Изобретение относится к пищевой промышленности, машиностроению, электронике, а также может быть использовано и в других отраслях промышленности, где необходима сушка и ориентированная загрузка изделий на технологические операции.
Известно устройство для ориентированной подачи деталей (а.с. N 1553471, МКИ кл. B 65 G 47/14, опубликовано 30.03.90, бюллетень N 12), включающее бункер в виде полого цилиндра, установленного наклонно с возможностью вращения вокруг продольной оси и снабженное неподвижно установленной и расположенной под полым цилиндром пневмокамерой с прикрепленными к ней направляющими, расположенными внутри полого цилиндра со стороны выдачи деталей, при этом полый цилиндр выполнен перфорированным и снабжен продольными выступами, расположенными на его внутренней поверхности параллельно продольной оси вращения.
Недостатками описанного устройства являются узкие технологические возможности, обусловленные тем, что устройство предназначено только для активной ориентации и подачи деталей. Низкая надежность обусловлена наличием продольных выступов на внутренней поверхности бункера, в результате чего затруднены: подача изделий в цилиндр за счет непостоянства зазора между изделием и бункером, а также - из-за возможности посадки изделия на выступы или заклинивания изделия между ними. Кроме того, низкая надежность обуславливается маятниковым перемещением изделий по внутренней поверхности бункера при их всплытии и движении с одной стороны бункера на диаметрально противоположную.
Техническая задача - расширение технологических возможностей и повышение надежности.
Поставленная задача достигается тем, что устройство для сушки и ориентированной подачи деталей, включающее бункер в виде полого перфорированного цилиндра, с возможностью вращения вокруг продольной оси, с неподвижно установленной пневмокамерой, отличается тем, что внутренняя поверхность цилиндра выполнена в виде многогранной призмы и на входе в бункер установлен серповидный воздухоподводящий канал, разделенный вдоль сплошной перегородкой, при этом пневмокамера выполнена усеченной до подающего и принимающего конвейеров со стороны, противоположной стороне ориентации и разделена сплошной перегородкой на две секции.
