В течение этой начальной работы с обрабатываемым повторным раствором материалом партии 1 было изучено большое количество комбинаций RS-W старения типа температура/время. Особенно примечательны были обработки, основанные на 4-этапной последовательности RS-W старения, начиная с 1 часа или 3 часов при 150oC, за чем следовали периоды при 135, 120 и 100oC, как показано ниже:
1 час/150 + 6/135 + 3/120 + 50/100oC (см. таблицу 2A)
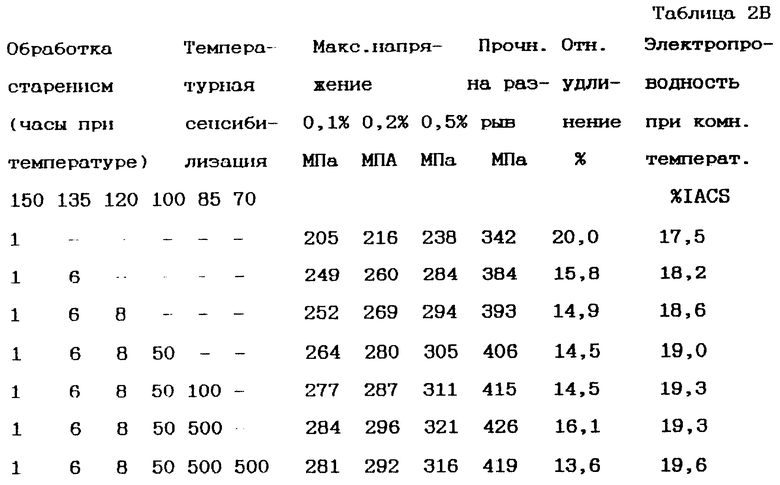
1 час/150 + 6/135 + 8/120 + 50/100oC (см. таблицу 2B)
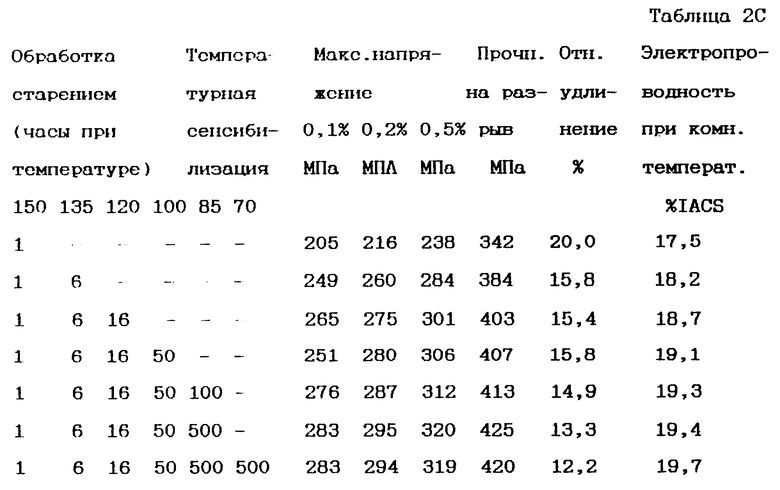
1 час/150 + 6/135 + 16/120 + 50/100oC (см. таблицу 2C)
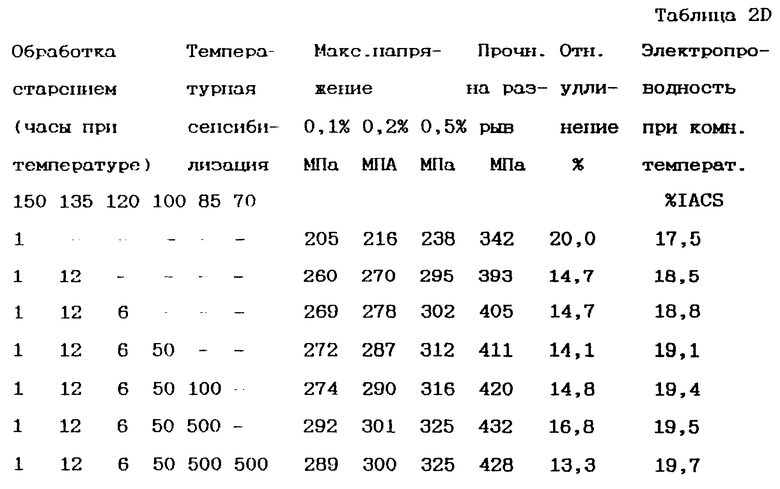
1 час/150 + 12/135 + 6/120 + 50/100oC (см. таблицу 2D)
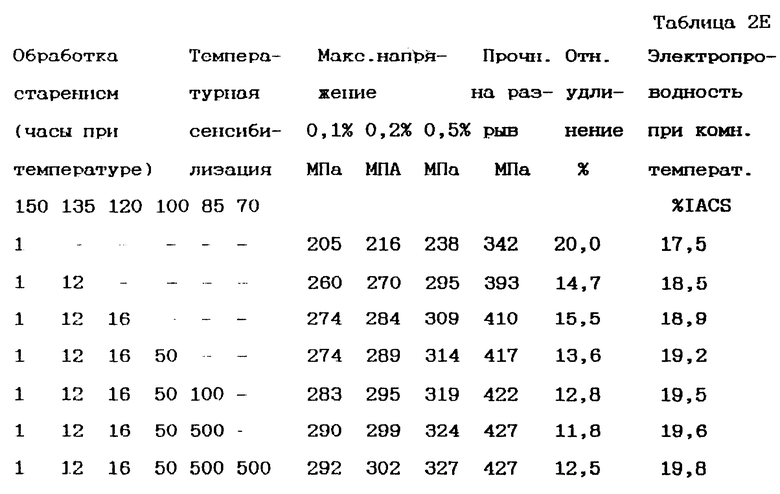
1 час/150 + 12/125 + 16/120 + 50/100oC (см. таблицу 2E)
3 часа/150 + 12/135 + 6/120 + 50/100oC (см. таблицу 2F)
3 часа/150 + 6/135 + 16/120 + 50/100oC (см. таблицу 2G).
Эти обработки, и результирующие механические свойства, и результаты измерений электрической проводимости как во время последовательности старения, так и в результате разных периодов температурных воздействий при 85 и 70oC показаны на таблицах 2A - 2G.
Затем была взята новая партия листа 8090 (ниже называемая "партия 2"), которая ранее не термобрабатывалась в растворе. Этот материал использовался для испытаний с термообработкой в растворе и старением, чтобы оптимизировать процесс RS-W старения. Состав в весовых процентах листового материала партии 2 был:
Li 2,26; Cu 1,21; Mg 0,69; Fe 0,047; Zr 0,06; Al - остальное.
Из результатов испытаний партии 1 было понятно, что этап с 135oC, очевидно, привел к избыточному старению не-δ′), фаз и потому его можно было прекратить. Было также признано, что если бы структура фюзеляжа была склеена адгезивом (т. е. прикрепление стрингеров к наружной обшивке), то наиболее вероятно применялась бы система вулканизирующей смолы при 150 или 120oC, такой как REDUX (зарегистрированный товарный знак) 775 (CIA), или AF163-2 (3M), или аналогичной. В случае REDUX 775 (вулканизация при 150oC) цикл вулканизации можно было бы комбинировать с этапом RS-W старения при 150oC, и все последующие этапы можно было бы затем применять к склеенному узлу наружная обшивка/стрингер. В этом случае экономическое преимущество состояло в снижении температуры на втором этапе, так что узел не требовал бы избыточного давления для защиты адгезива (на основе фенола). Это достигалось бы снижением температуры 2-го этапа с 135 до 125 - 120oC, тогда как непрерывное использование этапа старения при 135oC потребовало бы, чтобы этот этап старения имел место в автоклаве или в прессе для склеивания. Если бы применялась система со смолой, вулканизирующейся при 120oC, такая как AF163-2, тогда нужно было бы вводить цикл вулканизации после завершения всех этапов старения при температурах более 120oC. Никакого избыточного давления не требовалось бы для любого набора температур старения, равных или меньше 120oC.
