Изобретение относится к автоматизации процесса сортировки и загрузки в машиностроении, приборостроении, электронной промышленности, а также в других отраслях народного хозяйства, где необходима сортировка и ориентированная подача штучных деталей (изделий) на технологические операции.
Известно устройство для ориентированной подачи деталей (а. с. N 1553471, кл. В 65 G 47/14, опубликовано 30.03.90, бюллетень N 12), включающее бункер в виде полого цилиндра, установленного наклонно с возможностью вращения вокруг продольной оси и снабженное неподвижно установленной и расположенной под полым цилиндром пневмокамерой с прикрепленными к ней направляющими, расположенными внутри полого цилиндра со стороны выдачи деталей, при этом полый цилиндр выполнен перфорированным и снабжен продольными выступами, расположенными на его внутренней поверхности параллельно продольной оси вращения.
Недостатками этого устройства являются узкие технические возможности, которые обусловлены тем, что данное устройство не может производить сортировку изделий и операцию активной ориентации изделий без переналадки, движущихся в общем потоке, как различных типоразмеров, так и одного типа заданного размерного ряда, имеющих постоянную удельную нагрузку. Кроме того, величина диаметра цилиндра выбирается в зависимости от максимального диаметра изделия из общего количества типоразмеров, ориентированная загрузка которых будет производиться на данном устройстве. Поэтому использование этого устройства для ориентации изделий наименьших размеров приведет к экономически неоправданным энергозатратам. При этом процесс переналадки при переходе на изделия большего размера при увеличении их номенклатуры сверх запланированной приведет к необходимости увеличения диаметра цилиндра, то есть к конструктивному изменению устройства, что существенно снижает уровень гибкости, и приводит к дополнительным затратам.
Техническая задача - расширение технологических возможностей.
Поставленная задача достигается тем, что устройство для активной ориентации и сортировки изделий, движущихся в потоке, включает бункер с перфорированной несущей поверхностью, установленный наклонно, пневмокамеру, питающий конвейер, при этом несущая поверхность выполнена в виде независимых секций, имеющих вид части полого усеченного конуса, с возможностью совершать колебательные движения в разных направлениях относительно продольной оси, причем число секций может изменяться в зависимости от количества типоразмеров разделяемых изделий.
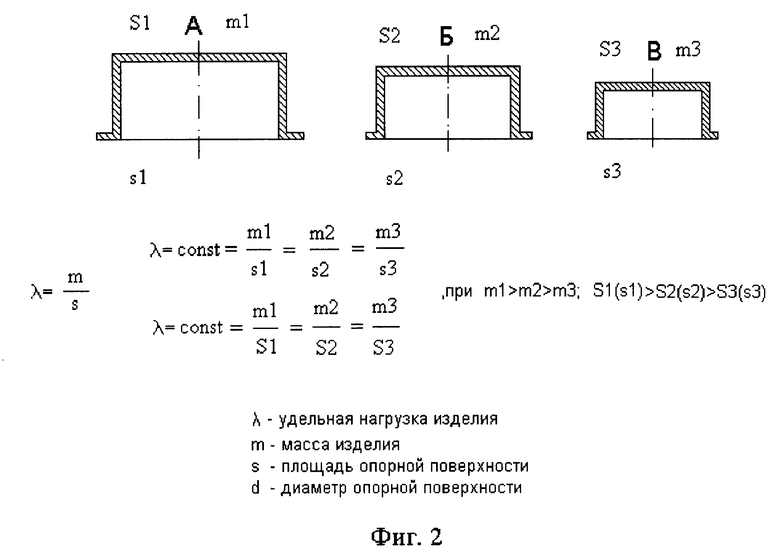
Технический результат заявляемого устройства для активной ориентации и сортировки изделий выражается в том, что зазор между изделием и несущей поверхностью по образующей конуса является величиной непостоянной и зависит от размера изделия и угла конусности. Согласно исследованиям, проведенным в монографии: "Пневматические конвейеры" Битюков В.К., Колодежнов В.Н., Кущев Б. И. Воронеж: Издательство Воронежского Гос. университета, 1984 год 164 с. на процесс всплытия изделия на воздушной прослойке значительно влияет зазор между несущей поверхностью и опорной поверхностью изделия. Чем больше данный зазор, тем больше требуется расхода воздуха, подаваемого под изделия для осуществления процесса "всплытия". За счет этого на одном и том же участке конуса при неизменном избыточном давлении в пневмокамере изделия, имеющие меньшие размеры и, соответственно, меньший зазор между несущей поверхностью и изделием, будут "всплывать" на воздушной прослойке, а изделия большего размера будут совершать "посадку" на несущую поверхность, даже если они имеют такую же удельную нагрузку, как и первые. Это позволяет использовать данное устройство для сортировки, а также активной ориентации изделий, движущихся в общем потоке, различных типоразмеров (фиг. 1) и изделий одного вида заданного размерного ряда, то есть имеющих единое конструктивное исполнение, но отличающихся массой и геометрическими размерами. На фиг. 2 представлен вид изделий типа колпачка одного размерного ряда (ГОСТ 18472-88), являющихся корпусами полупроводниковых приборов. Все изделия данного размерного ряда имеют постоянную удельную нагрузку, то есть равные отношения их масс соответственно к большим или меньшим опорным площадям изделий.