Технический результат достигается тем, что в устройстве наряду с активной ориентацией изделий осуществляется их сушка за счет подачи горячего воздуха под изделия из пневмокамер через перфорацию бункера и из серповидного воздухоподводящего канала вдоль бункера. Повышение надежности достигается изменением конфигурации внутренней поверхности бункера, которая представляет собой многогранник, что позволяет выровнить профиль давления под изделием и исключить заклинивание изделий в продольных выступах. Кроме того, за счет выполнения усеченной пневмокамеры отсутствует процесс маятникового скольжения всплывших изделий с одной стороны бункера на другую.
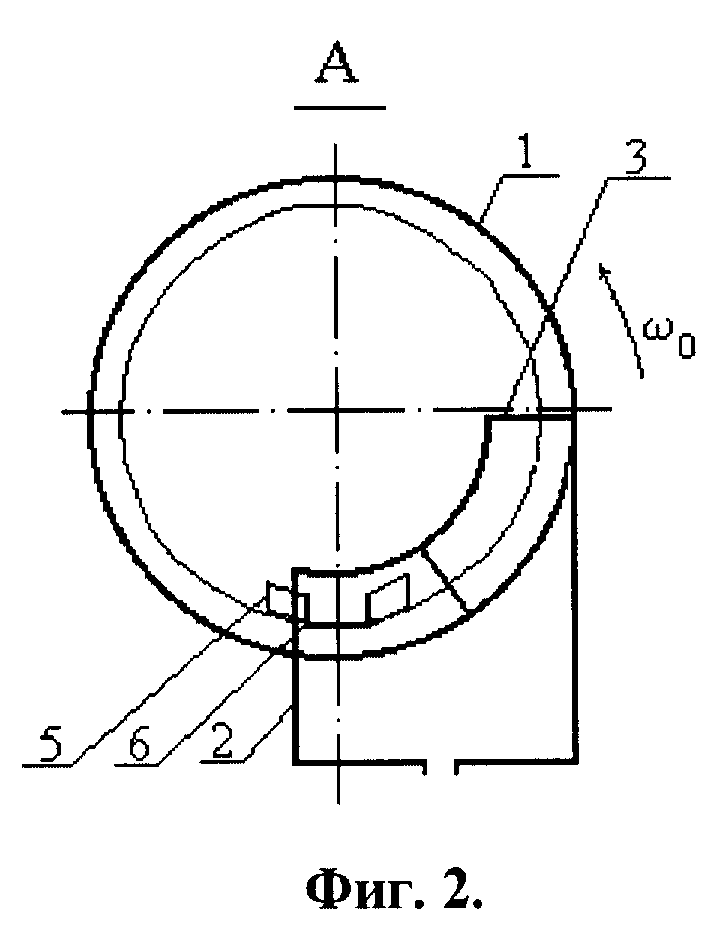
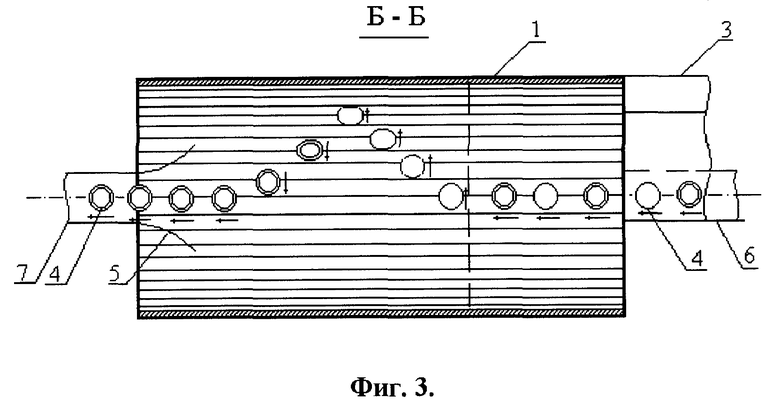
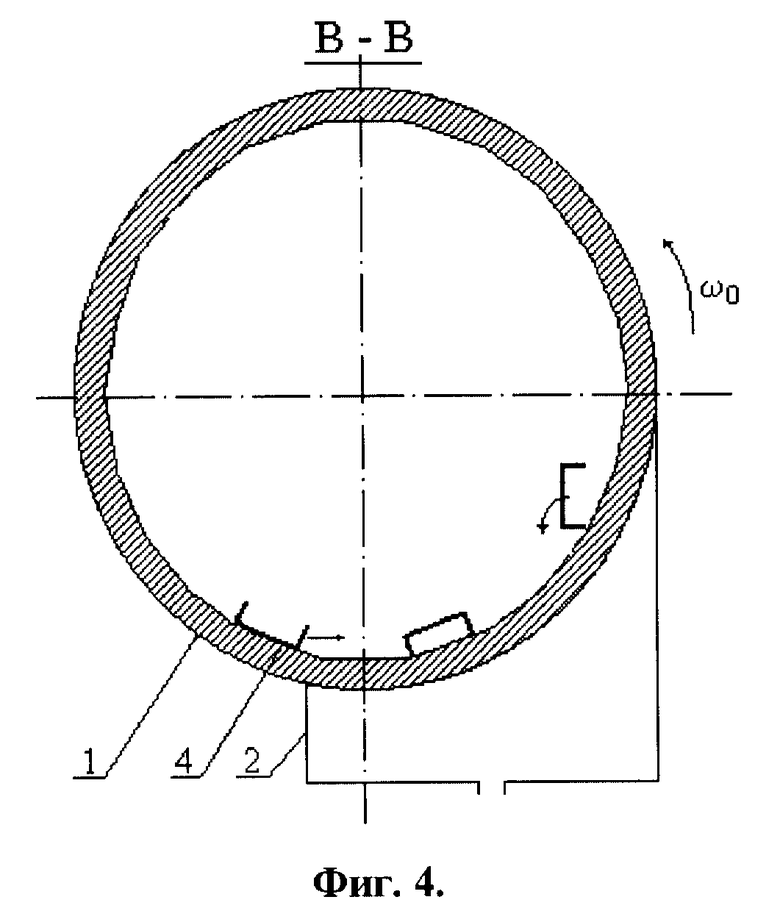
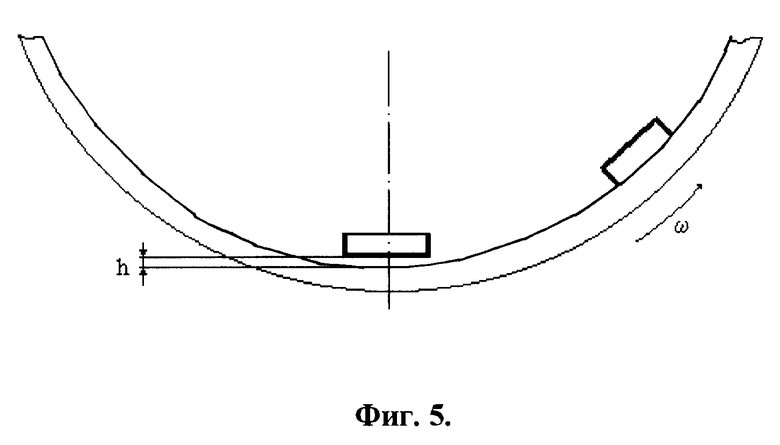
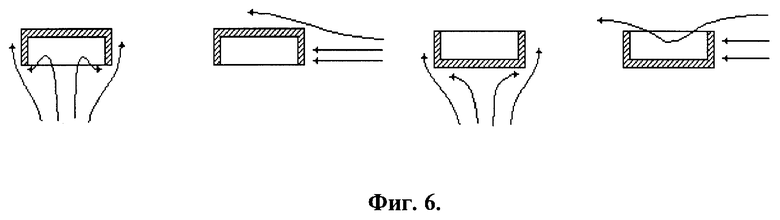
На фиг. 1 показан общий вид устройства; на фиг. 2 - вид А фиг. 1; на фиг. 3 - разрез Б-Б фиг. 1; на фиг. 4 - разрез В-В фиг. 1; на фиг. 5 - схема всплытия деталей; на фиг. 6 - схема сушки изделий типа "колпачок".
Устройство включает бункер 1 (фиг. 1), выполненный из полого цилиндра с внутренней поверхностью, выполненной в виде многогранной призмы. Причем бункер 1 выполнен с возможностью вращения вокруг продольной оси. Под бункером установлены две неподвижные пневмокамеры П1 и П2, которые обеспечивают подачу сжатого горячего воздуха в зоны "А1" и "А2" бункера 1, с разным давлением. Подача горячего воздуха под изделия 4 осуществляется через перфорацию бункера 1, и вместе с потоком изделий - через серповидный воздухоподводящий канал 3. В выходной полости бункера 1 со стороны выдачи изделий 4 выполнены направляющие 5, жестко зафиксированные на пневмокамере П2. С противоположных концов бункера 1 установлены подающий 6 и принимающий 7 конвейеры.
Устройство работает следующим образом.
Бункер 1 приводится во вращательное движение. В пневмокамеру П1 подается сжатый воздух, который истекает внутрь бункера через его перфорацию. Расход сжатого воздуха можно регулировать и он подбирается таким образом, чтобы изделия 4, поданные по подающему конвейеру 6 на внутреннюю поверхность бункера 1, зависали на воздушной прослойке независимо от их расположения. На всплывшие изделия 4 вращение бункера 1 не передается, и они осуществляют перемещение вдоль бункера 1 под действием давления струи сжатого воздуха, подаваемого вдоль поверхности цилиндра через серповидный воздухоподводящий канал 3. В зоне "А" бункера 1 происходит первоначальная сушка изделий: снизу сжатым