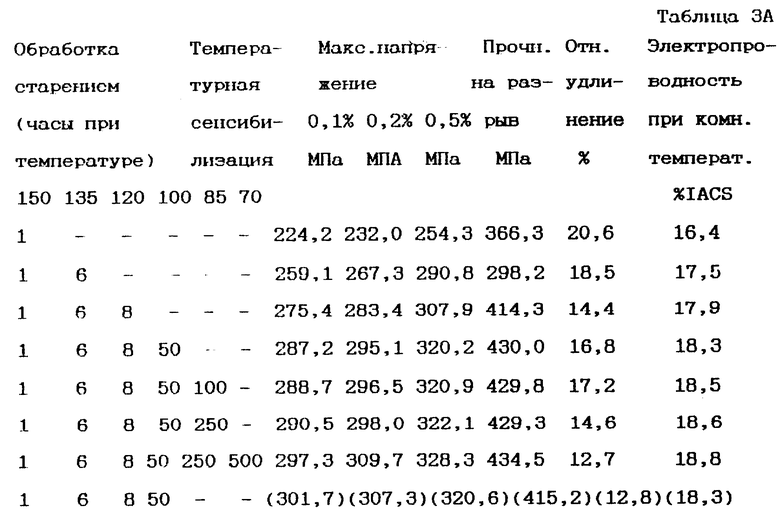
Было сделано несколько испытаний RS-W на старение с использованием материала партии 2, который обрабатывался раствором при 530oC и контролируемо растягивался 1,75% +/- 0,25%. Обращают на себя внимание следующие виды обработки RS-W: 1 час/150 + 6/135 + 8/120 + 50/120oC (включено в реперный материал партии 2 с партией 1) (см. таблицу 3A)
1 час/150 + 8/120 + 24/105 + 24/95oC (см. таблицу 3B)
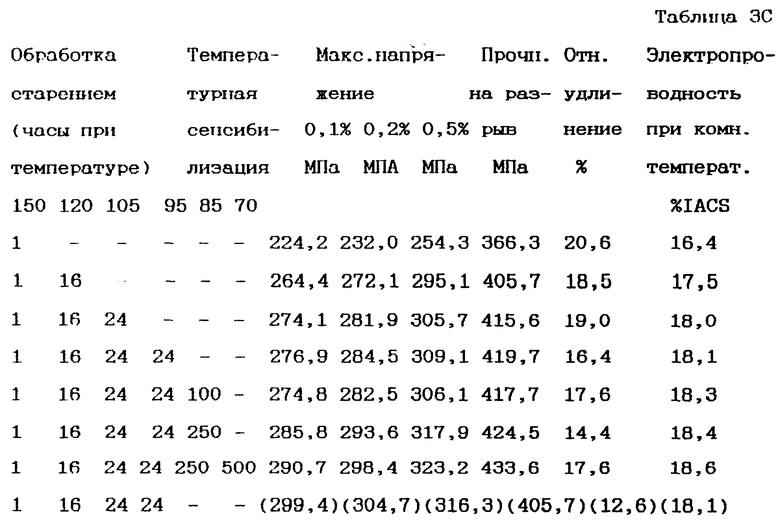
1 час/150 + 16/120 + 24/105 + 24/95oC (см. таблицу 3C)
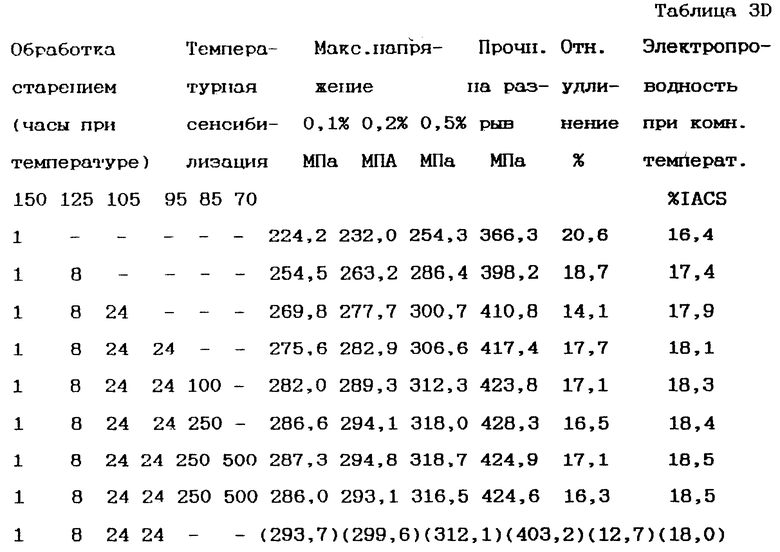
1 час/150 + 8/125 + 24/105 + 24/95oC (см. таблицу 3D)
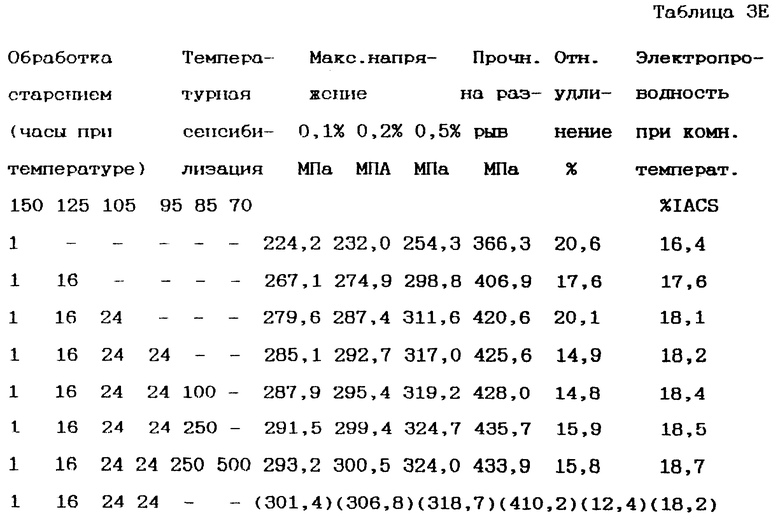
1 час/150 + 16/125 + 24/105 + 24/95oC (см. таблицу 3E)
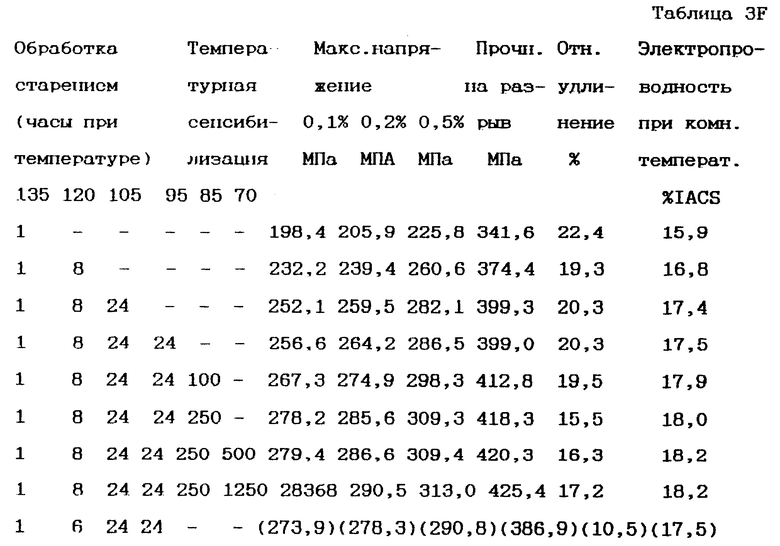
1 час/135 + 8/120 + 24/105 + 24/95oC (см. таблицу 3F)
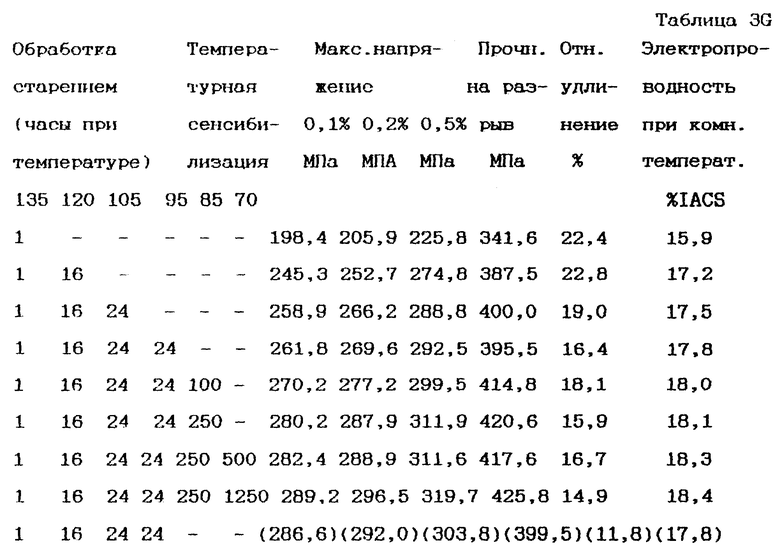
1 час/135 + 16/120 + 24/105 + 24/95oC (см. таблицу 3G)
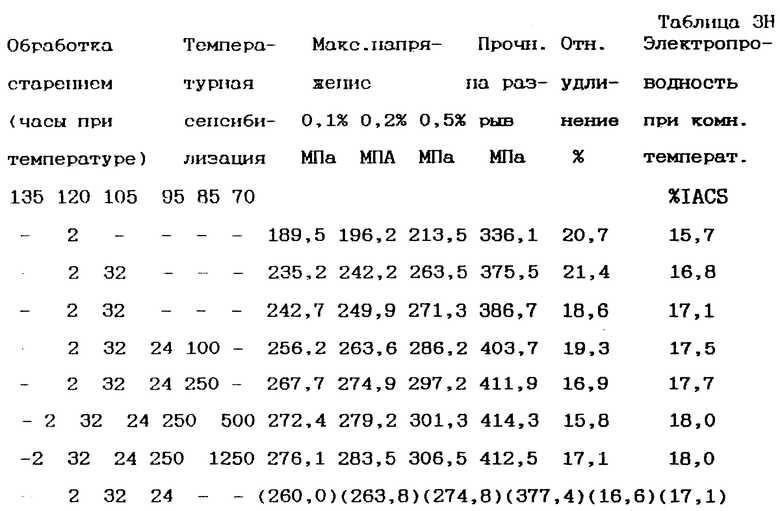
