Изобретение относится к машиностроению, а именно к сборке зубчатых передач. Может быть использовано при сборке зубчатых передач шестеренных насосов и других зубчатых передач, в которых велика роль бокового зазора.
Известны аналогичные способы сборки зубчатых передач (Д.С.Белецкий. Технология насосостроения. -М. ; Машгиз. 1956 - с. 465; Основы технологии сборки машин и механизмов. Новиков М.П. -М.: Машиностроение. 1969, - с. 437. ), включающие установку комплекта входного вала с шестерней и зубчатого колеса в корпус, последующее присоединение крышки и контроль бокового зазора между зубьями. Аналогичные способы имеют достаточную производительность. Однако они обладают и недостатками. Они не обеспечивают уменьшения величины бокового зазора.
В качестве прототипа в своей технической сущности наиболее близко к изобретению подходит способ сборки (Технология машиностроения. Специальная часть: Учебник для машиностроительных специальностей вузов. А.А.Гусев, Е.Р. Ковальчук, И. М. Колесов и др. -М.; Машиностроение. 1986, - 480 с, с. 38 - 39), включающий установку комплекта входного вала с шестерней и зубчатого колеса в корпус с одновременным соединением их зубьев, последующее присоединение крышки к корпусу и контроль бокового зазора. Способ-прототип обеспечивает достаточно высокую производительность процесса сборки. Однако способ-прототип имеет недостаток - он не обеспечивает уменьшение бокового зазора. Это обусловлено тем, что при использовании способа-прототипа зубья элементов зубчатой передачи соединяют между собой случайно, произвольно. В связи с этим шестеренные насосы, собранные способом-прототипом, имеют относительно большую утечку масла. Заявленный способ сборки лишен указанного недостатка.
Сущность изобретение заключается в том, что в способе сборки зубчатых передач, например, шестеренных насосов, включающем установку комплекта входного вала с шестерней и зубчатого колеса в корпус с одновременным соединением их зубьев, последующее присоединение крышки к корпусу и контроль бокового зазора, до установки комплекта входного вала с шестерней и зубчатого колеса в корпус наносят номера на торцах шестерни и зубчатого колеса, а соединение их зубьев разделяют на предварительное и окончательное, при этом предварительно выполняют контроль бокового зазора при двух сериях сочетаний соединений зубьев шестерни и зубчатого колеса, контакт первой пары зубьев по номерам каждой из которых отличен друг от друга на один номер одного из элементов зубчатой передачи, а контакт каждой следующей пары зубьев в каждой серии сочетаний производят последовательно поворотом одновременно шестерни и зубчатого колеса на один угловой шаг, каждый раз фиксируя фиксатором положение одного из элементов зубчатой передачи, например зубчатого колеса, до полного оборота их для каждой серии сочетаний соединений зубьев, причем переход от серии к серии осуществляют извлечением из корпуса одного из элементов зубчатой передачи, например, зубчатого колеса, поворотом на один угловой шаг и установкой в корпус с одновременным соединением зубьев с зубьями другого элемента зубчатой передачи; при окончательном соединении вводят в контакт ту пару зубьев шестерни и зубчатого колеса, для которой на основе имитационной модели процесса сборки зубчатых передач, учитывающей результаты контроля величины бокового зазора при двух сериях сочетаний соединений зубьев, найдены наибольшие значения бокового зазора.
Совокупность дополнительных признаков изобретения: на торцевых поверхностях шестерни и зубчатого колеса в районе зубьев наносят номера их зубьев; процесс соединения зубьев разделяют на предварительный и окончательный; при предварительном сочетании выполняют контроль бокового зазора при двух сериях сочетаний соединений зубьев, каждая из которых отлична от предыдущей сдвигом начального контакта зубьев по номеру на один, а контакт зубьев в каждой серии производят полностью перебирая их в течение одного полного оборота шестерни и зубчатого колеса, каждый раз поворачивая их на один угол шага; при окончательном соединении вводят в контакт ту пару зубьев, для которой найдены наименьшие значения бокового зазора на основе имитационной модели процесса сборки зубчатой передачи, учитывающей результаты контроля бокового зазора на двух сериях сочетаний соединений зубьев. Следовательно изменена структура способа сборки за счет введения новых действий и изменения последовательности выполнения известных действий. Так, введены операции нанесения размеров зубьев; перебора контакта всех пар зубьев при двух сериях начальной пары и измерения при этом бокового зазора; окончательной сборки при вполне определенном соединении известной уже пары зубьев по их номерам, найденной на основе предложенной имитационной модели. Изменение структуры способа сборки позволяет достигнуть нового технического результата в виде, например, уменьшения утечки масла в насосе и, следовательно, повышения их производительности. Эксплуатационные свойства зубчатой передачи и насоса повышают без изменения конструкции сборочной единицы и технологии изготовления входящих в нее деталей. Названные выше отличительные признаки были неизвестны ранее и они влияют на достигаемый новый технический результат, т.е. они находятся с ним в причинно-следственной связи. Поэтому отличительные признаки изобретения следует считать существенными.
Доказательство возможности решения новой технической задачи посредством предлагаемого изобретения вытекает из следующего. Потеря производительности шестеренных насосов связана со значительными величинами утечек в зубчатой передаче. Они, в свою очередь, обусловлены боковыми зазорами в зубчатой передаче. Все известные способы уменьшения утечек масла строятся на повышении точности изготовления деталей, входящих в сборочную единицу. Заявляемый способ предлагает другой путь - выявление максимальных размеров в уже изготовленных деталях и частично собранных. Этот путь связан с отысканием такой пары зубьев, при работе которой и последующих в этом сочетании пар обеспечен минимальный боковой зазор. Для того, чтобы исключить перебор всех вариантов сочетаний и замеров при этом бокового зазора, в заявляемом способе предлагается использовать имитационную модель зубчатой передачи, созданной на основе использования двух серий измерения. Вторая серия отлична от первой сдвигом первой пары зубьев на один угловой шаг. Анализ надежности работы модели показал, что ее можно использовать с достаточной для практики степенью точности и отыскать ту пару звеньев, которая обеспечивает за полный оборот передачи наименьший боковой зазор. Следовательно, доказана возможность решения технической задачи с помощью изобретения.
Графические материалы заявки содержат:
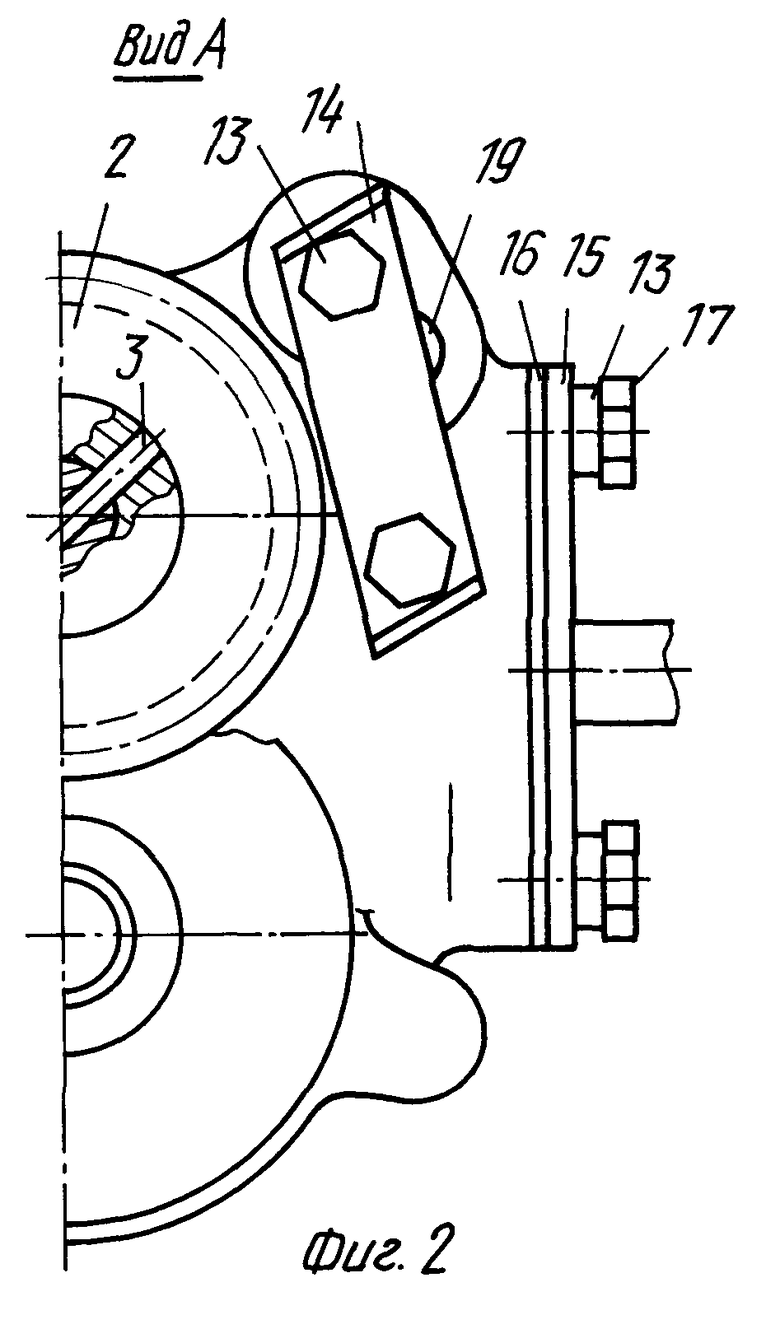
фиг. 1 - схема контроля бокового зазора зубчатой передачи; фиг. 2 - вид по стр. А собранного шестеренного насоса; фиг. 3 - схема относительных положений зубьев зубчатой передачи при первой серии сочетания соединения зубьев; фиг. 4 - схема относительных положений зубьев зубчатой передачи при второй серии сочетания соединения зубьев; фиг. 5 - схема сборки шестеренного насоса.
Шестеренный насос, подлежащий сборке, состоит из корпуса 1 с зубчатой передачей внутри, вращательное движение которой передается через внешнюю шестерню 2, закрепленную с помощью штифта 3 на входном валу 4. Входной вал 4 имеет возможность вращаться во втулках 5 и 5'. На входном валу 4 установлена шестерня 6, имеющая возможность зацепляться с зубчатым колесом 7. Зубчатое колесо 7 имеет возможность вращаться на пальце 8, запрессованном в корпус 1. Контакт зубчатого колеса 7 с пальцем 8 возможен по поверхности втулки 9, в него запрессованной. К корпусу 1 посредством шайб 10 и болтов 11 прикреплена крышка 12, в которой запрессована втулка 5, а втулка 5' запрессована в корпус 1. Посредством болтов 13 и стопорных пластин 14 насос может закрепляться на основании машины (не показаны). Труба 15 с прокладкой 16 присоединена к корпусу 1 посредством болтов 17 и шайб 18. Собранный насос может быть сориентирован на основании машины посредством штифтов 19. Шестерня 6 соединена с входным валом 4 посредством шпонки 20. Сборку насоса с измерением бокового зазора имеется возможность производить посредством устройства, выполненного, например, в виде стенда, имеющего плиту 21 с Т-образными пазами, стойку 22 с закрепленным на ней корпусом 1 полусобранного насоса, кронштейном 23 с фиксатором 24, его винтом 25, хомута 26, закрепленного на входном валу 4 насоса, груза 27 противовеса, наконечника 28, измерителя 29, например, в виде индикатора, держателя 30, стойки 31 и упора 32.