В устройстве используется модульный принцип построения, то есть количество секций несущей поверхности, выполненной в виде части полого усеченного конуса, может быть увеличено (сокращено) в зависимости от количества различных типоразмеров изделий или от количества изделий определенного размерного ряда, движущихся в общем потоке. Независимое перемещение секций несущей поверхности позволяет осуществлять отбор ориентированных изделий с противоположных сторон в зависимости от их размера, что обеспечивает сортировку изделий из общего потока по типоразмеру, то есть разделение изделий разных типоразмеров на несколько потоков, в каждом из которых будут изделия только определенного типоразмера. Аналогично может производиться сортировка движущихся в общем потоке изделий одного типа заданного размерного ряда, то есть активная ориентация их и разделение по геометрическому размеру, в частности по величине площади опорной поверхности. При этом процесс переналадки при переходе на новые изделия сводится к подбору расхода воздуха, подаваемого под изделия, и установке (снятию) секций несущей поверхности.
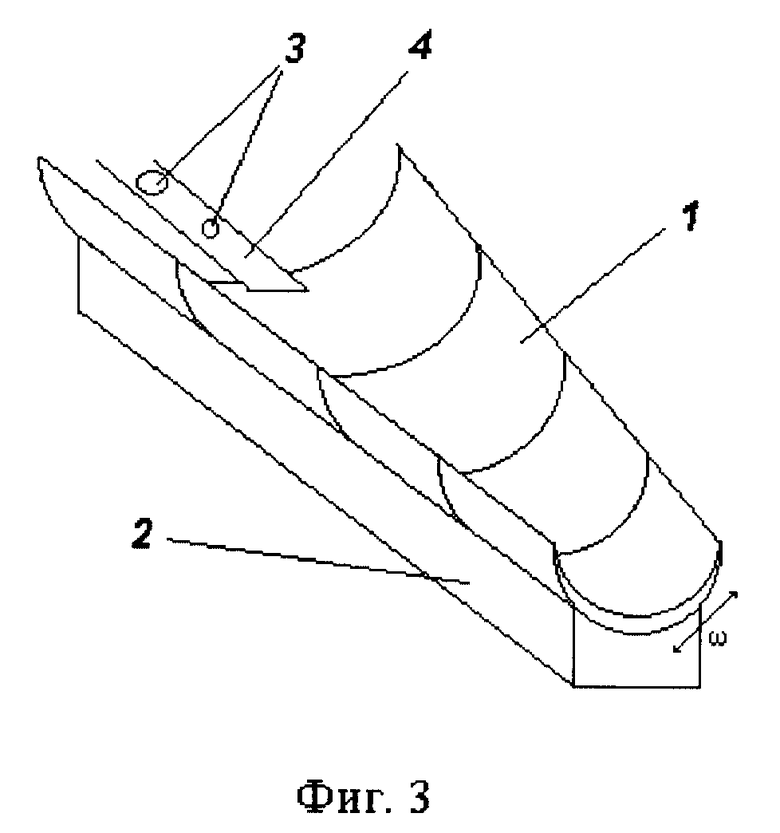
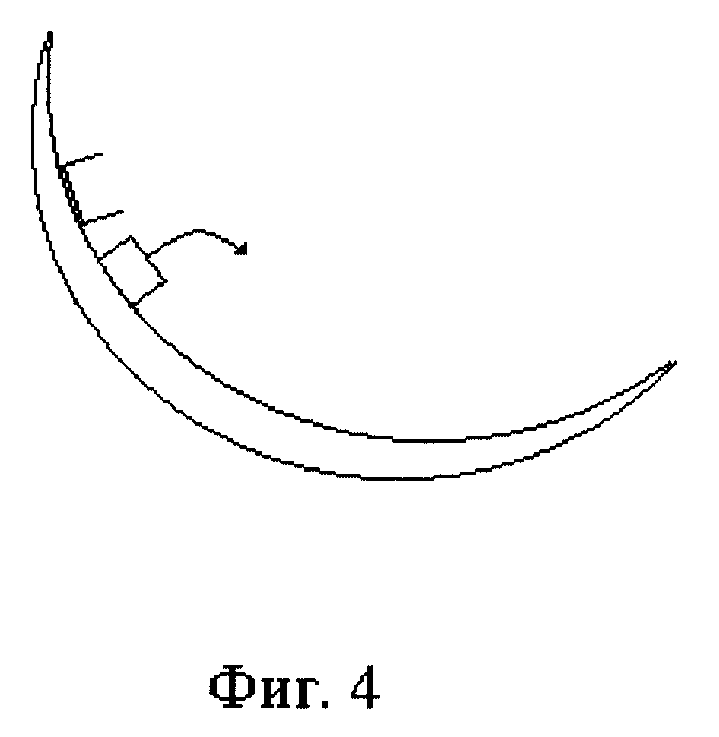
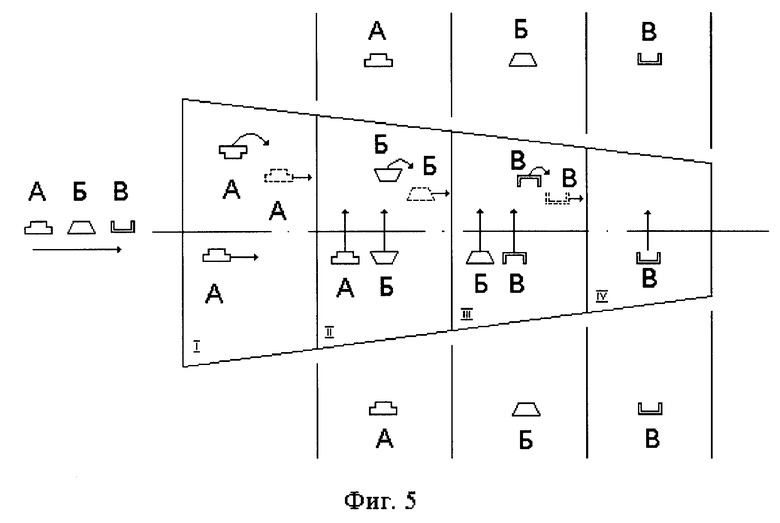
На фиг. 1 и 2 представлены изделия, для которых может быть использовано предлагаемое устройство. Оно изображено на фиг.3 и 4. На фиг. 5 и 6 представлена диаграмма работы устройства.
Устройство включает (см. фиг. 3) бункер 1, выполненный в виде независимо перемещающихся секций, имеющих вид части полого усеченного конуса. Причем бункер 1 выполнен с возможностью перемещения относительно продольной оси и наклонен к горизонтальной плоскости. Под бункером установлена пневмокамера 2, обеспечивающая подачу сжатого воздуха через перфорированную поверхность бункера под изделия 3, причем пневмокамера 2 закреплена неподвижно относительно горизонтальной плоскости. С торца бункера 1 установлен подающий конвейер 4.