2 часа/120 + 32/105/ + 24/95oC (см. таблицу 3H)
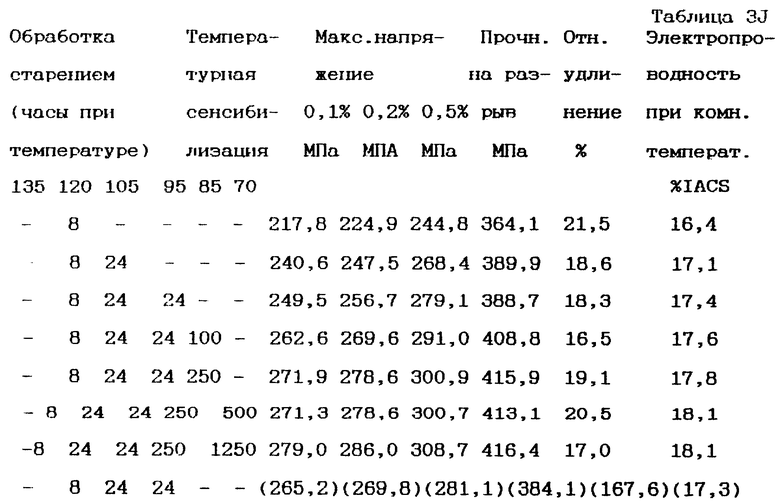
8 часов/120 + 24/105 + 24/95oC (см. таблицу 3J).
Эти испытания показали, что этап при 135oC был избыточным и что предпочтителен прямой переход от приблизительно 150oC до приблизительно 120 (или 125)oC. Обработки, начинавшиеся с 135 и 120oC, имели некоторые достоинства, но давали полностью термообработанное состояние, которое имело малую прочность, но которая в конце концов, после температурного воздействия, повышалась до уровней, совместимых с уровнями при обработках, начинавшихся со 150oC, и поэтому ожидалось, что не будет никаких преимуществ в смысле улучшенной для использования жесткости.
На основе данных этих испытаний на растяжение (разрыв) была выбрана последовательность 1 час/150oC + 8/120oC + 24/95oC для дальнейшего исследования и усовершенствования. Это включало в себя старение полноразмерных листов, чтобы позволить произвести испытание прочности на излом широкой панели.