Способ сборки зубчатых передач в динамике. Перед началом сборки при изготовлении шестерни 6 и зубчатого колеса 7 на их торцевых поверхностях в районе зубьев наносят номера их зубьев сквозной нумерацией. Шестеренный насос, собранный без крышки 12, показан на фиг. 2. Действия соединения деталей 1, 5', 12, 5, 11, 10, 19, 3, 4, 13, 6, 2, 3, 7, 9 в комплекты  на схеме сборки (фиг. 5) показаны квадратами, соединительными линиями, кругами. Эти действия выполняют за время t1 и они полностью повторяют действия в способе-прототипе. При этих действиях запрессовывают втулку 5 в корпус 1, а втулку 5 - в крышку 12. Присоединяют к корпусу 1 крышку 12 четырьмя винтами 10, поставив предварительно шайбы 11. Сверлят и развертывают в корпусе 1 и крышке 12 два отверстия под штифт 19, устанавливают в них два штифта 19, растачивают втулку 5 и 5'. Устанавливают шпонку 20 и напрессовывают шестерню 6 на входном валу 4. Снимают крышку 12 с корпуса 1. Устанавливают комплект
на схеме сборки (фиг. 5) показаны квадратами, соединительными линиями, кругами. Эти действия выполняют за время t1 и они полностью повторяют действия в способе-прототипе. При этих действиях запрессовывают втулку 5 в корпус 1, а втулку 5 - в крышку 12. Присоединяют к корпусу 1 крышку 12 четырьмя винтами 10, поставив предварительно шайбы 11. Сверлят и развертывают в корпусе 1 и крышке 12 два отверстия под штифт 19, устанавливают в них два штифта 19, растачивают втулку 5 и 5'. Устанавливают шпонку 20 и напрессовывают шестерню 6 на входном валу 4. Снимают крышку 12 с корпуса 1. Устанавливают комплект  в корпус 1. Устанавливают внешнюю шестерню 2 на входной вал 4. Сверлят и развертывают совместно внешнюю шестерню 2 на входной вал 4. Устанавливают штифт 3. Затем штифт 3 и внешнюю шестерню 2 разбирают и удаляют из соединения. Запрессовывают втулку 9 в зубчатое колесо 7 и комплект
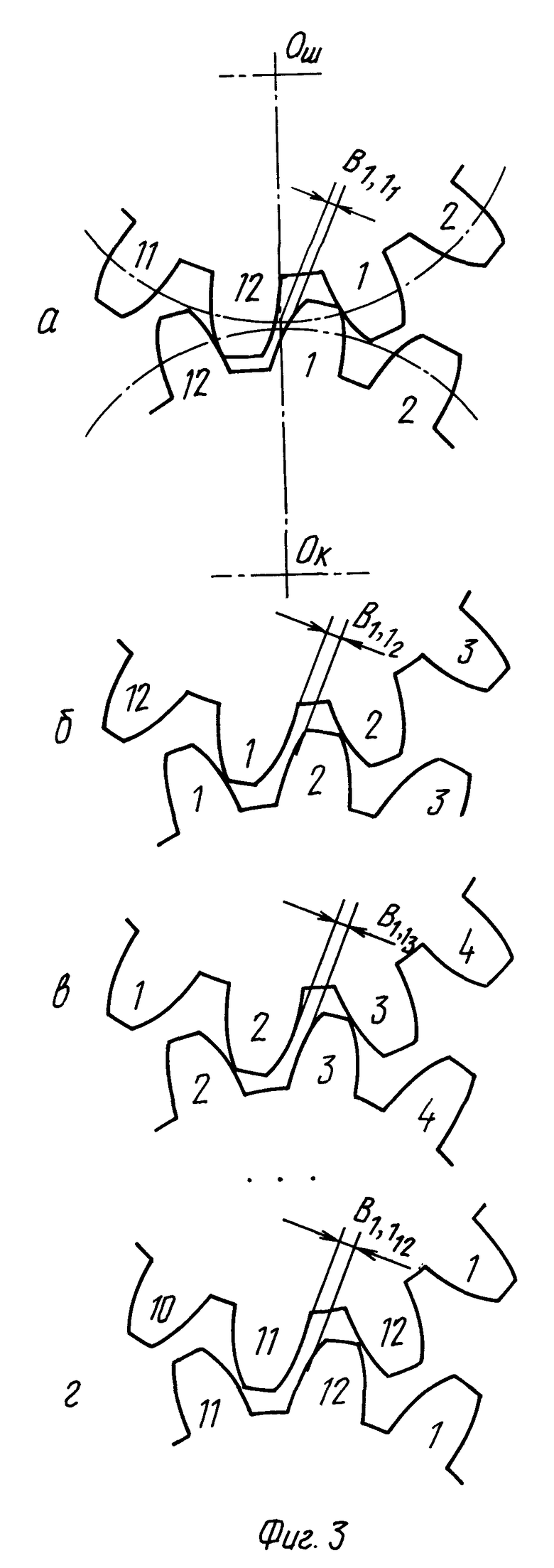
в корпус 1. Устанавливают внешнюю шестерню 2 на входной вал 4. Сверлят и развертывают совместно внешнюю шестерню 2 на входной вал 4. Устанавливают штифт 3. Затем штифт 3 и внешнюю шестерню 2 разбирают и удаляют из соединения. Запрессовывают втулку 9 в зубчатое колесо 7 и комплект  устанавливают в корпус 1, соединяя втулку 9 с осью 8, а зубья зубчатого колеса 7 с зубьями шестерни 6. В таким состоянии полусобранный насос устанавливают в устройство для контроля бокового зазора (на фиг. 1 полусобранный насос показан линиями основного контура, а отсутствующие детали - пунктирными линиями). При этом корпус 1 полусобранного насоса закрепляют на стойке 22 винтами 10 и шайбами 11, сдвинутыми по горизонтали. Стойка 22 закреплена на плите 21, по конструкции имеет центральную пустоту, через которую возможно свободное извлечение зубчатого колеса 7 из корпуса 1. Во впадину зубьев зубчатого колеса 7 вводят фиксатор 24 при первоначальном контакте зуба N1 шестерни 6 с зубом N1 зубчатого колеса 7, как показано на фиг. 3, а) (первая сторона). На