Изобретение относится к машиностроению, электронике, пищевой и фармацевтической промышленности, а также может быть использовано и в других отраслях промышленности, где необходима сушка с ориентированной подачей изделий на технологические операции.
Известно устройство для ориентированной подачи деталей (а.с. N1553471, кл. B 65 G 47/14, опубликовано 30.03.90, бюллетень N 12), включающее барабан в виде полого цилиндра, установленного наклонно с возможностью вращения вокруг продольной оси и снабженное неподвижно установленной и расположенной под полым цилиндром пневмокамерой с прикрепленными к ней направляющими, расположенными внутри полого цилиндра со стороны выдачи деталей, при этом полый цилиндр выполнен перфорированным и снабжен продольными выступами, расположенными на его внутренней поверхности параллельно продольной оси вращения.
Недостатками описанного устройства являются узкие технологические возможности, низкая надежность и значительные энергозатраты. Узкие технологические возможности обусловлены тем, что устройство предназначено только для активной ориентации и подачи деталей. Низкая надежность обусловлена наличием продольных выступов на внутренней поверхности барабана. В результате этого, во-первых, затруднена подача изделий в цилиндр за счет непостоянства зазора между изделием и внутренней поверхностью барабана, во-вторых, возрастает вероятность заклинивания изделий между выступами. Кроме того, низкая надежность обусловлена маятниковым перемещением изделий по внутренней поверхности барабана при их всплытии и движении на газовой смазке с одной стороны барабана на диаметрально противоположную, что при малом коэффициенте трения на воздушной прослойке приводит к колебаниям с малым коэффициентом затухания. Это затрудняет выход изделий из барабана, так как изделия могут не попасть на принимающий конвейер, а также ведет к столкновению изделий между собой. Вертикальное перемещение барабана при установке его угла наклона затрудняет совмещение устройств с приемными и подающими конвейерами. Высокие энергозатраты обусловлены большим количеством сжатого воздуха, подаваемого под всю нижнюю поверхность барабана.
Техническая задача - расширение технологических возможностей, повышение надежности, снижение энергозатрат, упрощение конструкции.
Поставленная задача достигается тем, что в устройстве для сушки и ориентированной подачи деталей, включающем барабан в виде полого перфорированного цилиндра, выполненного с возможностью вращения вокруг продольной оси, с неподвижно установленной пневмокамерой, новым является то, что цилиндр выполнен из материала, имеющего высокий коэффициент трения, причем перфорация имеет наклон в зоне сушки и предварительной ориентации, зоне сушки неправильно ориентированных и зоне сушки, правильно ориентированных изделий в одной плоскости, а в зоне сушки и окончательной ориентации в двух плоскостях, при этом пневмокамера выполнена усеченной до подающего и принимающего конвейеров со стороны, противоположной стороне ориентации, и разделена сплошными перегородками на три секции.
Технический результат достигается тем, что в устройстве наряду с активной ориентацией изделий осуществляется их сушка, за счет подачи горячего воздуха под изделия из пневмокамер, через перфорацию барабана. Повышение надежности достигается изменением конфигурации внутренней поверхности барабана, которая представляет собой гладкую цилиндрическую поверхность, выполненную из материала с высоким коэффициентом трения. Это позволяет выровнять профиль давления под изделием и исключить заклинивание изделий в продольных выступах. Кроме того, за счет выполнения усеченной пневмокамеры, во-первых, отсутствует процесс маятникового скольжения всплывших изделий с одной стороны барабана на другую, во-вторых, снижается расход воздуха, требуемого для процесса всплытия. Упрощение конструкции достигается отсутствием в устройстве механизма установки угла наклона барабана.