Устройство работает следующим образом. В пневмокамеру 2 (фиг. 3) подается сжатый воздух. По транспортеру 4 на качающиеся секции бункера подаются произвольно ориентированные изделия, представленные на фиг. 1 или 2. Истекая из перфорации бункера 1, сжатый воздух создает под изделиями воздушную прослойку. Причем расход воздуха регулируется и подбирается таким образом, что на воздушной прослойке "всплывают" изделия, поданные на больший конус своей развитой опорной поверхностью (с большей опорной поверхностью). Секции бункера 1 совершают качающиеся движения в обе стороны со смещением от первоначального положения. Перемещение бункера 1 на изделия не передается и под действием составляющей силы тяжести, так как бункер имеет наклон, изделия перемещаются вдоль бункера к меньшей секции. При подаче изделия в бункер 1 менее развитой поверхностью под ней также образуется воздушная прослойка, но не достаточная для процесса всплытия. В результате этого изделия касаются бункера, и начинается их совместное перемещение, то есть движение изделия на периферию несущей поверхности. Критический угол, при котором происходит переворот изделия, расположенного на конусе развитой и менее развитой опорной поверхностью будет различен (фиг. 4). Так как центр тяжести изделий смещен относительно их геометрического центра к большей опорной поверхности вдоль вертикальной оси. Поэтому изделия, расположенные на конусе своей менее развитой опорной поверхностью, переворачиваются при меньшем значении угла поворота. На основании этого амплитуда перемещений каждой секции выбрана таким образом, чтобы правильно ориентированные изделия, то есть расположенные на несущей поверхности более развитой опорной поверхностью, не переворачивались, а неправильно ориентированные - осуществляли переворот. После переворота, то есть активной ориентации изделий, они располагаются на перфорированной внутренней поверхности бункера своей развитой опорной поверхностью. Под изделиями образуется воздушная прослойка, достаточная для всплытия. Данный процесс осуществляется, вращение конуса на изделия не передается, и они на воздушной прослойке двигаются в самую нижнюю точку первой секции и затем вдоль конуса перемещаются во вторую секцию, в результате наклона бункера относительно горизонтальной плоскости.
При движении изделия, например одного из тех, что представлены на фиг. 1, вдоль бункера (фиг. 5) зазор между изделием и несущей поверхностью будет постоянно увеличиваться за счет уменьшения радиуса кривизны конуса. Это приведет к "посадке" правильно ориентированного изделия А на второй секции несущей поверхности и выносу ее на периферию конуса и удалению с несущей поверхности. Одновременно происходит активная ориентация изделия Б и перемещение его в третью секцию бункера 1, то есть зазор во второй секции между правильно ориентированным изделием Б и несущей поверхностью еще не настолько велик, чтобы изделие могло "сесть" на конус. Поэтому правильно ориентированные изделия Б на воздушной прослойке перемещаются вдоль бункера в третью секцию, где и осуществляется механический контакт между изделием и конусом. В результате чего осуществляется их совместное перемещение на периферию и удаление с конуса. Аналогичным образом осуществляется активная ориентация изделий В в третьей секции бункера и вынос правильно ориентированных изделий В в четвертой секции.
Таким образом, в первой секции "всплывают" все изделия, кроме неправильно ориентированных, обладающих самой большой удельной нагрузкой (А). Здесь происходит их ориентация (переворот). Во второй секции производится вынос правильно ориентированных изделий А на периферию и активная ориентация изделий, у которых удельная нагрузка немного меньше (Б). В третьей секции происходит ориентация изделий с еще меньшей удельной нагрузкой (В) и вынос на периферию изделий Б. Возможно, что в первой (или во второй) секции помимо неправильно ориентированных изделий А "сядут" и неправильно ориентированные изделия Б и/или В. Они также как и изделия А будут активно ориентированы в данной секции, "всплывут" на воздушной прослойке, будут перемещаться вдоль конуса и обязательно совершат "посадку" в нужной секции, при достижении определенного зазора между несущей поверхностью и изделием.