свободном конце входного вала 4 закрепляют хомут 26 с грузом 27 и наконечником 28. К наконечнику 28 подводят подвижный конец индикатора 29. При этом точку контакта индикатора 29 и наконечника 28 располагают от оси вращения шестерни 6 на расстоянии, равном радиусу ее делительной окружности. Державка 30 индикатора 29 закреплена на стойке 31, которая, в свою очередь, установлена неподвижно на плите 21. Упор 32 устанавливают на высоте, предохраняющей от произвольного поворота наконечника 28. На этапе времени t2 (см. схему сборки - фиг. 5) выполняют все дополнительные операции, введенные в заявленный способ сборки. Фиксирование положения зубчатого колеса 7 фиксатором 24 обозначено параллелограммом с буквой Ф. Далее производят измерение бокового зазора известными способами, например, определением "мертвого" хода в зацеплении. При этом вначале боковой зазор выбирается в одну сторону (первое положение, например, левое). Затем поворотом шестерни 6 с установленным на ней хомутом 26 во второе положение, например правое, выбирают зазор поворотом груза 27. Разница в показаниях индикатора 29 при первом и втором положениях шестерни 6 и составляет величину искомого бокового зазора
устанавливают в корпус 1, соединяя втулку 9 с осью 8, а зубья зубчатого колеса 7 с зубьями шестерни 6. В таким состоянии полусобранный насос устанавливают в устройство для контроля бокового зазора (на фиг. 1 полусобранный насос показан линиями основного контура, а отсутствующие детали - пунктирными линиями). При этом корпус 1 полусобранного насоса закрепляют на стойке 22 винтами 10 и шайбами 11, сдвинутыми по горизонтали. Стойка 22 закреплена на плите 21, по конструкции имеет центральную пустоту, через которую возможно свободное извлечение зубчатого колеса 7 из корпуса 1. Во впадину зубьев зубчатого колеса 7 вводят фиксатор 24 при первоначальном контакте зуба N1 шестерни 6 с зубом N1 зубчатого колеса 7, как показано на фиг. 3, а) (первая сторона). На свободном конце входного вала 4 закрепляют хомут 26 с грузом 27 и наконечником 28. К наконечнику 28 подводят подвижный конец индикатора 29. При этом точку контакта индикатора 29 и наконечника 28 располагают от оси вращения шестерни 6 на расстоянии, равном радиусу ее делительной окружности. Державка 30 индикатора 29 закреплена на стойке 31, которая, в свою очередь, установлена неподвижно на плите 21. Упор 32 устанавливают на высоте, предохраняющей от произвольного поворота наконечника 28. На этапе времени t2 (см. схему сборки - фиг. 5) выполняют все дополнительные операции, введенные в заявленный способ сборки. Фиксирование положения зубчатого колеса 7 фиксатором 24 обозначено параллелограммом с буквой Ф. Далее производят измерение бокового зазора известными способами, например, определением "мертвого" хода в зацеплении. При этом вначале боковой зазор выбирается в одну сторону (первое положение, например, левое). Затем поворотом шестерни 6 с установленным на ней хомутом 26 