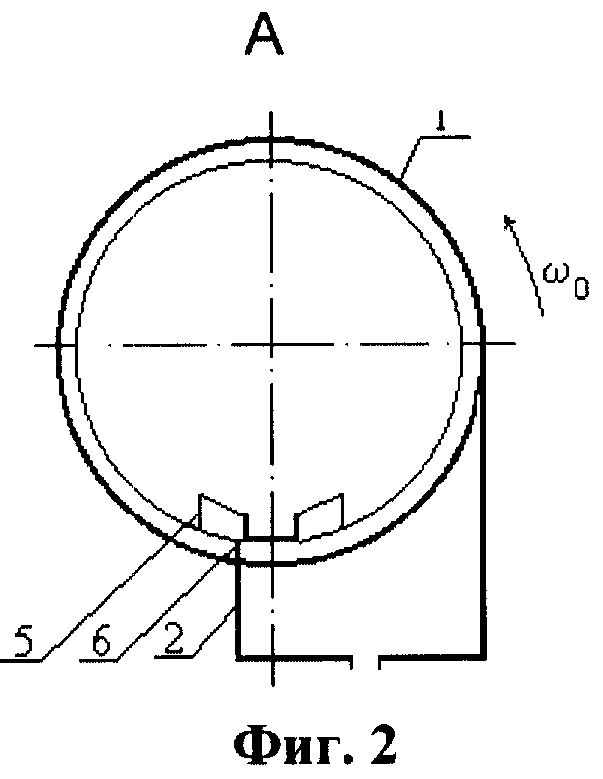
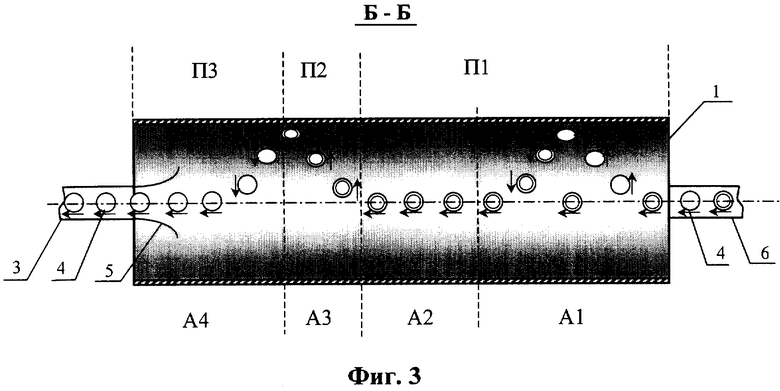
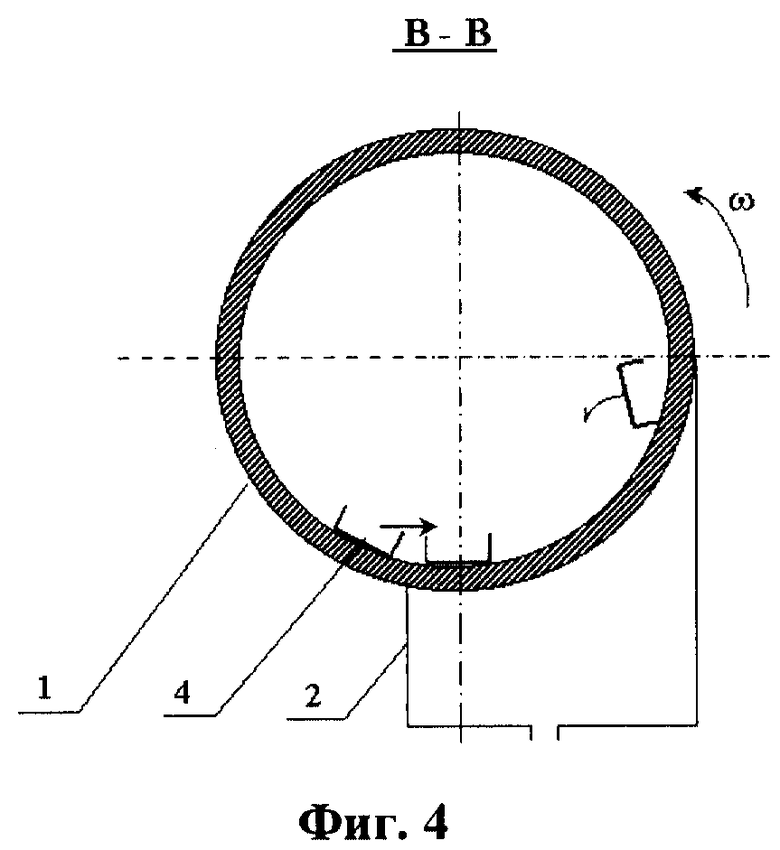
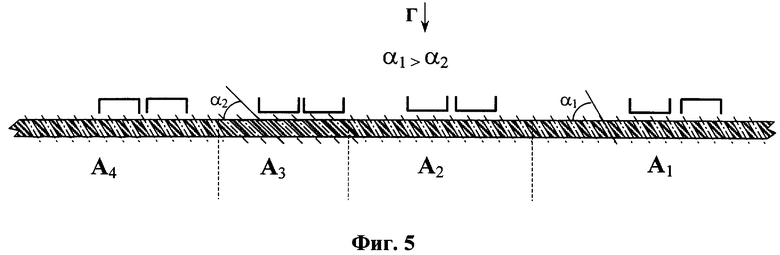
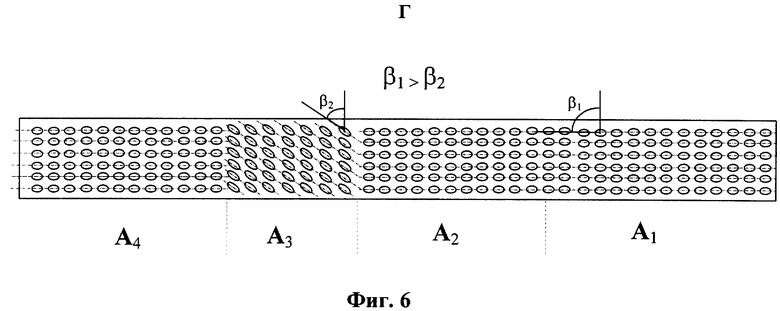
На фиг. 1 показан общий вид устройства; на фиг. 2 - вид А фиг. 1; на фиг. 3 - разрез Б-Б фиг. 1; на фиг. 4 - разрез В-В фиг. 1; на фиг. 5 - структурная схема ориентирования и сушки изделий в различных зонах барабана; на фиг. 6 - схема расположения и наклона воздухоподводящих отверстий (вид Г фиг. 5).
Устройство включает барабан 1 (фиг. 1), выполненный в виде полого цилиндра с внутренней поверхностью, имеющей высокий коэффициент трения. Причем барабан 1 выполнен с возможностью вращения вокруг продольной оси. Под барабаном установлена неподвижная пневмокамера 2, разделенная сплошными перегородками на три секции - П1, П2 и П3. В них создается различное избыточное давление, обеспечивающее подачу сжатого горячего воздуха в зоны "А1", "А2", "А3" и "А4" барабана 1. Причем в зоне "А1" осуществляется сушка и предварительная ориентация изделий, в зоне "А2" - сушка неправильно ориентированных изделий, в зоне "A3" - сушка и окончательная ориентация изделий, в зоне "А4" - сушка правильно ориентированных изделий. Подача горячего воздуха под изделия 4 осуществляется через перфорацию барабана 1, представляющую собой наклонные вдоль продольной оси воздухоподводящие отверстия (фиг. 5, 6). В выходной полости барабана 1 со стороны выдачи изделий 4 выполнены направляющие 5, жестко зафиксированные на пневмокамере. На входе и выходе барабана 1 установлены соответственно подающий 6 и принимающий 3 конвейеры.