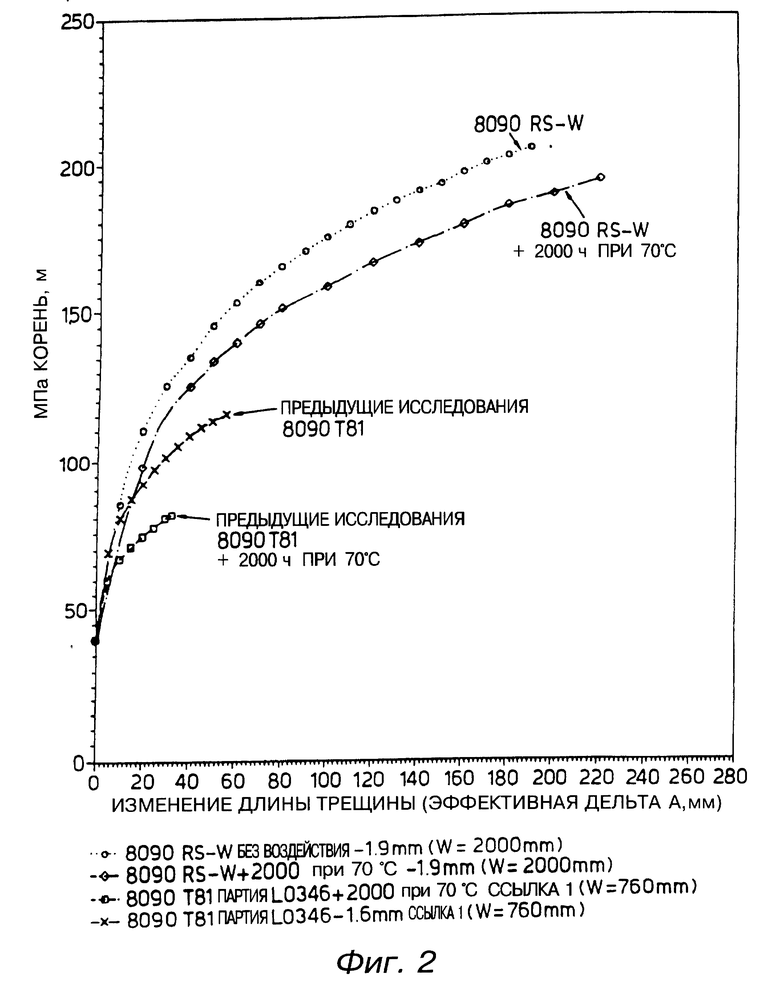
Результат 1-го испытания на прочность на излом, проведенного на материале партии 2 толщиной 1,9 мм, прошедшем старение 1 час/150oC + 8/120oC + 24/105oC + 24/95oC, показан на фиг. 1 в виде кривой сопротивления излому (R-кривая). Этот результат сравнивается с R-кривыми, относящимися к предыдущим материалам 8090 T81 и возвращенному в прежнее состояние 8090 T81 (ссылка 1), нестабильное состояние, которое, как ранее было показано, дает улучшение жесткости вместе с alclad T3 (ссылка 2). Можно видеть, что применение обработки RS-W согласно изобретению дало состояние очень высокой жесткости, которое сравнимо с alclad 2024 T3 или лучше его. Это первое известное по сообщениям получение листа 8090, превосходящего по жесткости alclad 2024 T3. 1-ый лист 8090 толщиной 1,9 мм прошел указанную обработку RS-W, за чем следовало температурное воздействие в течении 2000 часов при температуре между 70 и 75oC. R-кривая для этого материала показана на фиг. 2 вместе с R-кривой без воздействия.
Также представлена R-кривая для предыдущего материала 8090 T81 с температурным воздействием 70oC в течение 2000 часов и без него (ссылка 1). Можно видеть, что хотя материал RS-W претерпел уменьшение жесткости, это снижение (около 6%) гораздо меньше и с более высокого начального уровня, чем в случае предыдущего материала 8090 T81. NB: Сравнительные данные, выделенные в графическом виде из ссылок 1 и 2, представлены только для целей иллюстрации и не предназначены для ограничения изобретения.
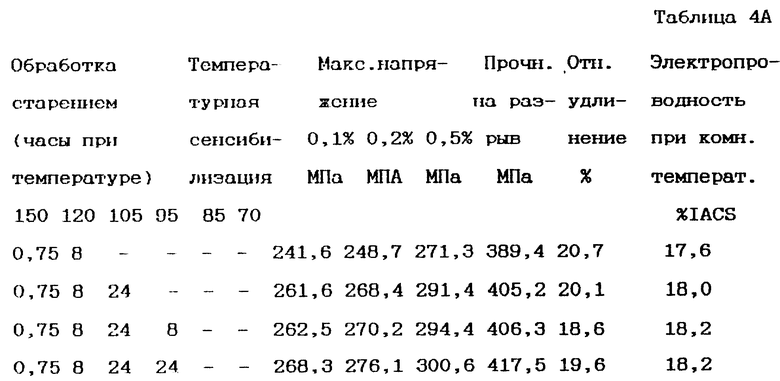
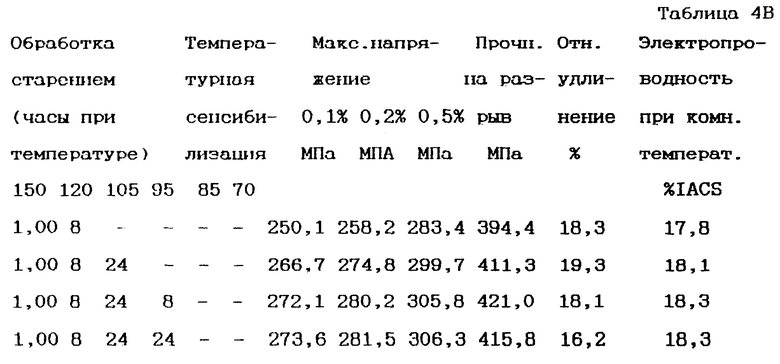
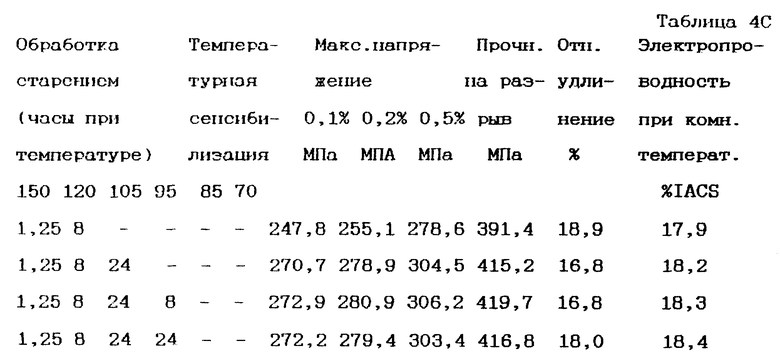
Проводились также опыты для определения чувствительности к температуре и к временным изменениям для 1-го этапа старения и для определения того, полезно ли отсечь последний этап 24 часа/95oC. Результаты этих опытов показаны в таблицах 4A, 4B и 4C для материала партии 2. Было установлено, что 1-ый этап можно укоротить до 0,75 часа или продлить до 1,25 часа без проявления вредных эффектов. Было также обнаружено, что конечный этап можно укоротить до 8 часов для материала, прошедшего 1 час/150oC или 1,25/150oC без наблюдения значительного воздействия на конечную прочность и для применений, когда прочность не является критической. Этот этап можно полностью опустить или/и принять более краткую обработку старением при 150oC. Предпочтительная обработка старением, определенная в результате этой работы, такова: 1 час/150oC + 8/120oC + 24/105oC + 8/95oC. 4-этапная обработка имела то преимущество, что она максимально повышала степень благоприятного упрочнения (т.е. упрочнения благодаря осаждению δ′,), не требуя чрезвычайно длительной обработки старением, которая могла бы быть неэкономичной.
Было обнаружено, что обработка является умеренно нечувствительной к температуре старения в диапазоне +/-5oC (все этапы) и к изменениям длительности отдельных обработок в диапазоне +/- 25% от указанного времени.