во второе положение, например правое, выбирают зазор поворотом груза 27. Разница в показаниях индикатора 29 при первом и втором положениях шестерни 6 и составляет величину искомого бокового зазора  Далее, наконечник индикатора 29 отводят. Отводят и фиксатор 24, расфиксируя положение зубчатой пары. Это действие обозначено третьим параллелограммом с буквой Р. Производят поворот зубчатой пары 6 и 7 на один угловой шаг. Относительное положение зубьев показано на фиг. 3,б. Действие поворота обозначено на фиг. 5 четвертым параллелограммом с буквой П. Далее, действие фиксирования, измерения и расфиксирования, а затем и поворота еще на один угловой шаг повторяют n раз, где n - число зубьев в зубчатой передаче, и измеряют, соответственно боковые зазоры
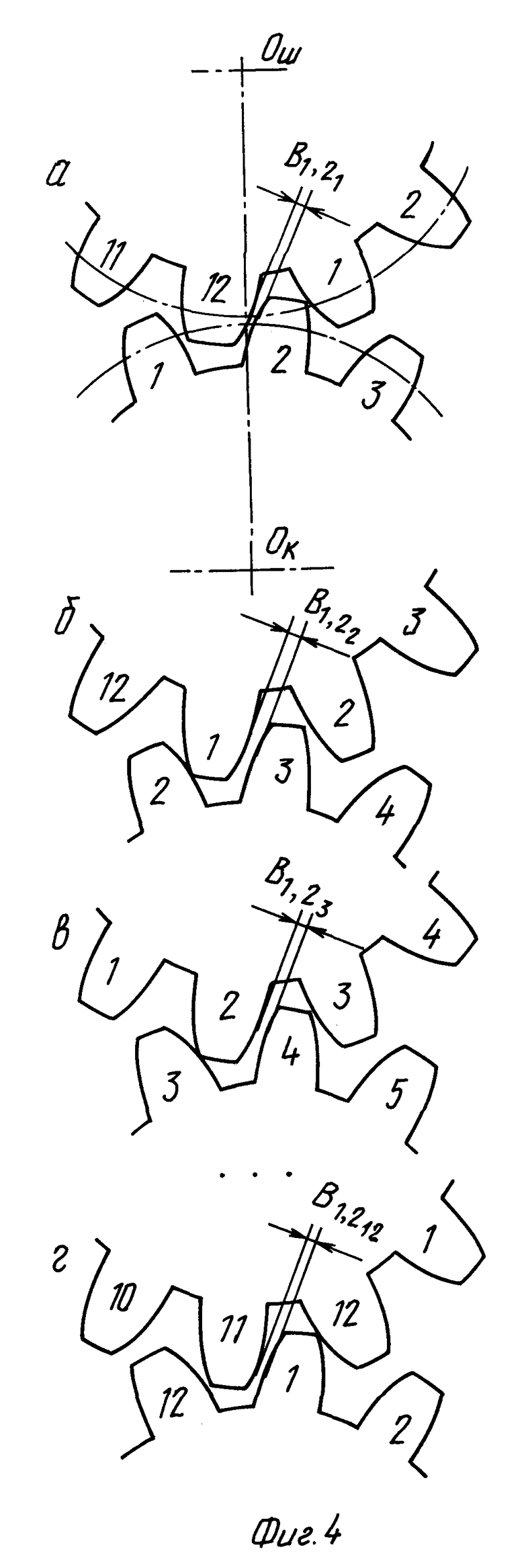
Далее, наконечник индикатора 29 отводят. Отводят и фиксатор 24, расфиксируя положение зубчатой пары. Это действие обозначено третьим параллелограммом с буквой Р. Производят поворот зубчатой пары 6 и 7 на один угловой шаг. Относительное положение зубьев показано на фиг. 3,б. Действие поворота обозначено на фиг. 5 четвертым параллелограммом с буквой П. Далее, действие фиксирования, измерения и расфиксирования, а затем и поворота еще на один угловой шаг повторяют n раз, где n - число зубьев в зубчатой передаче, и измеряют, соответственно боковые зазоры  За описанный цикл сборки элементы зубчатой передачи (при передаточном отношении 1:1) совершают один полный оборот вокруг своей оси, т. е. последовательно перебирают условия контакта всех зубьев при начальном соединении зубьев N1 шестерни и N1 зубчатого колеса. Далее, выполняют вторую серию сочетаний соединений зубьев. Для этого зубчатое колесо 7 извлекают из корпуса 1, поворачивают на один угловой шаг вокруг своей оси и устанавливают на прежнее место - в корпус 1, на палец 8, одновременно вводя в зацепление с зубьями шестерни 6. Это положение зубьев показано на фиг. 4, а. Действия по извлечению комплекта
За описанный цикл сборки элементы зубчатой передачи (при передаточном отношении 1:1) совершают один полный оборот вокруг своей оси, т. е. последовательно перебирают условия контакта всех зубьев при начальном соединении зубьев N1 шестерни и N1 зубчатого колеса. Далее, выполняют вторую серию сочетаний соединений зубьев. Для этого зубчатое колесо 7 извлекают из корпуса 1, поворачивают на один угловой шаг вокруг своей оси и устанавливают на прежнее место - в корпус 1, на палец 8, одновременно вводя в зацепление с зубьями шестерни 6. Это положение зубьев показано на фиг. 4, а. Действия по извлечению комплекта  из корпуса 1 показаны на схеме сборки (фиг. 5) вертикальной стрелкой, а его поворот - параллелограммом с буквой П1 и стрелкой вниз и линией возврата комплекта
из корпуса 1 показаны на схеме сборки (фиг. 5) вертикальной стрелкой, а его поворот - параллелограммом с буквой П1 и стрелкой вниз и линией возврата комплекта  в сборочную единицу. Дальнейшие операции с индексами Ф, И, Р, П и т.п. во второй серии для измерения бокового зазора