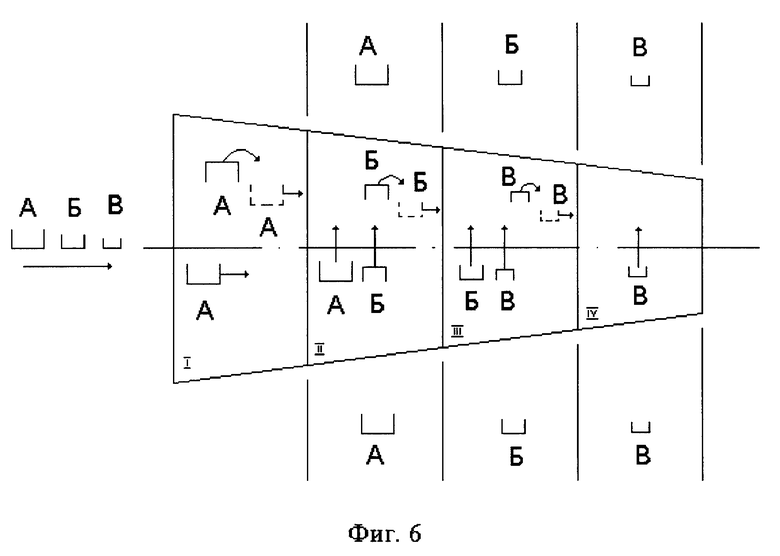
Рассмотрим использование устройства для активной ориентации и сортировки изделий, представленных на фиг. 2, одного типоразмера заданного размерного ряда. Конусообразные секции (фиг. 6) выполнены таким образом, что в первой самой большой из них "всплывают" все детали, кроме неправильно ориентированных, имеющих самую большую опорную поверхность (А). Здесь происходит их активная ориентация, то есть переворот. Во второй секции производится вынос правильно ориентированных изделий (А) на периферию и активная ориентация изделий, у которых опорная поверхность несколько меньше (Б). В третьей секции происходит активная ориентация изделий с еще меньшей площадью опорной поверхности (В) и вынос на периферию изделий Б. Возможно, что в первой (или во второй) секции помимо неправильно ориентированных изделий А "сядут" и неправильно ориентированные изделия Б и/или В. Они также как и изделия А будут активно ориентированы в данной секции, "всплывут" на воздушной прослойке, будут перемещаться вдоль конуса и обязательно совершат "посадку" в последующих секциях.
Расширение технологических возможностей устройства обусловлено тем, что наряду с активной ориентацией осуществляется и процесс сортировки изделий. Кроме того, процесс активной ориентации и сортировки изделий может осуществляться без переналадки как для одного изделия, так и для движущихся в потоке изделий различных типоразмеров и одного типа заданного размерного ряда.
Использование в качестве критерия распознавания изделий обобщенной величины "удельная нагрузка" позволяет применять предложенное устройство для различных типоразмеров изделий. При этом процесс переналадки при переходе с одного типоразмерного ряда на другой сводится к подбору расхода воздуха, подаваемого под изделия и установке (снятию) секций несущей поверхности. Поэтому предложенное устройство обладает высоким уровнем гибкости.
Применение газовой прослойки в качестве смазки между изделием и несущей поверхностью предложенного устройства позволяет избежать жесткого механического контакта между ними, что допускает использование устройства для изделий, выполненных из хрупких материалов, имеющих легко повреждаемые и зеркальные покрытия, а также для которых недопустим или нежелателен такой вид контакта.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПНЕВМАТИЧЕСКИЙ СЕПАРИРУЮЩИЙ ЛОТОК | 1999 |
|
RU2149714C1 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ ИЗДЕЛИЙ | 1999 |
|
RU2147942C1 |
| УСТРОЙСТВО ДЛЯ СУШКИ, ОРИЕНТАЦИИ И ПОДАЧИ ИЗДЕЛИЙ | 1999 |
|
RU2151728C1 |
| УСТРОЙСТВО ДЛЯ СУШКИ И ОРИЕНТИРОВАННОЙ ПОДАЧИ ДЕТАЛЕЙ | 1998 |
|
RU2130890C1 |