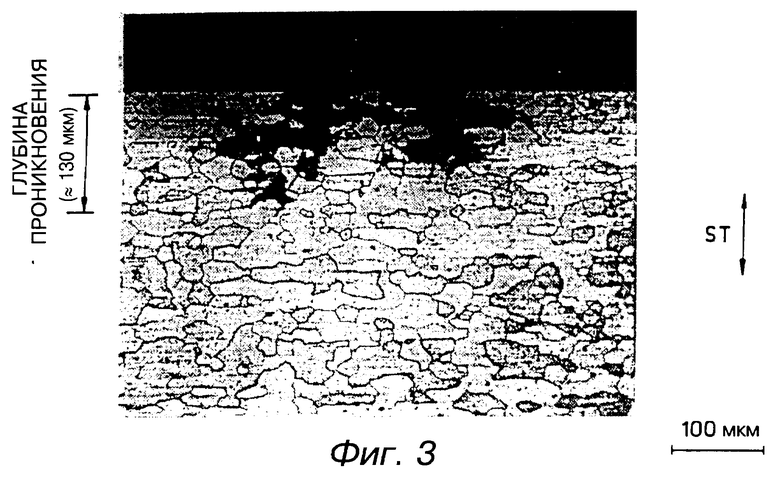
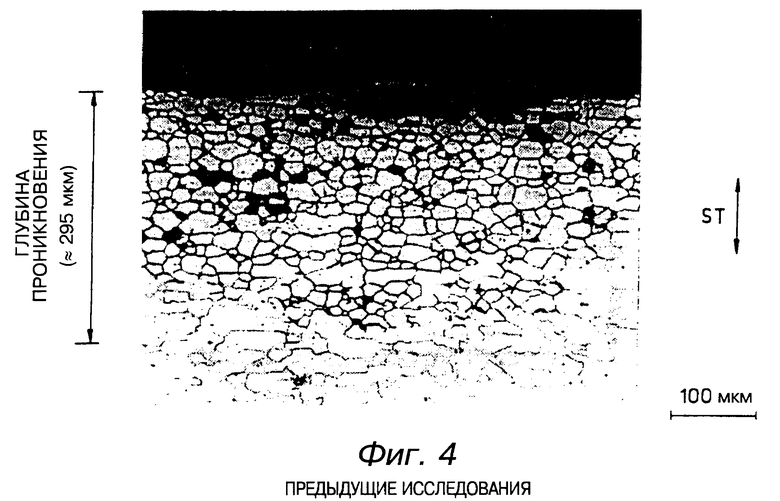
Было также обнаружено, что предпочтительная обработка старением порождает оптимальную стойкость к коррозии между зернами при измерении испытания на коррозию по ASTM (Американское общество по испытанию материалов) G110, причем глубина проникновения коррозии ограничивалась приблизительно 15 мкм и имелась тенденция образовывать локализованные язвины коррозии с наличием очень малого разъедания между зернами или фактически без него.
Это очень заметно отличается от 8090 T81, в котором часто проявляется разъедание более 250 - 300 мкм и который характеризуется широкой сетью проникновения между зернами. Виды разъедания между зернами для состояний RS-W и T81 показаны на фиг. 3 и 4 соответственно.
Затем еще несколько полноразмерных листов подвергались предпочтительной обработке старением 1 час/150 + 8/120 + 24/105 + 8/95oC. Эти листы предназначались для установления начального уровня жесткости для листа в 1,6 мм и для получения образцов для долговременного температурного воздействия, так что можно было бы определить R-кривые температурно-сенсибилизированного материала. R-кривая слегка более низкая, чем для материала в 1,9 мм, и считывается, что различие вызвано режимом прокатки, связанным с калибром 1,6 мм, различием в уменьшении лития, самим по себе эффектом толщины или сочетанием этих эффектов.
Лист материала партии 2, достаточный для проведения большого числа испытаний на растяжение, подвергался предпочтительной обработке старением и прошел испытание на воздействие температуры 70oC в течение 2000 часов вместе со сравнительным материалом партии 2, начально соcтаренным до состояния T81. Результаты показаны в таблице 5 и нанесены на график как зависимость максимального напряжения 0,2% от Log10 времени воздействия.
Очевидно, что материал T81 прошел период выдержки от приблизительно 100 часов в точке воздействия до немного более 1000 часов, во время которых фактически не было заметно изменений максимального напряжения 0,2%. Затем было быстрое увеличение максимального напряжения 0,2%. В отличие от этого, материал, подвергаемый старению RS-W, не проявлял такого эффекта выдерживания и было заметно постоянное повышение максимального напряжения 0,2% в зависимости от логарифма времени воздействия. Нужно отметить, что градиент 2-х кривых (исключая период выдерживания для T81) представляется почти идентичным, тем самым указывания, что "преимущество" более низкой прочности в материале RS-W поддерживаается, а экстраполяция точки 65000 часов говорит о том, что материал T81 в конечном счете состарится до максимального напряжения 0,2% приблизительно 349 МПа, тогда как материал RS-W не превысит приблизительно 318 МПа. Это представляет собой улучшение в смысле предотвращения увеличения прочности приблизительно на 31 МПа, которое произошло бы в других случаях.
Однако этот конечный предсказанный уровень максимального напряжения 0,2% для материала RS-W партии 2 считается приблизительно на 25 - 30 МПа выше значения, рассматриваемого как совместимого с целью уравнивания с прочностью к излому в плоском напряженном состоянии alclad 2024 T3. Чтобы достигнуть дальнейшего уменьшения уровня насыщенного δ′. из-за максимального напряжения 0,2%, может потребоваться изменение состава в сочетании с обработкой RS-W. Для сплава 8090 считается, что уровень магния должен быть уменьшен с уровня 0,69%, присутствующего в партии 2, до в принципе минимального уровня в регистрации состава (т.е. 0,6%) или даже ниже этого значения даже в принципе до 0,4%. Это еще больше ограничит упрощение, приписываемое осаждению S', и увеличит предел растворимости лития в алюминии, тем самым ограничивается степень осаждения δ′, . Аналогичным образом, может также возникнуть необходимость поддерживания уровня лития у минимума состава 8090 или даже ниже (т. е. 2,2%). Понижение уровней меди может быть контропродуктивно в смысле жесткости, и поэтому дальнейшее разжижение ниже уровня партии 2 может быть нецелесообразным.
Чтобы еще показать преимущество снижения температуры старения согласно изобретению для увеличения объемной фракции осадка, рекристаллизованный лист 8090 T31 подвергался старению в течение 24 часов при 170oC, чтобы достигнуть среднего состояния прочности, и затем подвергался старению в течение 8 часов при 120oC. Свойства прочности на разрыв (растяжение) в продольном направлении после старения в течение 24 часов при 170oC согласно предыдущим исследованиям показаны ниже вместе с этими свойствами после следующего периода 8-часового старения при 120oC согласно изобретению. Можно видеть, что значительное увеличение прочности является результатом включения относительного краткого этапа старения при более низкой температуре, и что достигнутый конечный уровень при более низкой температуре, и что достигнутый конечный уровень прочности значительно выше, чем получилось бы вследствие, скажем, 32 часов (т.е. 24 + 8 часов) при 170oC (см. таблицу 1)
Концепция старения RS-W согласно изобретению для сочетания этапа старения предыдущих исследований с дальнейшим этапом или этапами старения при пониженной температуре до начального этапа старения для достижения состояния прочности от среднего до высокого уровней можно рассматривать как полезную в смысле доведения до максимума прочности, которую можно в конце концов получить, также как в смысле достижения данного уровня прочности в более короткое суммарное время старения, чем было бы возможно иначе. Этот вид обработки применим ко всем сплавам Al-Li, упрочненным частично осаждением δ′, и применим ко всем видам изделий, таким как пластины, выдавленные изделия, кованые изделия, трубы и т.д. Этот конкретный вид обработки старением согласно изобретению теперь называется Высокопрочностным регрессивным поэтапным старением ("HSRS-W").
Диапазон термических обработок.