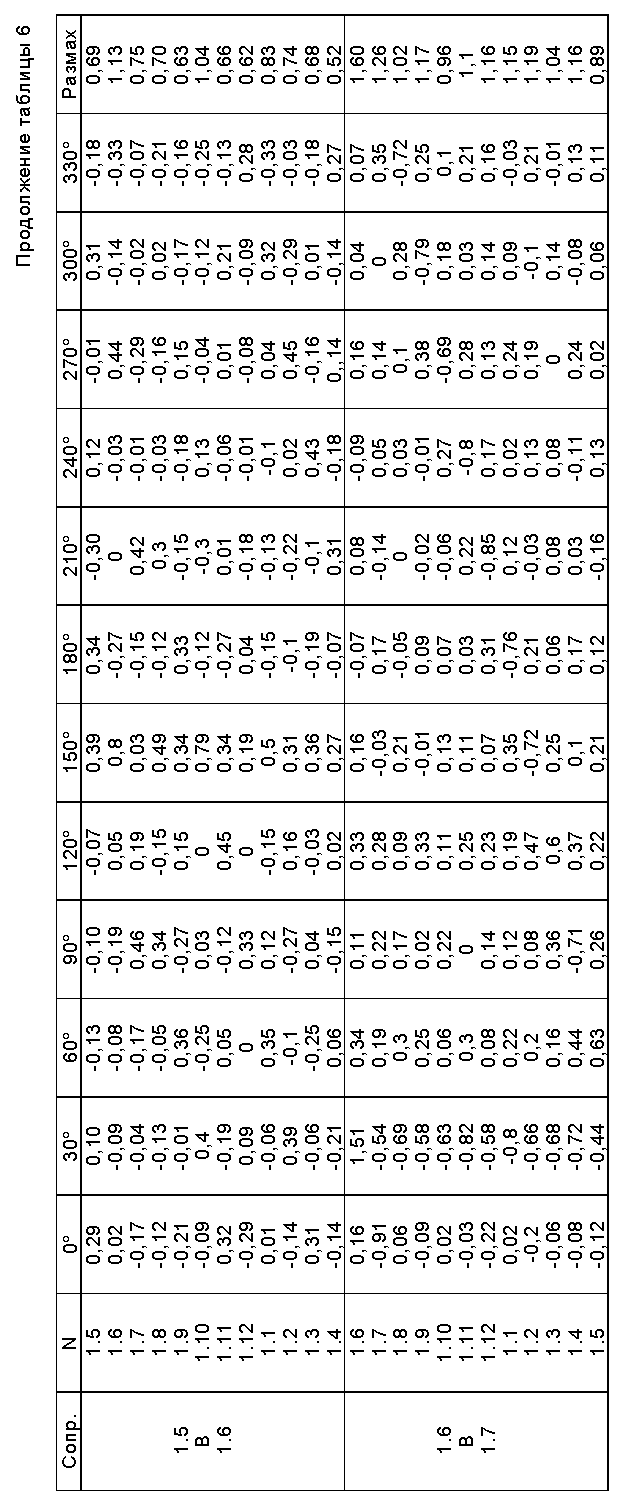
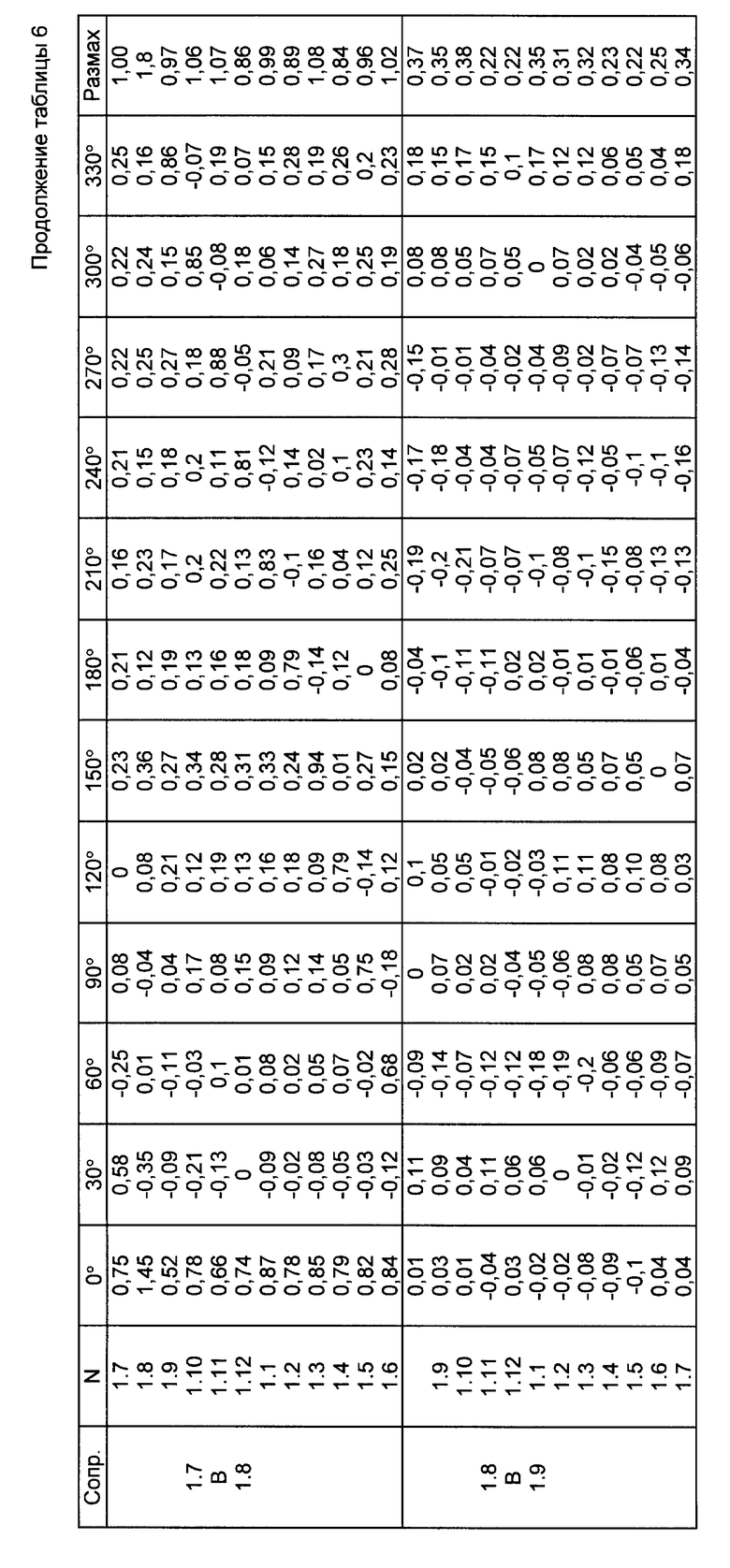
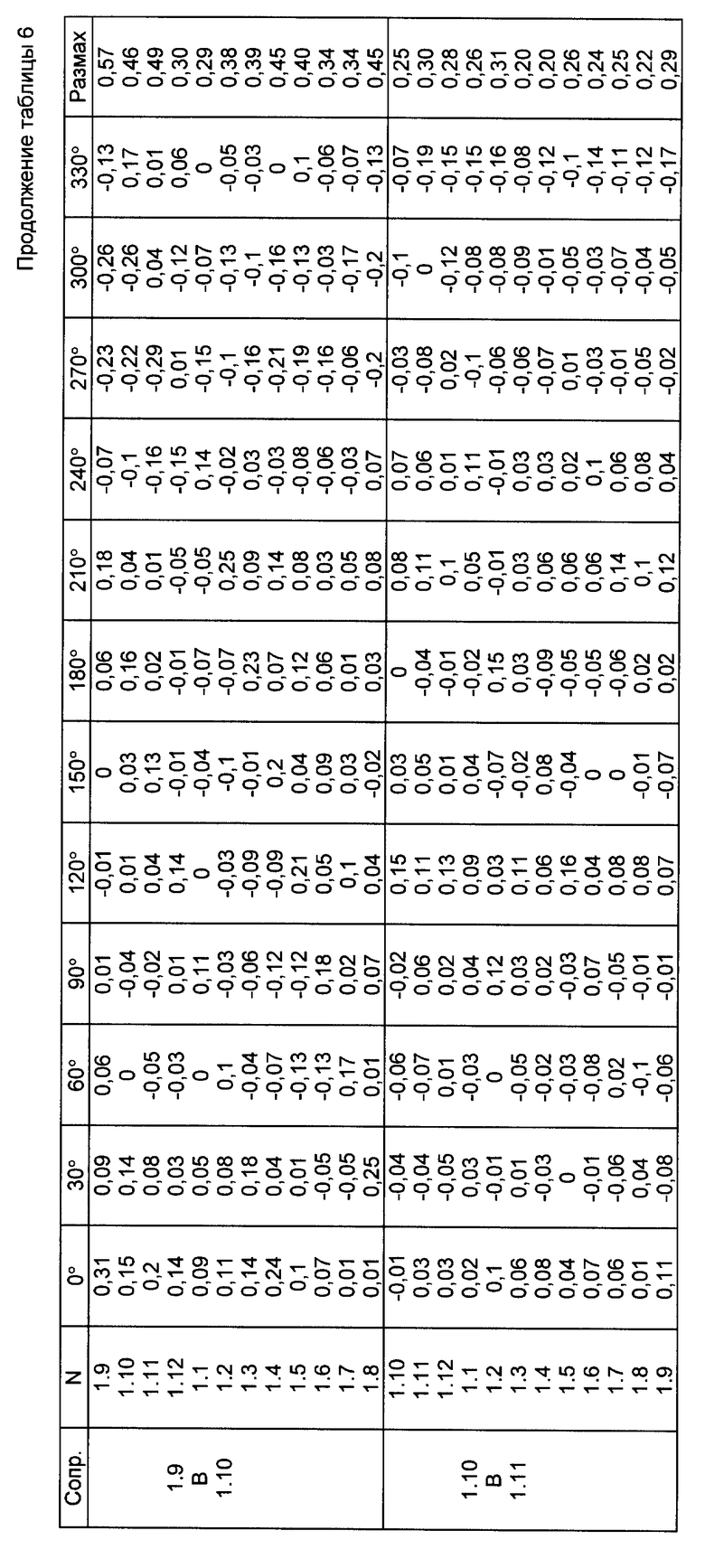
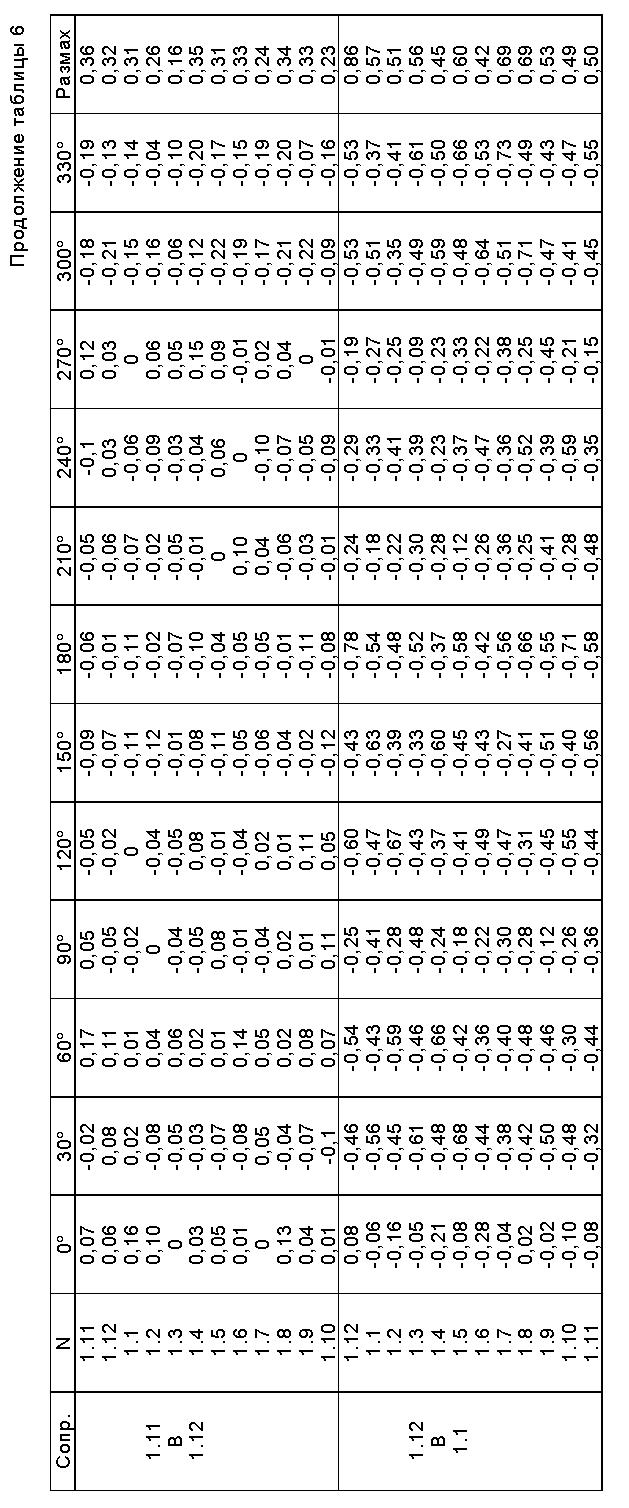
в сборочную единицу. Дальнейшие операции с индексами Ф, И, Р, П и т.п. во второй серии для измерения бокового зазора  аналогичны первой серии и показаны вторым рядом параллелограммов и буквами Ф, И, Р, П, соответственно. Положение зубьев при второй серии показано на фиг. 4,а,б,в,г. По полученным экспериментальным данным создают расчетную имитационную модель, в которой продолжают смещать зуб колеса по отношению к зубу шестерни на угловой шаг. Этап смещения (поворота) повторяют n раз - по количеству зубьев зубчатого колеса и шестерни. В качестве критерия оптимального соединения выбрана минимальная величина размаха β случайной последовательности расчетных значений бокового зазора
аналогичны первой серии и показаны вторым рядом параллелограммов и буквами Ф, И, Р, П, соответственно. Положение зубьев при второй серии показано на фиг. 4,а,б,в,г. По полученным экспериментальным данным создают расчетную имитационную модель, в которой продолжают смещать зуб колеса по отношению к зубу шестерни на угловой шаг. Этап смещения (поворота) повторяют n раз - по количеству зубьев зубчатого колеса и шестерни. В качестве критерия оптимального соединения выбрана минимальная величина размаха β случайной последовательности расчетных значений бокового зазора
min(βij) = (B
где Bij - размах величины бокового зазора в (ij) соединении,
B
i - номер зуба шестерни в соединении,
j - номер зуба зубчатого колеса в соединении,
z - дискретные значения угла поворота зубчатой пары на величину шага за один поворот.
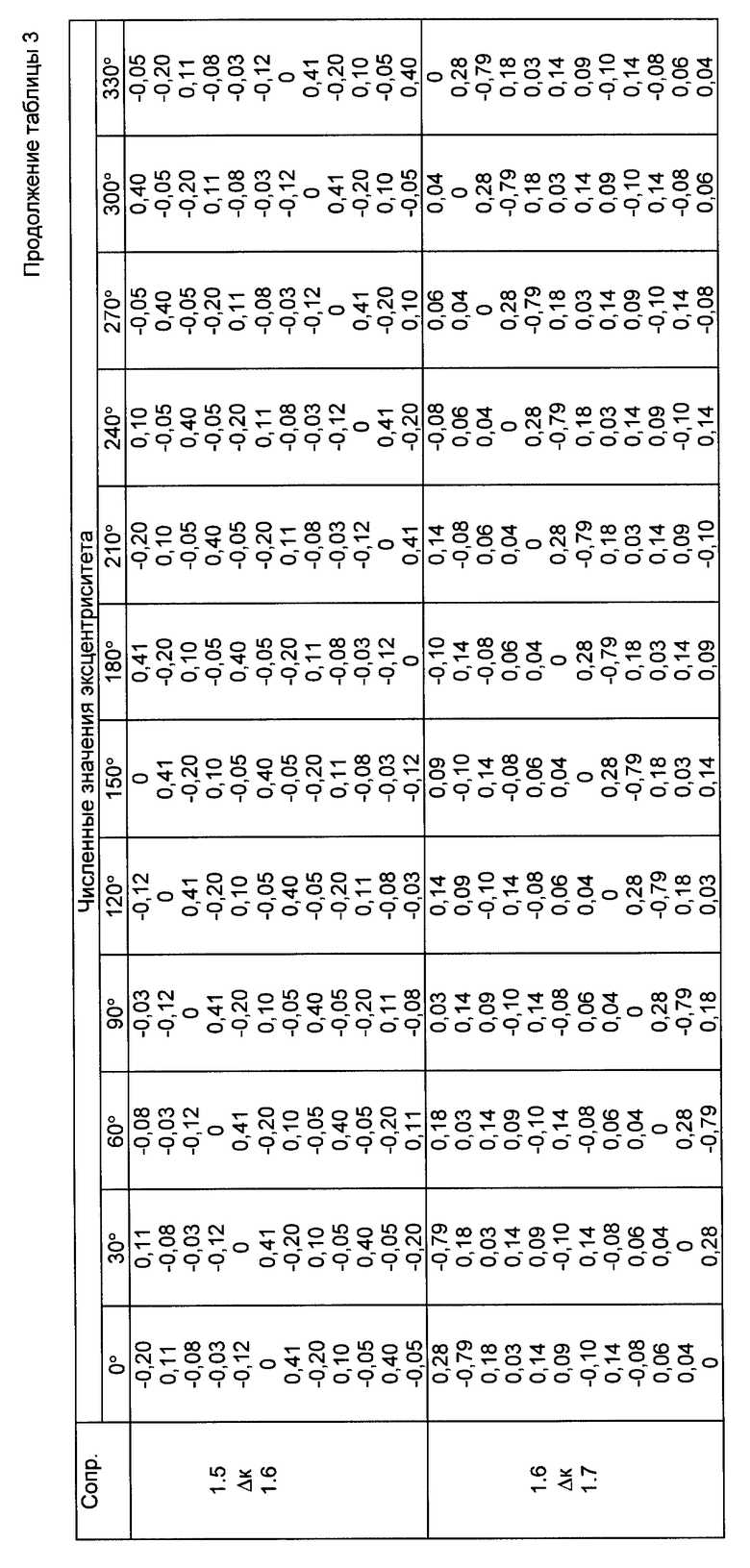
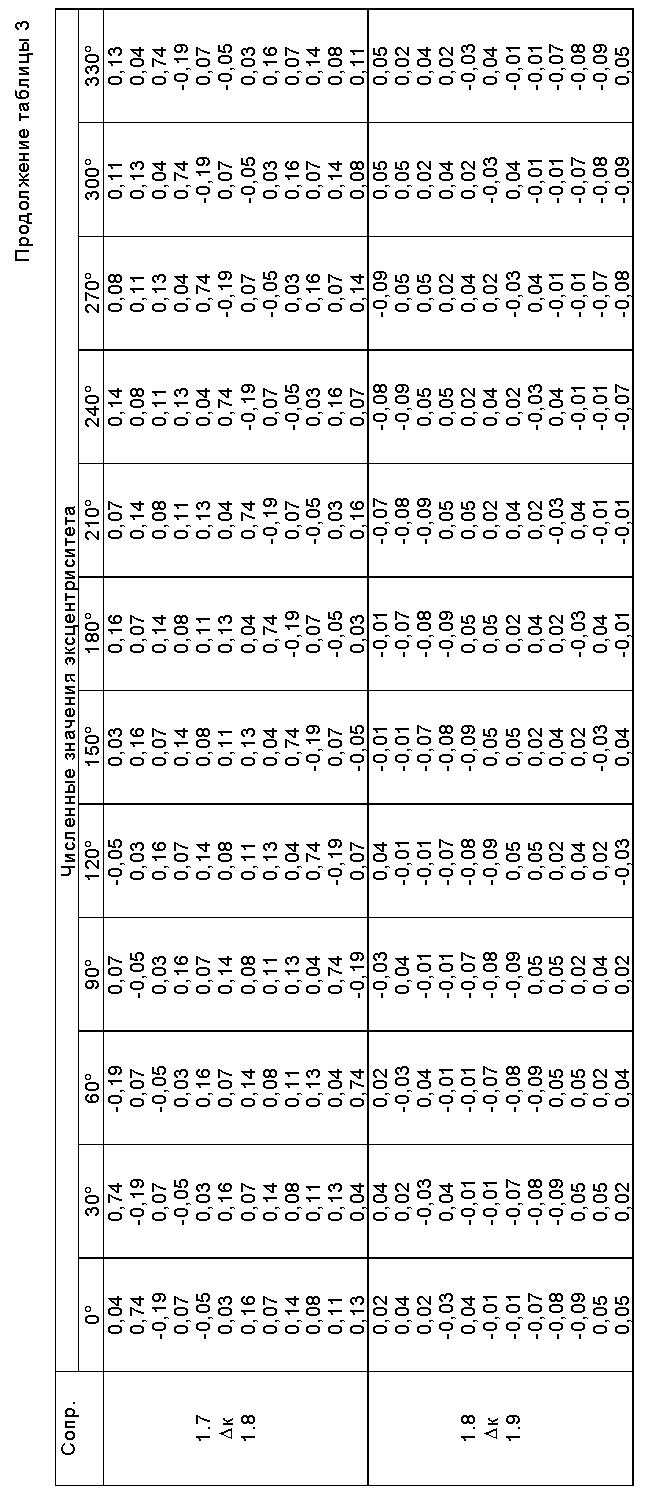
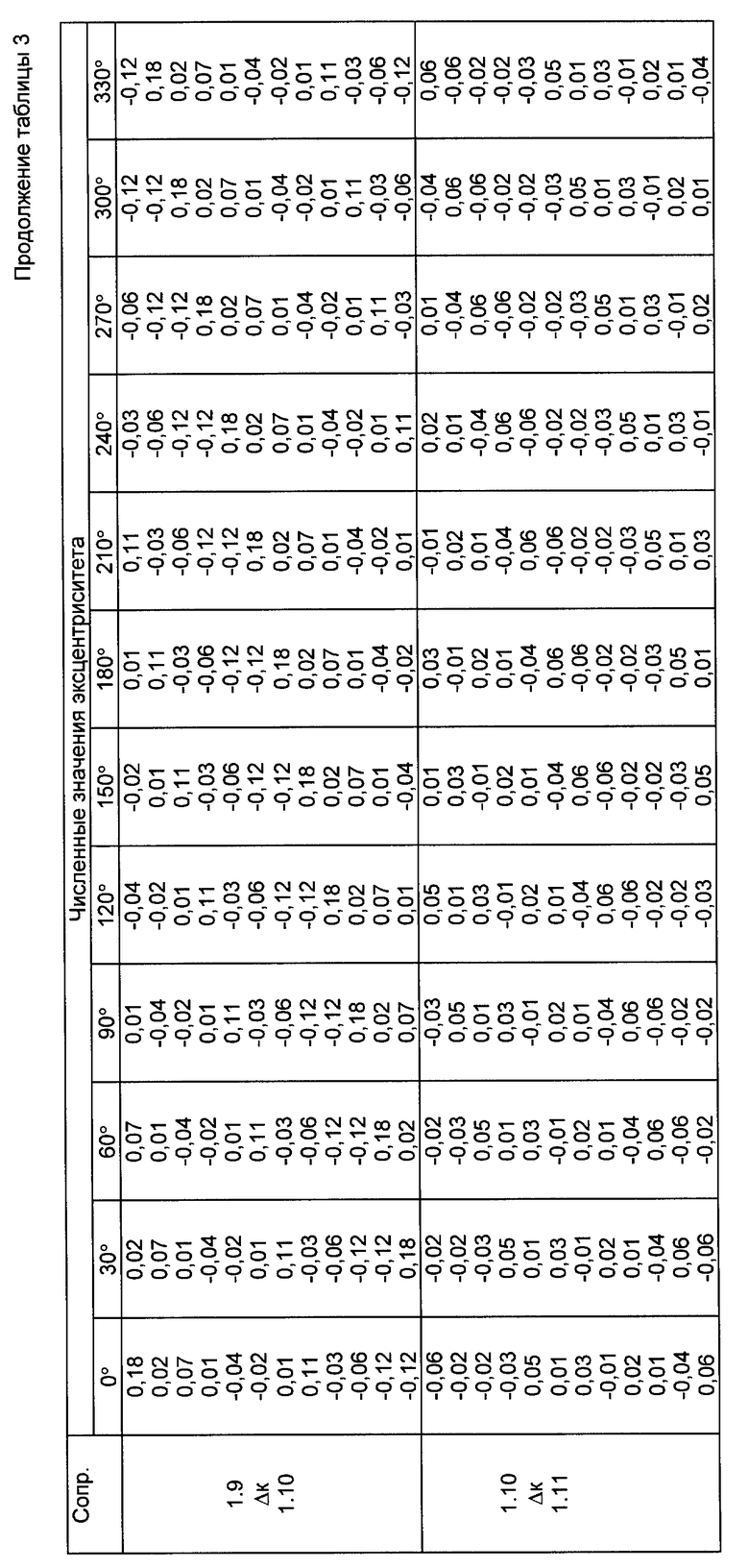
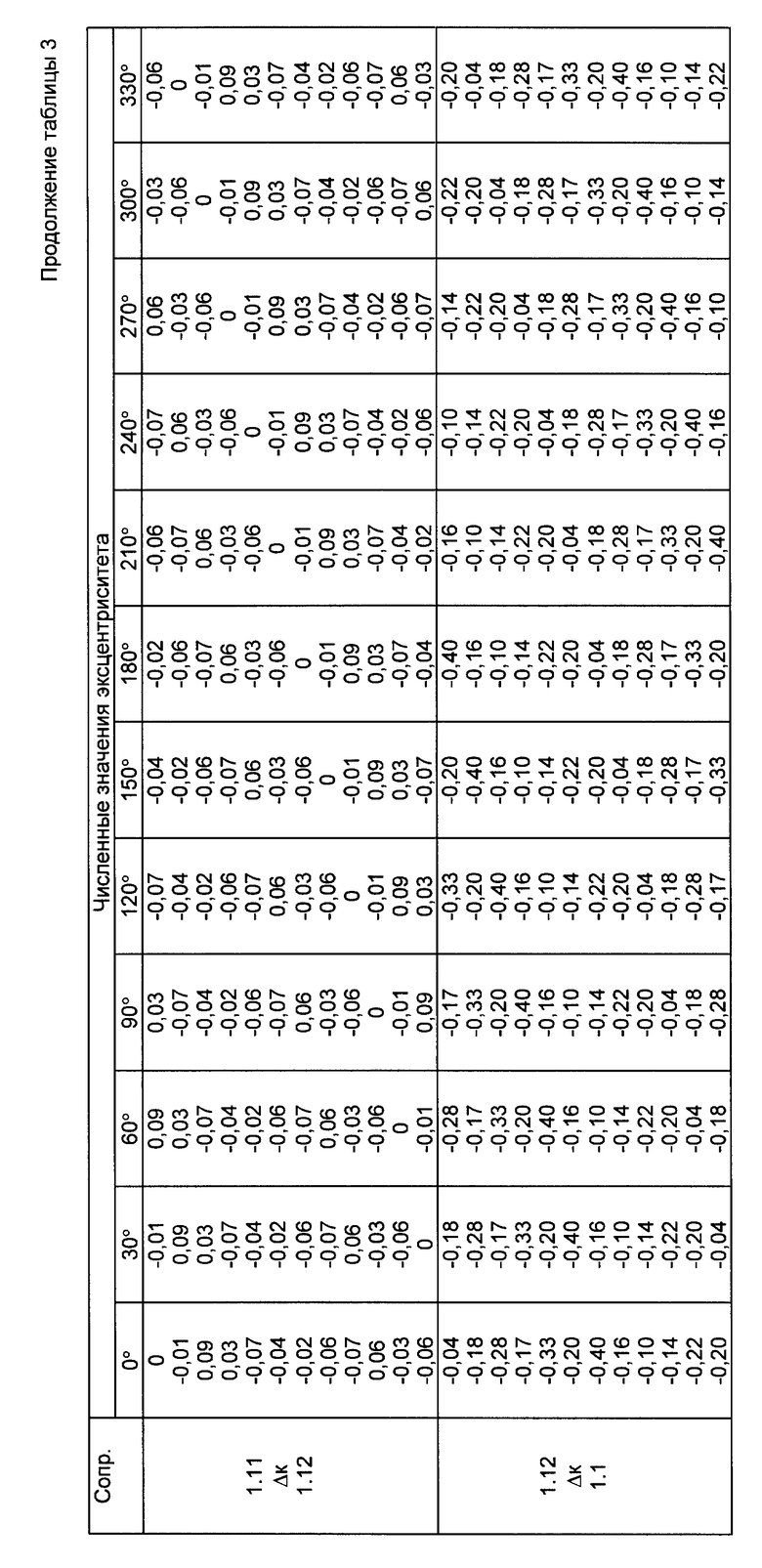
Значения ВР получают суммирование двух последовательностей, одна из которых определяет величину эксцентриситета Δш шестерни и Δк зубчатого колеса.

Эксцентриситет Δш шестерни и Δк зубчатого колеса оцениваются по разности бокового зазора В между двумя соединениями ij, полученными для зубьев (l, n) и (l-1, n)
(Δш)ij= [(l,n)-(l-1,n)]ij, (3)
где l - номер зуба шестерни;
n - номер зуба зубчатого колеса;
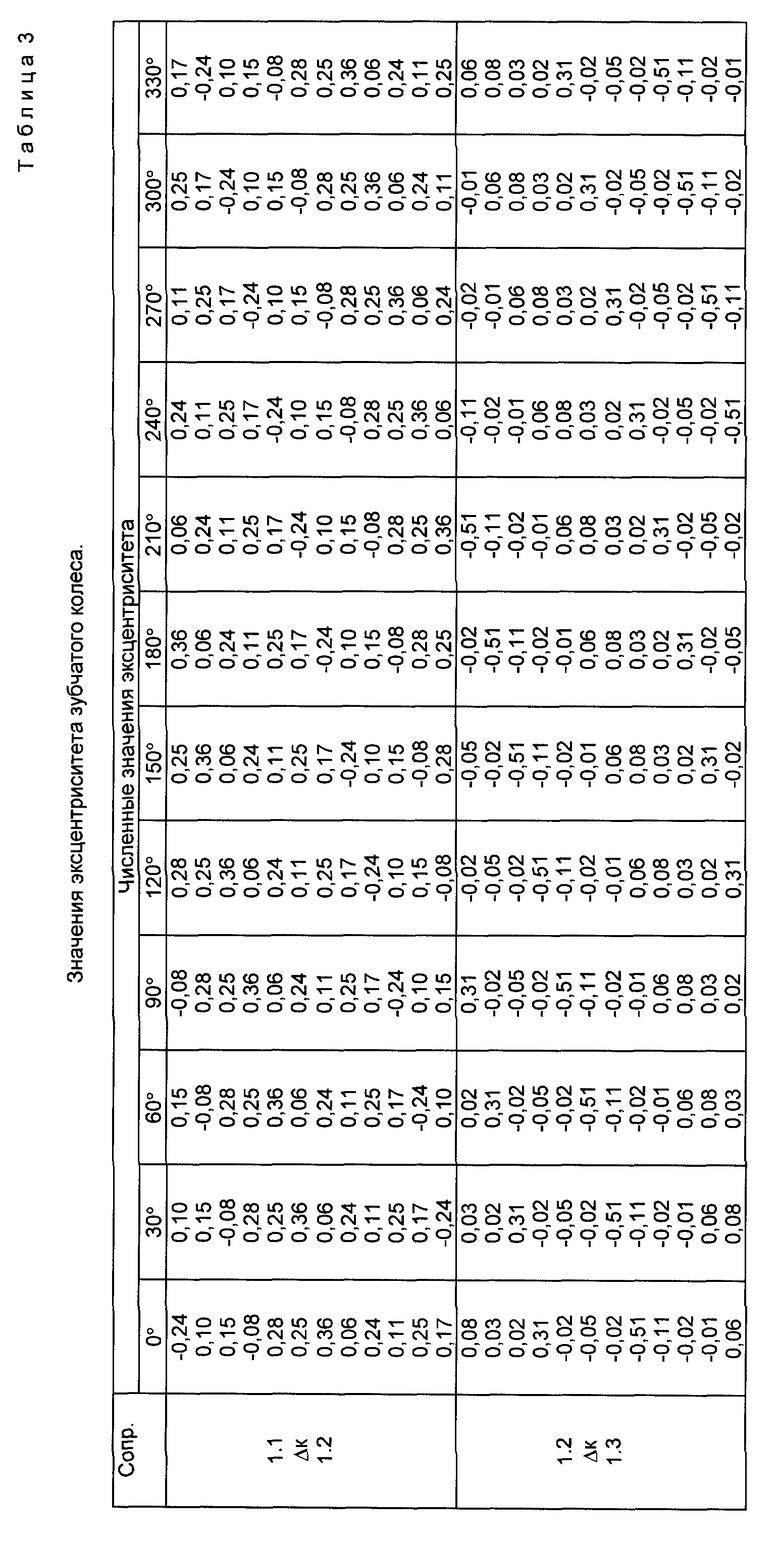
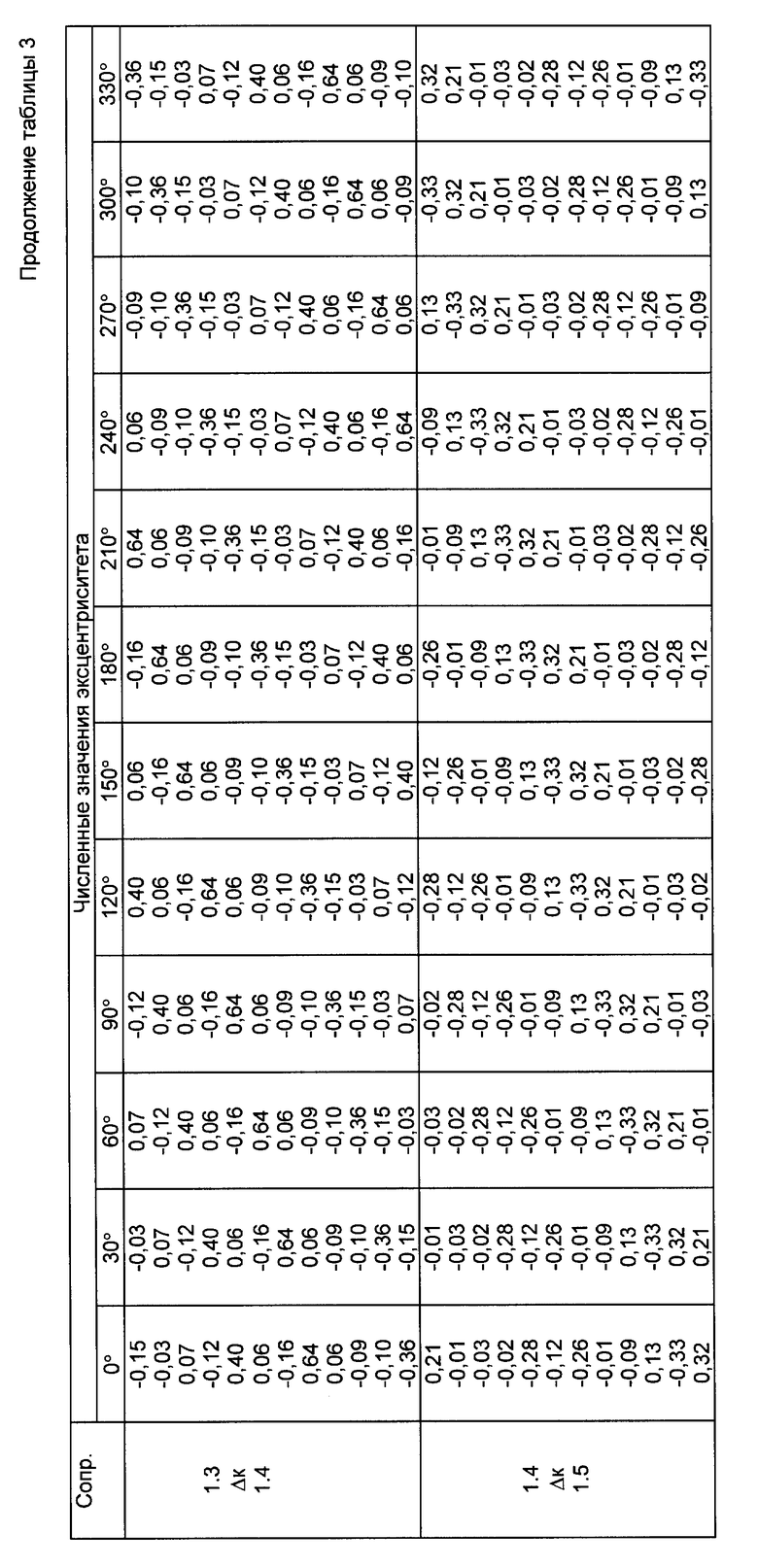
(Δк)ij= [(l,n)-(l,n+1)]ij. (4)
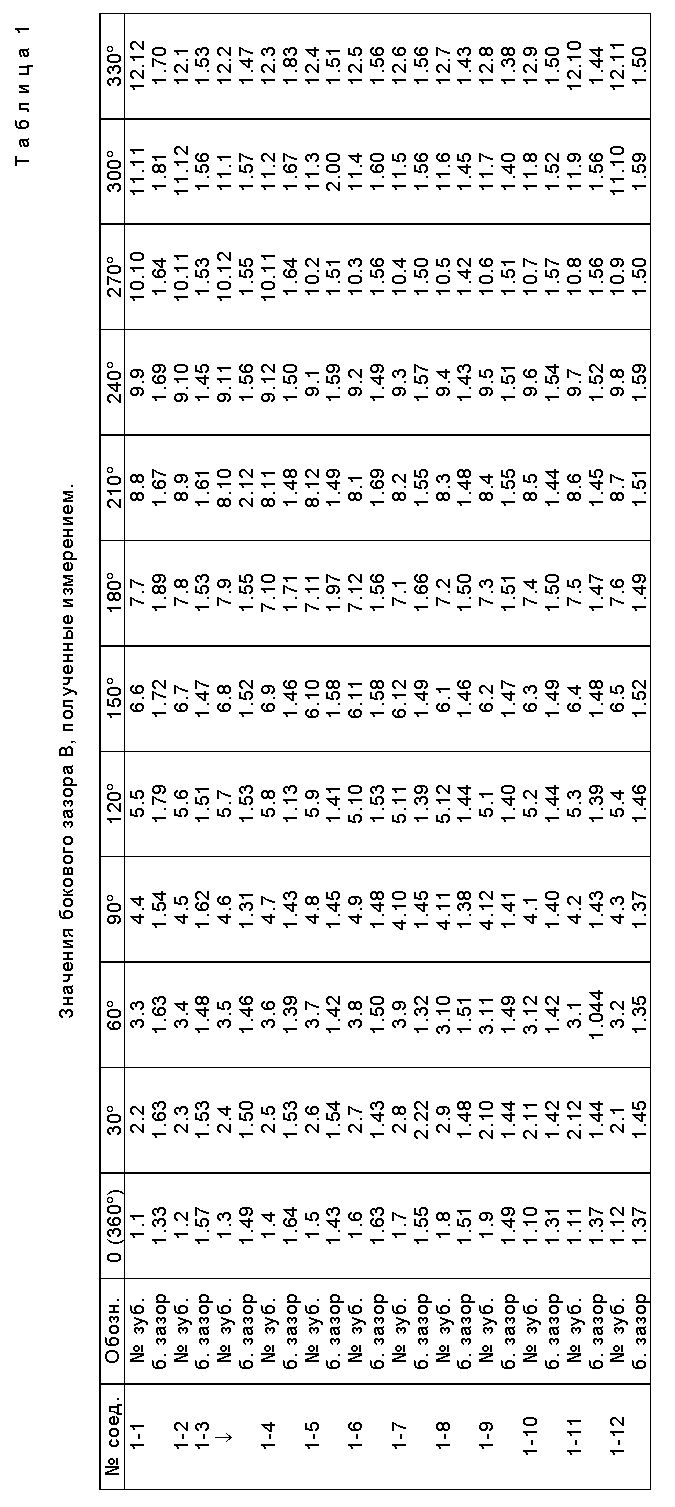
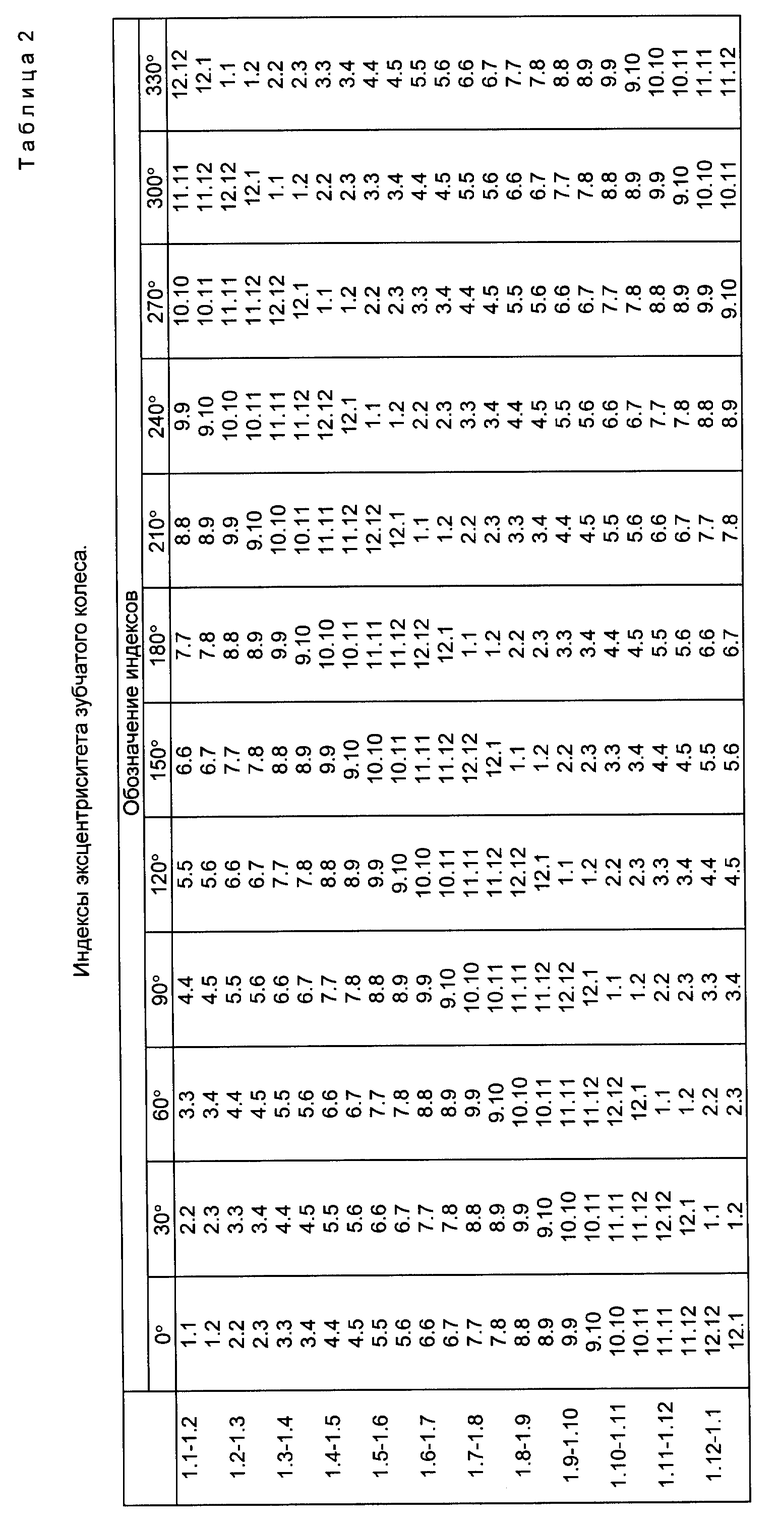
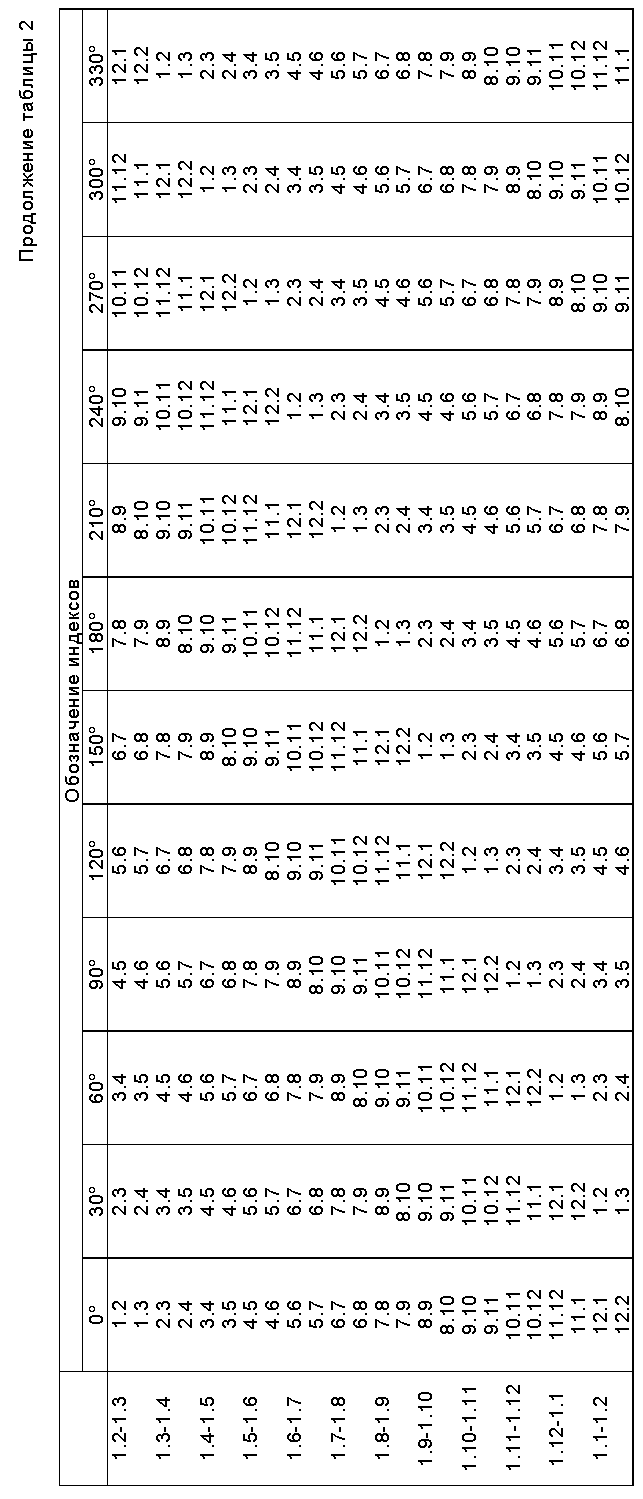
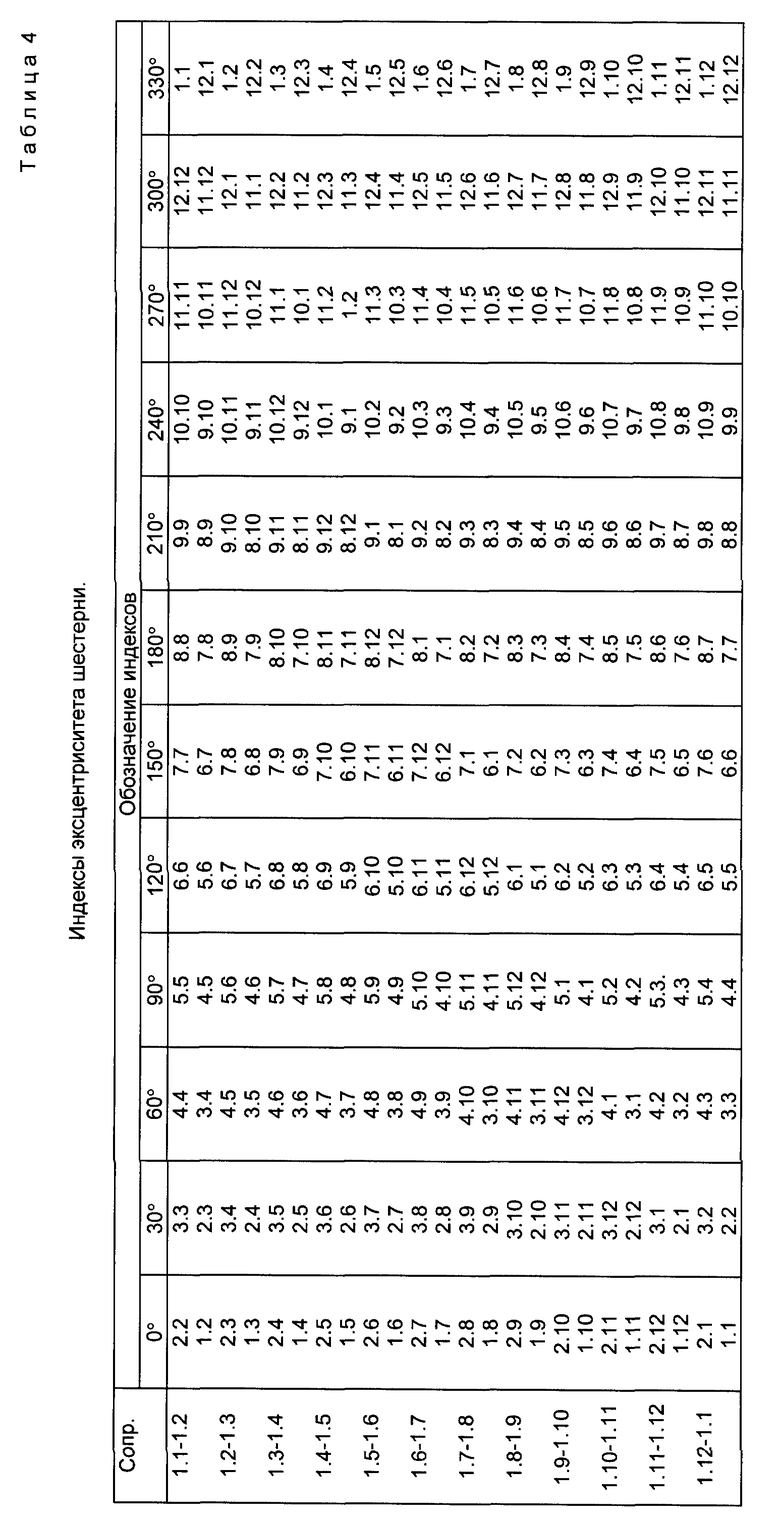
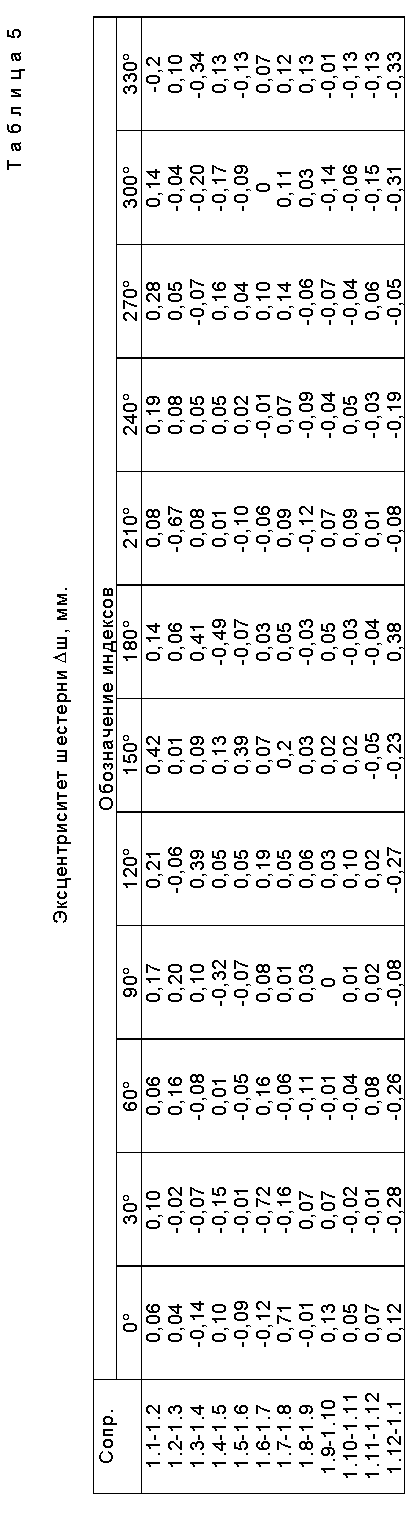
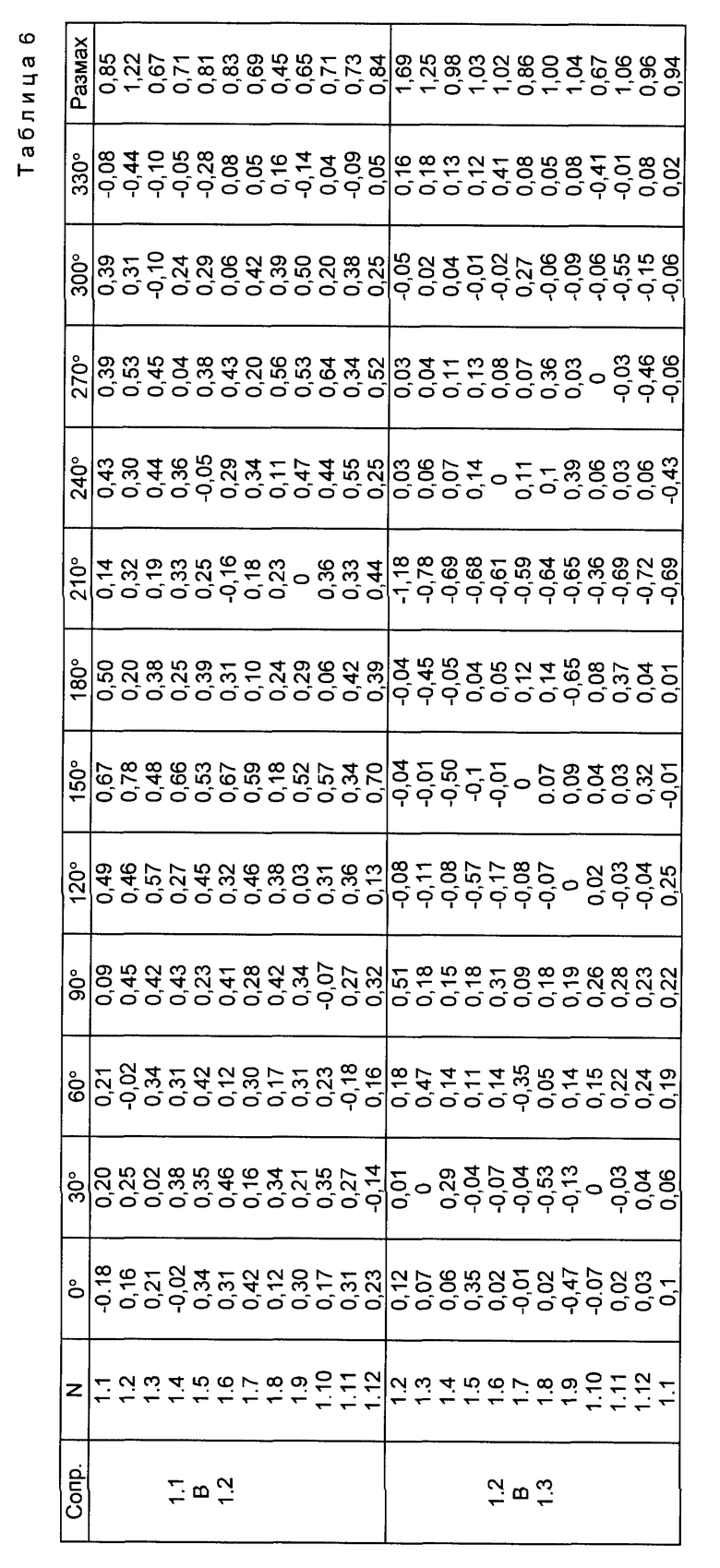
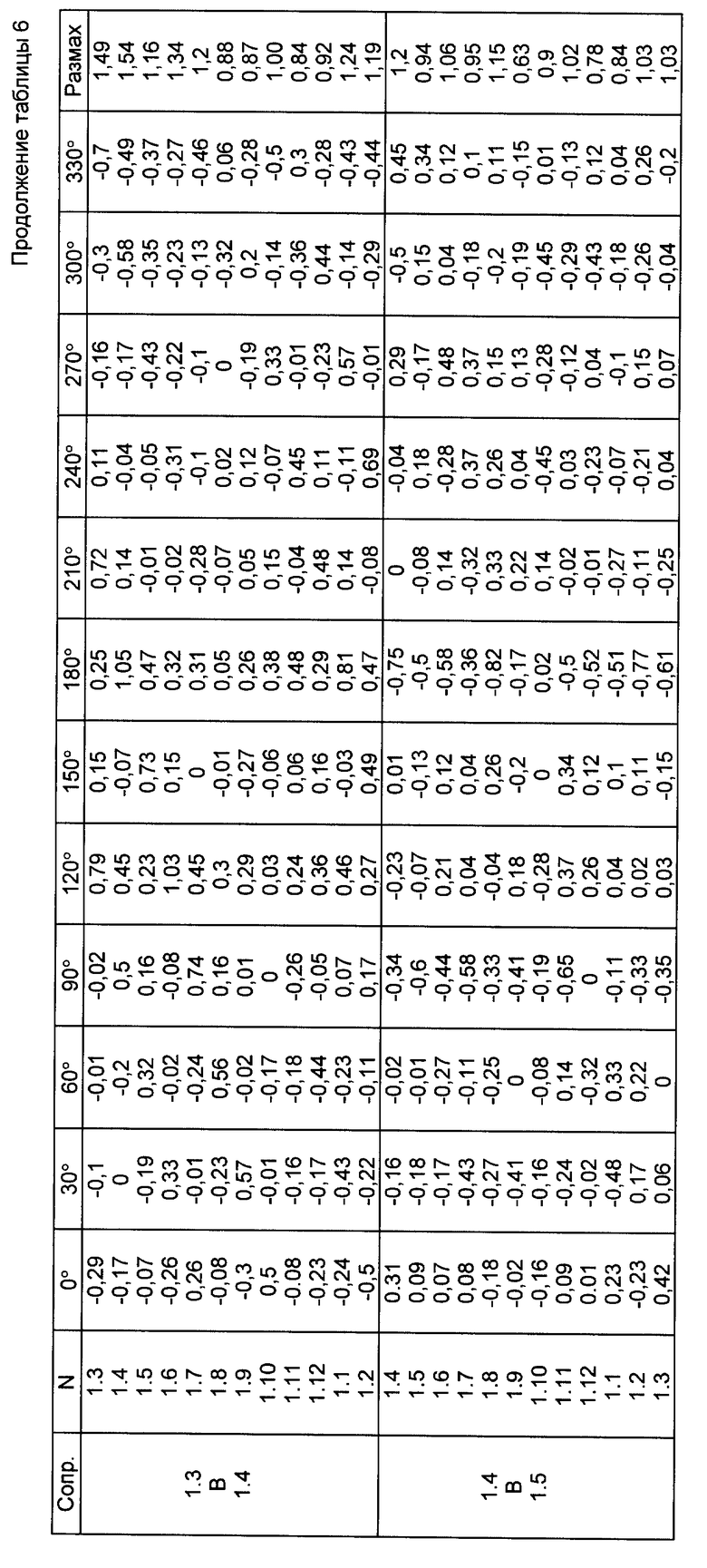
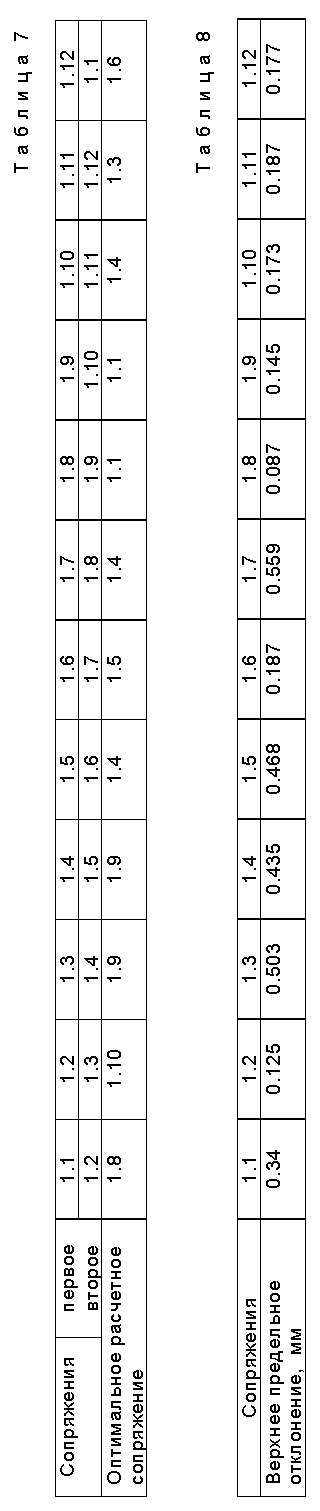