| СПОСОБ АКТИВНОГО ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ | 1999 |
|
RU2151094C1 |
| УСТРОЙСТВО ДЛЯ СУШКИ ИЗДЕЛИЙ С АВТОМАТИЧЕСКИМ КОНТРОЛЕМ ВЛАЖНОСТИ | 1999 |
|
RU2159916C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ВЕСА БРИКЕТИРОВАННОЙ ПРОДУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1996 |
|
RU2112223C1 |
| УЧАСТОК РАЗДЕЛКИ ВЯЗКОУПРУГОПЛАСТИЧНЫХ И ВЯЗКОПЛАСТИЧНЫХ ПИЩЕВЫХ МАСС | 2000 |
|
RU2182769C2 |
| УСТРОЙСТВО ДЛЯ БЕСКОНТАКТНОГО ВЗВЕШИВАНИЯ И СОРТИРОВКИ ШТУЧНЫХ ИЗДЕЛИЙ | 1998 |
|
RU2127423C1 |
| СПОСОБ БЕСКОНТАКТНОГО ОПРЕДЕЛЕНИЯ ВЕСА ИЗДЕЛИЙ ИЗ МАТЕРИАЛОВ МАЛОЙ УДЕЛЬНОЙ ПЛОТНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2093797C1 |
Изобретение относится к автоматизации процесса сортировки и загрузки в машиностроении, приборостроении, электронной промышленности, а также в других отраслях народного хозяйства, где необходима сортировка и ориентированная подача штучных деталей (изделий) на технологические операции. Устройство для активной ориентации и сортировки изделий, движущихся в потоке, включает бункер с перфорированной несущей поверхностью, установленный наклонно, пневмокамеру, питающий конвейер. Несущая поверхность выполнена в виде независимых секций, имеющих вид части полого усеченного конуса, с возможностью совершать колебательные движения в разных направлениях относительно продольной оси. Число секций может изменяться в зависимости от количества типоразмеров разделяемых изделий. Расширяются технологические возможности. Данное устройство может производить сортировку, а также активную ориентацию единичных изделий и движущихся в потоке как различных типоразмеров, движущихся в общем потоке, так и одного типа заданного размерного ряда, имеющих постоянную удельную нагрузку. 6 ил.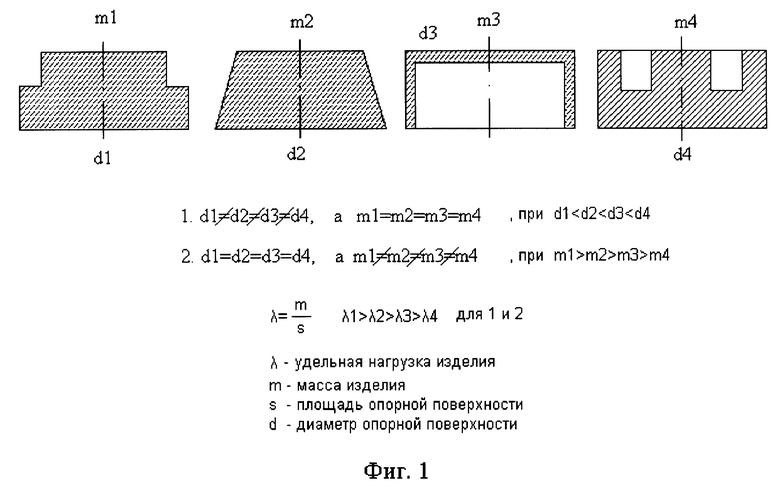
Устройство для активной ориентации и сортировки изделий, движущихся в потоке, включающее бункер с перфорированной несущей поверхностью, установленный наклонно, пневмокамеру, питающий конвейер, отличающееся тем, что несущая поверхность выполнена в виде независимых секций, имеющих вид части полого усеченного конуса, с возможностью совершать колебательные движения в разных направлениях относительно продольной оси, причем число секций может изменяться в зависимости от количества типоразмеров разделяемых изделий.
| Устройство для ориентированной подачи деталей | 1988 |
|
SU1553471A1 |
| Устройство для подачи и ориентирования деталей "Ванька-встанька | 1985 |
|
SU1459991A1 |
| Устройство для ориентированной подачи деталей | 1983 |
|
SU1180326A1 |
| МАШИНА ДЛЯ АВТОМАТИЧЕСКОГО ПОЗИЦИОНИРОВАНИЯ И ПОДАЧИ ТАРЫ | 1990 |
|
RU2086483C1 |