Характер термообработки согласно аспекту RS-W этого изобретения таков, что имеется широкий диапазон обработок, которые достигают приблизительно одного и того же конечного состояния. Поэтому описывается очень широкий диапазон обработок RS-W, предназначенных давать состояние высокой стойкости к излому в плоском напряженном состоянии, и затем описываются разные усовершенствования, кульминация которых - предпочтительный диапазон (диапазон RS-W 4), особенно пригодный для сплава 8090 и который достигает оптимального сочетания начальной прочности, жесткости и температурной стабильности.
Обработка старением HSRS-W согласно этому изобретению сочетает процесс максимизации объемной фракции δ′ с обработкой старением, предназначенной давать состояние прочности от средней до высокой (т.е. с большим содержанием S' и δ′).Это приводит к повышенному уровню прочности, более высокому, чем получился бы только при начальной обработке старением предыдущих исследований или при изотермической обработке старением той же самой общей длительности, проводимой при более высокой температуре.
Для "кратких" этапов старения (т.е. меньших или равных в принципе 3 часам) указанное время может начинаться, когда температура изделия, определяемая контактным устройством измерения температуры (термопарой), достигает значения в границах 5oC от номинальной температуры обработки. Обычно для этапа старения при 150oC, применяемого в отношении листа толщиной 1,6 мм, когда листы загружаются в предварительно нагретую печь с циркуляцией воздуха, уместным было найдено время разогрева от 10 до 15 минут.
Для времени старения более приблизительно 3 часов отставание между температурами металла и воздуха в печи можно игнорировать, и тогда время обработки начинается, когда температура воздуха в печи восстанавливается на установленной температуре.
Для очень кратких обработок старением может быть необходимым использование масляной ванны или чего-то аналогичного вместо воздушной печи. В таких случаях потребуется соответствующая регулировка времени разогрева металла.
Согласно этому изобретению обработка при температурах ниже 90oC считается неэффективной.
Непрерывный переход между температурами, показанный по любой из пар смежных этапов, считается частью указанных температурных диапазонов и диапазонов времени.
Обработка RS-W - 1 диапазон
Диапазон температур - Временной диапазон
Этап 1 165 - 130oC - 15 минут - 24 часа
Этап 2 130 - 90oC - 1 час - 72 часа
Обработка RS-W - 2 диапазон
Диапазон температур - Временной диапазон
Этап 1 160 - 130oC - 30 минут - 12 часов
Этап 2 130 - 90oC - 2 часа - 72 часа
Обработка RS-W - 3 диапазон
Диапазон температур - Временной диапазон
Этап 1 150+/-5oC - 45 минут - 75 минут
Этап 2 120+/-5oC - 4 - 12 часов
Этап 3 105+/-5oC - 12 - 36 часов
Этап 4 95+/-5oC - 0 - 24 часа
Обработка RS-W - 4 диапазон
Диапазон температура - Временной диапазон
Этап 1 150+/-5oC - 1 час +/- 15 минут
Этап 2 120+/-5oC - 8+/-2 часа
Этап 3 105+/-5oC - 24+/-6 часов
Этап 4 95+/-5oC - 0 - 8 часов
HSRS-W
Диапазоны обработки HSRS-W описаны либо как 2-этапные, либо как 3/4-этапные (т. е. 4-этапная обработка, но с факультативным 4-м этапом, который, будучи опущен, тем самым приводит к 3-этапной обработке).
Обработка HSRS-W - 2-этапная, 1 диапазон
Диапазон температур - Временной диапазон
Этап 1 190+/-40oC - 20 минут - 72 часа
Этап 2 120+/-30oC - 1 час - 48 часов
Обработка HSRS-W - 2-этапная, 2 диапазон
Диапазон температур - Временной диапазон
Этап 1 170+/-20oC - 4 часа - 48 часов
Этап 2 125+/15oC - 4 часа - 36 часов
Обработка HSRS-W - 2-этапная, 3 диапазон
Диапазон температур - Временной диапазон
Этап 1 170+/-20oC - 12 часов - 36 часов
Этап 2 125+/-15oC - 6 часов - 24 часа
Обработка HSRS-W - 2-этапная, 4 диапазон
Диапазон температур - Временной диапазон
Этап 1 170+/-10oC - 24+/-4 часа
Этап 2 125+/-10oC - 8+/-2 часа
Обработка HSRS-W - 3/4-этапная, 1 диапазон
Диапазон температур - Временной диапазон
Этап 1 170+/-20oC - 4 часа - 48 часов
Этап 2 125+/-15oC - 6 часов - 24 часа
Этап 3 105+/-10oC - 8 часов - 30 часов
Этап 4 95+/-5oC - 0 - 8 часов
Обработка HSRS-W - 3/4-этапная, 2 диапазон
Диапазон температур - Временной диапазон
Этап 1 170+/-10oC - 24+/-4 часа
Этап 2 125+/-10oC - 8+/-4 часа
Этап 3 105+/-5oC - 18+/-6 часов
Этап 4 95+/-5oC - 0 - 8 часов
Резюмируя, использование способа старения RS-W согласно этому изобретению создает средство достижения уровня прочности сплавов алюминия-лития, таких как 8090, которые упрочняются осаждением δ′
и S', сравнимого с уровнями традиционных материалов из сплавов алюминия-меди, при одновременном ограничении степени последующего нежелательного упрочнения и связанной с этим потери прочности к излому, которая может иметь место из-за продолжительного воздействия умеренно повышенных температур, например, на наружную обшивку фюзеляжа, крыльев и хвостового оперения во время наземных воздействий при существовании относительно высокой окружающей температуры или/и при наличии существенного нагрева из-за солнечного излучения.
Использование способа старения HSRS-W этого изобретения создает средство достижения уровня прочности сплавов алюминия-лития, таких как 8090, которые упрочняются осаждением δ′ и S', сравнимого с уровнем для обычных материалов сплавов алюминий-медь и также алюминий-цинк.
Это изобретение также обеспечивает средство достижения улучшенного уровня жесткости всех других сплавов алюминия-лития, будь то в виде пластин, в виде листов, в выдавленном (экструзия) виде или иначе изначально упрочненных осаждением осадка δ′ (Al3Li) в сочетании с другими осадками, такими, как S'(Al2CuMg).
Кроме того, изобретение также обеспечивает улучшение стойкости сплава 8090 в форме рекристаллизовавшегося листа к коррозии между зернами.
Таблица 1А
Механические свойства и электропроводность при комнатной температуре 8090 партии 1 в разных начальных состояниях после 920 часов воздействия температуры 100oC.
Таблица 2A
Измерения свойств прочности на разрыв в длину в поперечном направлении и электропроводности для листа 8090 в 1,6 мм партии 1 при каждой стадии старения для последовательности старения 1 ч/150oC + 6 ч/135oC + 3 ч/120oC + 50 ч/100oC и после воздействия температуры при 85oC и 70oC.
Начальное состояние: обработанный раствором при 505oC и контролируемо растянутый 2% + /-0,5% в продольном направлении.
Таблица 2B
Измерения свойств прочности на разрыв в длину в поперечном направлении и электропроводности для листа 8090 в 1,6 мм партии 1 при каждой стадии старения для последовательности старения 1 ч/150oC + 6 ч/135oC + 8 ч/120oC + 50 ч/100oC и после воздействия температуры при 85oC и 70oC.
Начальное состояние: обработанный раствором при 505oC и контролируемо растянутый 2% + /-0,5% в продольном направлении.