горячим воздухом, подаваемым из пневмокамеры П1, сбоку и сверху воздухом, подаваемым с потоком изделий 4 через серповидный воздухоподводящий канал 3 (фиг. 6). Одновременно в пневмокамеру П2 подается сжатый горячий воздух, расход которого регулируется таким образом, чтобы при подаче изделий 4 в зону "А2" бункера 1 только развитой опорной поверхностью они всплывали на газовой прослойке при истечении воздуха через перфорацию бункера 1 (фиг. 5). В результате этого, вращение бункера на изделия не передается и они за счет динамического воздействия струй воздуха, подаваемого через серповидный воздухоподводящий канал 3 вдоль бункера, перемещаются к принимающему транспортеру и по нему на дальнейшие технологические операции. При подаче изделий 4 своей менее развитой опорной поверхностью в зону "А2" бункера 1, при неизменном избыточном давлении в пневмокамере П2, под изделиями 4 также образуется воздушная прослойка, но не достаточная для всплытия. В результате этого изделия 4 упираются в ребра внутренней поверхности цилиндра и начинают перемещаться совместно с бункером 1. Достигнув критического положения, они переворачиваются и попадают на внутреннюю поверхность бункера 1 своей развитой опорной поверхностью. Под ними образуется воздушная прослойка, достаточная для процесса всплытия, на которой изделие и "зависает". В результате этого вращение цилиндра на изделия 4 не передается и они на воздушной прослойке под действием составляющей силы тяжести двигаются по периметру многогранника вниз, против вращения бункера 1. При выходе изделий за границу пневмокамеры происходит их сухое торможение, посадка изделий 4 на внутреннюю поверхность бункера 1 и движение совместно с ним (фиг. 4). Как только изделие 4 пересекает границу усеченной пневмокамеры 2, оно всплывает и движется на воздушной прослойке вдоль цилиндра в зону выхода из бункера 1 за счет динамического давления струй сжатого воздуха истекающих из серповидного воздухоподводящего канала 3. Для того чтобы изделия, всплывшие на воздушной прослойке и зацепившиеся за выступы внутренней поверхности, при активной ориентации двигались вдоль бункера с одинаковой скоростью, во второй секции серповидного воздухоповодящего канала создается более высокое давление. При этом на изделия, зацепившиеся за внутреннюю поверхность цилиндра и поднимающиеся по образующей бункера воздействуют струи воздуха с более высоким давлением в продольном направлении, что делает возможным их перемещение вдоль бункера с такой же скоростью, как и у всплывших. При этом не происходит столкновения изделий и наваливания их друг на друга.