Пример конкретного выполнения. Необходимо собрать шестеренный насос модели Г11-11 и его зубчатую передачу. Насос предназначен для подачи масла к трущимся поверхностям деталей под давлением 5 кгс/см2 (0,6 МПа) с производительностью 8 л/мин при частоте вращения 1450 1/мин. Число зубьев - 12. Допустимое значение бокового зазора = 0,45 мм. Допустимая утечка масла (по верхнему отклонению) = 4,49 л/мин. При изготовлении шестерни и зубчатого колеса на них около зубьев выбивают номера зубьев от 1-го до 12-го. Полусобранный насос (без крышки) устанавливают в вертикальном положении в устройстве, аналогичном показанному на фиг. 1. На входной вал насаживают хомут с грузом противовеса и наконечником. Ножку индикатора подводят к наконечнику. Измеряют боковой зазор путем определения "мертвого" хода в двух сериях измерения. В первой серии последовательно фиксируют зубчатое колесо, измеряют боковой зазор, расфиксируют зубчатое колесо, поворачивают зубчатую пару на угловой шаг и снова повторяют измерения 12 раз. Затем аналогично выполняют вторую серию сочетания соединения зубьев. Причем вторая серия отлична от первой только извлечением зубчатого колеса из корпуса, поворотом его на один угловой шаг и установкой на прежнее место в корпус. Результаты измерений и расчетов по минимальной модели приведены в таблицах. Так, измеренные значения бокового зазора занесены в таблицу 1. Обозначения индексов эксцентриситета зубчатого колеса приведены в таблице 2. Численные значения эксцентриситета зубчатого колеса, вычисленные по формуле (4), сведены в таблицу 3. Обозначения индексов эксцентриситета шестерни сведены в таблице 4. Численные значения эксцентриситета шестерни, определенные по формуле (3), приведены в таблице 5. Расчетные значения бокового зазора, вычисленные по формуле (2), приведены в таблице 6. По результатам расчетов определяют номера соединений зубьев, удовлетворяющие условию минимальности бокового зазора (1) (см. табл. 7).
Значения верхнего предельного отклонения для каждого измеренного значения бокового зазора превышают допустимое в 0,45 мм в следующих сопряжениях 1.3, 1.5 и 1.7 (см. табл. 8).
Оценку надежности результатов, полученных с помощью предложенной в способе сборки модели сборки по измеренным боковым зазорам в двух сопряжениях (по двум сериям) и оценку результатов сборки шестеренного насоса без учета действительных отклонений выполняли по методике ГОСТ,а 11.010-81 "Правила определения оценок параметров и доверительных границ для биноминального и отрицательного биноминального распределения". Эта оценка надежности (приведена в приложении) показывает возможность и высокую эффективность предложенного способа сборки.
Экономическая эффективность заявляемого способа сборки зубчатых передач может быть определена, как разность экономии от снижения потерь от утечки масла, повышения производительности шестеренного насоса и дополнительных затрат на увеличение объема контроля бокового зазора.
Оценка надежности результатов сборки