Таблица 2C
Измерения свойств прочности на разрыв в длину в поперечном направлении и электропроводности для листа 8090 в 1,6 мм партии 1 при каждой стадии старения для последовательности старения 1 ч/150oC + 6 ч/135oC + 16 ч/120oC + 50 ч/100oC и после воздействия температуры при 85oC и 70oC.
Начальное состояние: обработанный раствором при 505oC и контролируемо растянутый 2% + /-0,5% в продольном направлении.
Таблица 2D
Измерения свойств прочности на разрыв в длину в поперечном направлении и электропроводности для листа 8090 в 1,6 мм партии 1 при каждой стадии старения для последовательности старения 1 ч/150oC + 12 ч/135oC + 6 ч/120oC + 50 ч/100oC и после воздействия температуры при 85oC и 70oC.
Начальное состояние: обработанный раствором при 505oC и контролируемо растянутый 2% + /-0,5% в продольном направлении.
Таблица 2E
Измерения свойств прочности на разрыв в длину в поперечном направлении и электропроводности для листа 8090 в 1,6 мм партии 1 при каждой стадии старения для последовательности старения 1 ч/150oC + 12 ч/135oC + 16 ч/120oC + 50 ч/100oC и после воздействия температуры при 85oC и 70oC.
Начальное состояние: обработанный раствором при 505oC и контролируемо растянутый 2% + /-0,5% в продольном направлении.
Таблица 3А
Измерения свойств прочности на разрыв в длину в поперечном направлении и электропроводности для листа 8090 в 1,9 мм партии 2 при каждой стадии старения для последовательности старения 1 ч/150oC + 6 ч/135oC + 8 ч/120oC + 50 ч/100oC и после воздействия температуры при 85oC и 70oC. (Результаты в продольном направлении показаны в скобках).
Начальное состояние: обработанный раствором при 530oC и контролируемо растянутый 2%+/-0,5% в продольном направлении.
Таблица 3B
Измерения свойств прочности на разрыв в длину в поперечном направлении и электропроводности для листа 8090 в 1,9 мм партии 2 при каждой стадии старения для последовательности старения 1 ч/150oC + 8 ч/120oC + 24 ч/105oC + 24 ч/95oC и после воздействия температуры при 85oC и 70oC. (Результаты в продольном направлении показаны в скобках).
Начальное состояние: обработанный раствором при 530oC и контролируемо растянутый 2%+/-0,5% в продольном направлении.
Таблица 3C
Измерения свойств прочности на разрыв в длину в поперечном направлении и электропроводности для листа 8090 в 1,9 мм партии 2 при каждой стадии старения для последовательности старения 1 ч/150oC + 16 ч/120oC + 24 ч/105oC + 24 ч/95oC и после воздействия температуры при 85oC и 70oC. (Результаты в продольном направлении показаны в скобках).
Начальное состояние: обработанный раствором при 530oC и контролируемо растянутый 2%+/-0,5% в продольном направлении.
Таблица 3D
Измерения свойств прочности на разрыв в длину в поперечном направлении и электропроводности для листа 8090 в 1,9 мм партии 2 при каждой стадии старения для последовательности старения 1 ч/150oC + 8 ч/125oC + 24 ч/105oC + 24 ч/95oC и после воздействия температуры при 85oC и 70oC. (Результаты в продольном направлении показаны в скобках).
Начальное состояние: обработанный раствором при 530oC и контролируемо растянутый 2%+/-0,5% в продольном направлении.
Таблица 3E
Измерения свойств прочности на разрыв в длину в поперечном направлении и электропроводности для листа 8090 в 1,9 мм партии 2 при каждой стадии старения для последовательности старения 1 ч/150oC + 16 ч/125oC + 24 ч/105oC + 24 ч/95oC и после воздействия температуры при 85oC и 70oC. (Результаты в продольном направлении показаны в скобках).
Начальное состояние: обработанный раствором при 530oC и контролируемо растянутый 2%+/-0,5% в продольном направлении.
Таблица 3F
Измерения свойств прочности на разрыв в длину в поперечном направлении и электропроводности для листа 8090 в 1,9 мм партии 2 при каждой стадии старения для последовательности старения 1 ч/135oC + 8 ч/125oC + 24 ч/105oC + 24 ч/95oC и после воздействия температуры при 85oC и 70oC. (Результаты в продольном направлении показаны в скобках).
Начальное состояние: обработанный раствором при 530oC и контролируемо растянутый 2%+/-0,5% в продольном направлении.
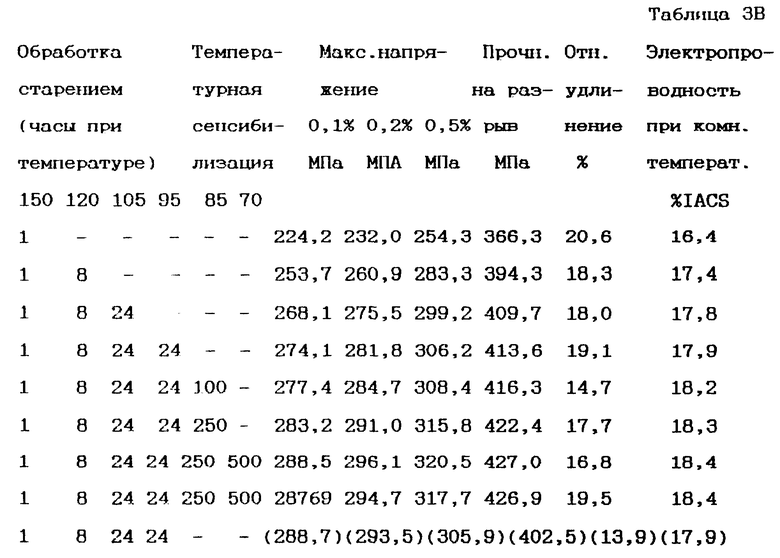
Таблица 3G
Измерения свойств прочности на разрыв в длину в поперечном направлении и электропроводности для листа 8090 в 1,9 мм партии 2 при каждой стадии старения для последовательности старения 1 ч/135oC + 16 ч/120oC + 24 ч/105oC + 24 ч/95oC и после воздействия температуры при 85oC и 70oC. (Результаты в продольном направлении показаны в скобках).
Начальное состояние: обработанный раствором при 530oC и контролируемо растянутый 2%+/-0,5% в продольном направлении.
Таблица 3H
Измерения свойств прочности на разрыв в длину в поперечном направлении и электропроводности для листа 8090 в 1,9 мм партии 2 при каждой стадии старения для последовательности старения 2 ч/120oC + 32 ч/120oC + 24 ч/95oC и после воздействия температуры при 85oC и 70oC.
(Результаты в продольном направлении показаны в скобках).
Начальное состояние: обработанный раствором при 530oC и контролируемо растянутый 2%+/-0,5% в продольном направлении.
Таблица 3J
Измерения свойств прочности на разрыв в длину в поперечном направлении и электропроводности для листа 8090 в 1,9 мм партии 2 при каждой стадии старения для последовательности старения 8 ч/120oC + 24 ч/120oC + 24 ч/95oC и после воздействия температуры при 85oC и 70oC.
(Результаты в продольном направлении показаны в скобках).
Начальное состояние: обработанный раствором при 530oC и контролируемо растянутый 2%+/-0,5% в продольном направлении.