В зоне выхода из бункера 1 происходит окончательная досушка активно ориентированных изделий 4. При этом унос влаги с внутренней поверхности изделий 4, имеющих форму колпачков и им подобным, поступающих в зону выхода из бункера 1 правильно ориентированными, происходит за счет эжекционного эффекта (фиг. 6). Т.е. у внешней кромки изделия 4 при прохождении над ней струй воздуха создается разряжение и соответственно отсос влажного воздуха с ее внутренней поверхности. Для формирования ориентированных изделий в ряд перед принимающим конвейером 7 выполнены направляющие 5.
Расширение технологических возможностей предложенного устройства обусловлено тем, что наряду с активной ориентацией осуществляется процесс сушки изделий.
Повышение надежности предложенного устройства достигается изменением конфигурации внутренней поверхности бункера, выполненной в виде многогранника, что позволяет выровнить профиль давления под изделием и исключить их заклинивание в продольных выступах.
Кроме того, отсутствие эффекта маятникового скольжения изделий на газовой прослойке с одной стороны бункера на противоположную в результате сухого торможения при выходе изделий за границу пневмокамер наряду с повышением надежности устройства делает процесс активной ориентации более быстрым, что приводит к повышению производительности заявляемого устройства.
Предложенное устройство обладает высоким уровнем гибкости, т.к. может быть использовано для различных типоразмеров изделий, в результате использования для распознавания изделий критерия "удельная нагрузка" (отношение массы изделия к площади опорной поверхности). Что позволяет не учитывать их конкретные особенности конфигурации, а процесс переналадки при переходе с одних типоразмеров на другие свести к подбору расхода сжатого горячего воздуха, подаваемого в пневмокамеры, который может осуществляться в автоматическом режиме.
Использование газовой смазки для активного ориентирования и транспортирования изделий позволяет применять устройство для деталей выполненных из хрупких материалов, имеющих легкоповреждаемые поверхности и для которых не допустим жесткий механический контакт с несущей поверхностью.