При произвольной сборке без учета действительных размеров количество сборок одного комплекта шестеренного насоса соответствует допустимому количеству переустановок зубчатого колеса. Количество допустимых переустановок равно количеству зубьев зубчатого колеса n = 12 при условии передаточного отношения, равного единице.
Случайная величина ϕ означает количество событий А таких значений бокового зазора, при которых верхнее предельное отклонение за полный оборот колеса выходит за пределы допуска на этот параметр качества собранного изделия. По данным опыта этому требованию соответствует три сопряжения (1.3, 1.5 и 1.7) из двенадцати. Несмещенную оценку  для параметра биноминального распределения определяют по формуле
для параметра биноминального распределения определяют по формуле
Для нахождения доверительной границы назначают доверительную вероятность γ*= 0,9. Одностороннюю доверительную вероятность находят из соотношения
Значения верхней и нижней границы параметра g находят по таблице 3 ГОСТ 11.010-81 для n = 12, y = 3, n - y = 9
gв = 0,5273, gn = 0,0719.
Таким образом, вероятность собрать комплект шестеренного насоса с недопустимыми значениями бокового зазора при доверительной вероятности 0,95 соответствует значению наихудшего стечения обстоятельств и равно 0,5273. Эти данные указывают на необходимость выполнять сборку по действительным значениям бокового зазора, оптимизируя выбор сопряжения по измерениям бокового зазора только двух соседних любых сопряжений. В этом случае исключается полный перебор, как малопроизводительный. Далее, выполняют оценку надежности оптимизации соединений по разработанной информационно-математической модели. Количество реализаций сборки, выполненных моделью составляет n2 = 12 x 12 = 144. При этом количество неудовлетворительных решений y = 2. Тогда
Для нахождения верхней доверительной границы определяют величину по формуле
Значение Uj отыскивают по табл. 12 ГОСТ 11.010-81 для γ = 0,95, y = 2
Uj = U0.95 = 1,645,
тогда
Определяют tВ = 2n-y = 286.
В данном случае a≤y≤n-y и верхняя доверительная граница определялась по формуле
Подставив численные значения, получим
Эти значения надежности принятия решения относительно рационального сопряжения, полученные с помощью предложенной модели сборки, доказывают высокую эффективность по сравнению с произвольно выполняемой сборкой зубчатых передач.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ЗУБЧАТЫХ ПЕРЕДАЧ | 1996 |
|
RU2130131C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СБОРКИ ЗУБЧАТЫХ ПЕРЕДАЧ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2295652C1 |
| СПОСОБ ИЗМЕРЕНИЯ ЗАЗОРА МЕЖДУ ЗУБЬЯМИ КОЛЕС | 1999 |
|
RU2199687C2 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| СПОСОБ КОНТРОЛЯ ОТКЛОНЕНИЙ ОТ ПЛОСКОСТНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2168150C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ | 1999 |
|
RU2148454C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ЗАГОТОВКИ | 2000 |
|
RU2196025C2 |
| СПОСОБ СБОРКИ ПОДВИЖНЫХ СОЕДИНЕНИЙ | 1994 |
|
RU2080233C1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1998 |