Таблица 4A
Измерения свойств прочности на разрыв в длину в поперечном направлении и электропроводности для листа 8090 в 1,6 мм партии 2 при каждой стадии старения для последовательности старения 0,75 ч/150oC + 8 ч/120oC + 24 ч/105oC + 8 ч/95oC или 24 ч/95oC.
Начальное состояние: обработанный раствором при 530oC и контролируемо растянутый 1,75%+/-0,25% в продольном направлении.
Таблица 4B
Измерения свойств прочности на разрыв в длину в поперечном направлении и электропроводности для листа 8090 в 1,6 мм партии 2 при каждой стадии старения для последовательности старения 1 ч/150oC + 8 ч/120oC + 24 ч/105oC + 8 ч/95oC или 24 ч/95oC.
Начальное состояние: обработанный раствором при 530oC и контролируемо растянутый 1,75%+/-0,25% в продольном направлении.
Таблица 4C
Измерения свойств прочности на разрыв в длину в поперечном направлении и электропроводности для листа 8090 в 1,6 мм партии 2 при каждой стадии старения для последовательности старения 1,25 ч/150oC + 8 ч/120oC + 24 ч/105oC + 8 ч/95oC или 24 ч/95oC.
Начальное состояние: обработанный раствором при 530oC и контролируемо растянутый 1,75%+/-0,25% в продольном направлении.
Таблица 5
Свойства прочности на разрыв в длину в поперечном направлении при комнатной температуре для листа 8090 в 1,6 мм партии 2, испытание на воздействие температуры 70oC, включающее T81 и материал, прошедший старение до предпочтительного состояния RS-W (т.е. 1 час/150oC + 8 часов/120oC + 24 часа/105oC + 8 часов/95oC)
δ′ - среднее по 2-м испытаниям.
δ″ - среднее по 16 испытаниям. Крайние верхние и нижние значения максимального напряжения 0,2% для "контрольных" испытаний RS-W были 2,3 МПа выше среднего и 2,5 МПа ниже среднего.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И СПОСОБ ЕГО ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2133295C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1999 |
|
RU2158783C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И СПОСОБ ЕГО ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 1997 |
|
RU2126456C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТИОСУЛЬФАТОВ | 1999 |
|
RU2167101C2 |
| КАТАЛИЗИРОВАННОЕ КАТИОННОЕ ЛАКОВОЕ СВЯЗУЮЩЕЕ, СПОСОБ ЕГО ПОЛУЧЕНИЯ (ВАРИАНТЫ) И КОМПОЗИЦИЯ ОСАЖДАЕМОГО НА КАТОДЕ ЛАКА | 1993 |
|
RU2109783C1 |
| СПОСОБ РЕГЕНЕРАЦИИ ОТРАБОТАННЫХ НЕФТЯНЫХ МАСЕЛ | 1996 |
|
RU2109037C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТАЛОНОСИТЕЛЕЙ И АДСОРБЕНТОВ | 1996 |
|
RU2116831C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ И ЛЕНТ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ, СОДЕРЖАЩИХ ЛИТИЙ | 1998 |
|
RU2139953C1 |
| ТЕРМООБРАБОТКА СПЛАВОВ АЛЮМИНИЯ, ТВЕРДЕЮЩИХ ПРИ СТАРЕНИИ | 2000 |
|
RU2266348C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ КАТАЛИЗАТОРА ДЛЯ ГИДРООЧИСТКИ НЕФТЯНЫХ ФРАКЦИЙ | 1995 |
|
RU2084285C1 |


Способ термической обработки сплава алюминий-литий, включает проведение, как минимум, 2-х этапов искусственного старения: первый этап проводят при 230oС и ниже, а следующий этап проводят при 150oС и ниже, что способствует осаждению фазы δ′. Способ образования конструкции из, как минимум, 2-х элементов, по меньшей мере один из которых содержит сплав алюминий-литий, включает этап образования предвулканизационного узла элементов и адгезива и термическую обработку этого узла с последовательным проведением по меньшей мере двух этапов старения, первый этап которого проводят в первом температурном диапазоне, и, как минимум, один дальнейший этап проводят в последовательно снижаемом температурном диапазоне, причем вулканизацию адгезива проводят во время по меньшей мере одного из этапов искусственного старения. Техническим эффектом от реализации изобретения является повышение температурной стабильности и прочности сплавов. 2 с. и 10 з. п. ф-лы, 4 ил., 5 табл.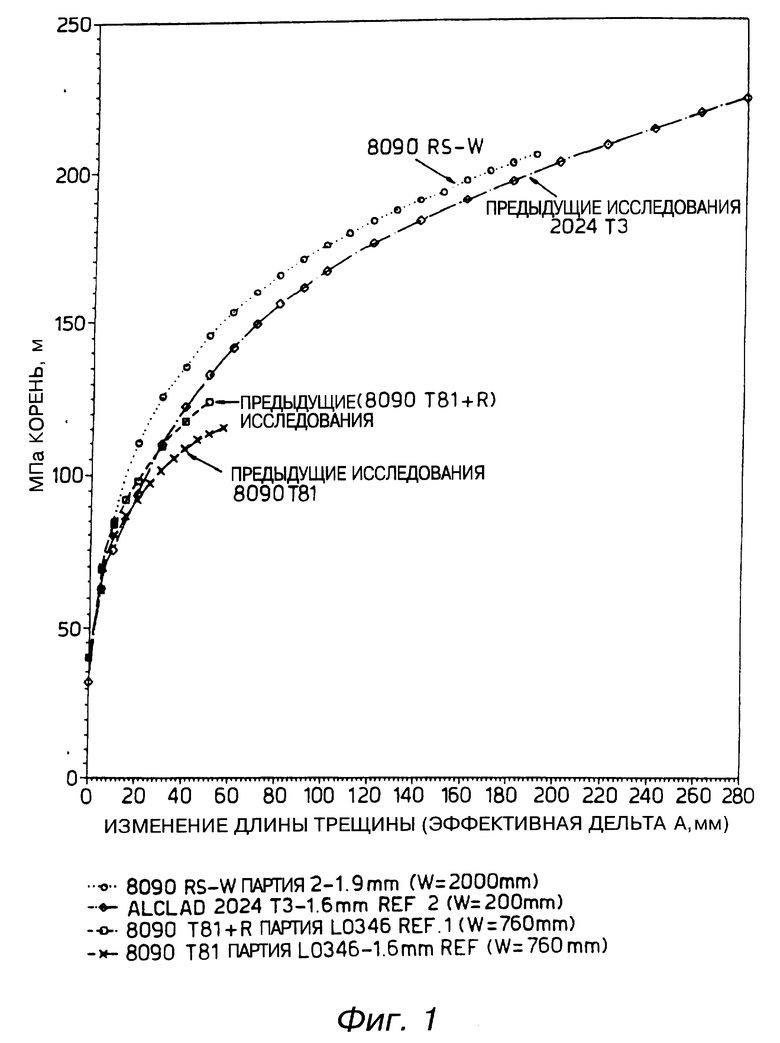
| US 4812178 A, 14.03.89 | |||
| WO 9117281 A, 14.11.89 | |||
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ АЛЮМИНИЕВЫХ СПЛАВОВ, СОДЕРЖАЩИХ ЛИТИЙ И МЕДЬ | 1988 |
|
SU1527939A1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ, СОДЕРЖАЩИЙ ЛИТИЙ | 1987 |
|
SU1513940A1 |
| EP 0281076 A1, 07.09.88. | |||