Использование в одном устройстве трех технологических операций (сушка, активное ориентирование, транспортирование) позволяет сократить количество оборудования, а соответственно энергозатраты, высвободить производственные площади и обслуживающий персонал, что ведет к снижению себестоимости продукции и повышению эффективности производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СУШКИ, ОРИЕНТАЦИИ И ПОДАЧИ ИЗДЕЛИЙ | 1999 |
|
RU2151728C1 |
| УСТРОЙСТВО ДЛЯ СУШКИ ИЗДЕЛИЙ С АВТОМАТИЧЕСКИМ КОНТРОЛЕМ ВЛАЖНОСТИ | 1999 |
|
RU2159916C1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОЙ ОРИЕНТАЦИИ И СОРТИРОВКИ ИЗДЕЛИЙ | 1998 |
|
RU2130419C1 |
| ПНЕВМАТИЧЕСКИЙ СЕПАРИРУЮЩИЙ ЛОТОК | 1999 |
|
RU2149714C1 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ ИЗДЕЛИЙ | 1999 |
|
RU2147942C1 |
| СПОСОБ АКТИВНОГО ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ | 1999 |
|
RU2151094C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ВЕСА БРИКЕТИРОВАННОЙ ПРОДУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1996 |
|
RU2112223C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2153209C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ ИЗ ФОТОРЕЗИСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2158987C1 |
| УСТРОЙСТВО ОХЛАЖДЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2001 |
|
RU2193258C2 |
Изобретение относится к пищевой промышленности, машиностроению, электротехнике, а также может быть использовано и в других отраслях промышленности, где необходима сушка и ориентированная загрузка изделий на технологические операции. Устройство для сушки и ориентированной подачи деталей включает бункер в виде полого перфорированного цилиндра, с возможностью вращения вокруг продольной оси, с неподвижно установленной пневмокамерой. Внутренняя поверхность цилиндра выполнена в виде многогранной призмы и на входе в бункер установлен серповидный воздухоподводящий канал, разделенный вдоль сплошной перегородкой. Пневмокамера выполнена усеченной до подающего и принимающего конвейеров со стороны, противоположной стороне ориентации, и разделена сплошной перегородкой на две секции. Расширяются технологические возможности и повышается надежность. Устройство обладает высоким уровнем гибкости за счет возможности манипулирования разнообразными типоразмерами изделий в совокупности со способностью к автоматической переналадке при переходе с одних на другие. 6 ил.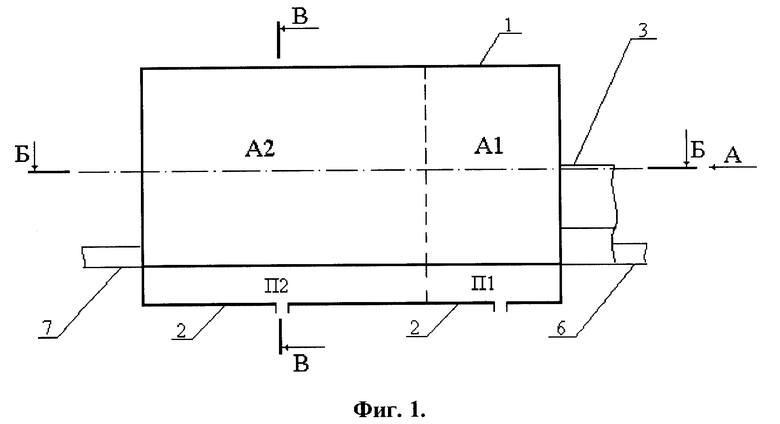
Устройство для сушки и ориентированной подачи деталей, включающее бункер в виде полого перфорированного цилиндра, с возможностью вращения вокруг продольной оси, с неподвижно установленной пневмокамерой, отличающееся тем, что внутренняя поверхность цилиндра выполнена в виде многогранной призмы и на входе в бункер установлен серповидный воздухоподводящий канал, разделенный вдоль сплошной перегородкой, при этом пневмокамера выполнена усеченной до подающего и принимающего конвейеров со стороны, противоположной стороне ориентации, и разделена сплошной перегородкой на две секции.
| Устройство для ориентированной подачи деталей | 1988 |
|
SU1553471A1 |
| Устройство для поштучной выдачи изделий | 1986 |
|
SU1407880A1 |
| МАШИНА ДЛЯ АВТОМАТИЧЕСКОГО ПОЗИЦИОНИРОВАНИЯ И ПОДАЧИ ТАРЫ | 1990 |
|
RU2086483C1 |
| DE 3827058 A1, 15.02.90. | |||