|
RU2157897C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1999 |
|
RU2148455C1 |
Способ сборки зубчатых передач может быть использован в шестеренных насосах. Процесс сборки разделен на предварительный и окончательный. При предварительной сборке производят две серии контроля бокового зазора при полном переборе сочетаний соединений зубьев шестерни и зубчатого колеса. При окончательной сборке соединяют ту пару зубьев, для которой на основе анализа иммитационной модели, использующей результаты контроля бокового зазора, найдена наименьшая величина размаха бокового зазора. Использование способа сборки позволяет улучшить эксплуатационные свойства механизмов и машин с зубчатыми передачами, например, утечку масла шестеренных насосов, без повышения точности изготовления деталей зубчатых передач. 4 ил., 8 табл.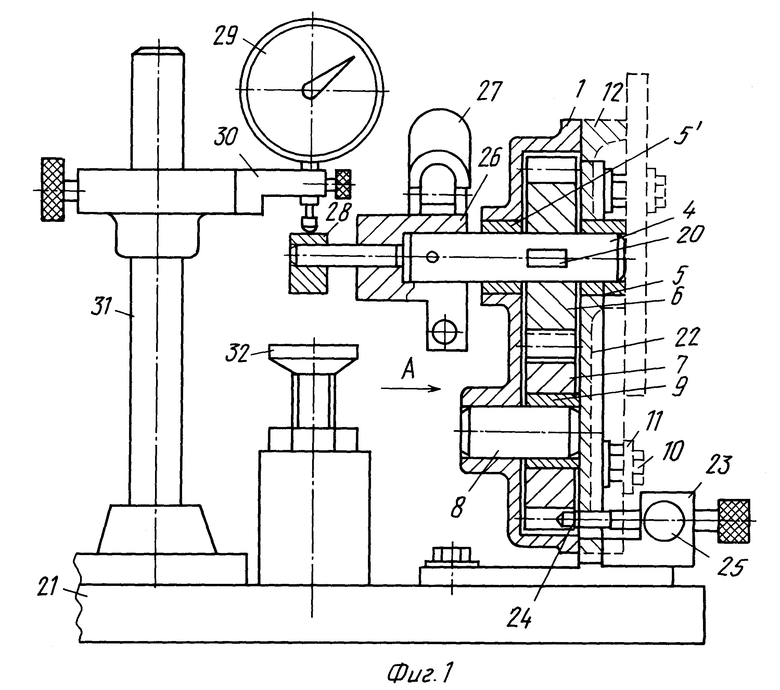
Способ сборки зубчатых передач, например, шестеренных насосов, включающий установку комплекта входного вала с шестерней и зубчатого колеса в корпус с одновременным соединением их зубьев, последующие присоединение крышки к корпусу и контроль бокового зазора, отличающийся тем, что до установки комплекта входного вала с шестерней и зубчатого колеса в корпус наносят номера зубьев на торцах шестерни и зубчатого колеса, а соединение их зубьев разделяют на предварительное и окончательное, при этом при предварительном соединении выполняют контроль бокового зазора при двух сериях сочетаний соединений зубьей шестерни и зубчатого колеса, контакт первой пары зубьев по номерам каждой из которой отличен друг от друга на один номер одного из элементов зубчатой передачи, а контакт каждой следующей пары зубьев в каждой серии сочетаний производят последовательно поворотом одновременно шестерни и зубчатого колеса на один угловой шаг, каждый раз фиксируя фиксатором положение одного из элементов зубчатой передачи, например зубчатого колеса, до полного оборота их для каждой серии сочетаний соединений зубьев, причем переход от серии к серии осуществляют извлечением из корпуса одного из элементов зубчатой передачи, например зубчатого колеса, поворотом на один угловой шаг и установкой в корпус с одновременным соединением зубьев с зубьями другого элемента зубчатой передачи; при окончательном соединении вводят в контакт ту пару зубьев шестерни и зубчатого колеса, для которой на основе имитационной модели процесса сборки зубчатых передач, учитывающей результаты контроля величин бокового зазора при двух сериях сочетаний соединений зубьев, найдены наименьшие значения бокового зазора.
| Гусев А.А | |||
| и др | |||
| Технология машиностроения | |||
| - М.: Машиностроение, 1986, с.38 - 39 | |||
| Способ обкатки шестеренных гидромашин | 1990 |
|
SU1712657A1 |
| SU 1184972 A, 15.10.85 | |||
| Многоступенчатый вакуумный насос и способ его сборки | 1989 |
|
SU1834986A3 |
| Белецкий Д.С | |||
| Технология машиностроения | |||
| - М.: Машгиз, 1956, с.465. | |||