Устройство работает следующим образом.
Барабан 1 приводится во вращательное движение. В секцию П1 подается сжатый воздух, который истекает внутрь барабана через его перфорацию. Расход сжатого воздуха можно регулировать и он подбирается таким образом, чтобы изделия 4, поданные по подающему конвейеру 6 на внутреннюю поверхность барабана 1, развитой опорной поверхностью всплывали на газовой прослойке. На всплывшие изделия вращение барабана 1 не передается, и оно перемещается вдоль него на воздушной прослойке в зону "А2", а затем "A3", за счет действия наклонных струй сжатого воздуха. При подаче изделий 4 своей менее развитой опорной поверхностью в зону "А1" барабана 1 при неизменном избыточном давлении в секции П1 пневмокамеры 2, под изделиями 4 также образуется воздушная прослойка, но не достаточная для всплытия. В результате этого изделия 4 "садятся" на внутреннюю поверхность цилиндра и начинают перемещаться совместно с барабаном 1. Достигнув критического положения, они переворачиваются и попадают на внутреннюю поверхность барабана 1 своей развитой опорной поверхностью. Под ними образуется воздушная прослойка, достаточная для процесса всплытия, на которой изделие и "зависает". В результате этого, вращение цилиндра на изделия 4 не передается и они на воздушной прослойке под действием составляющей силы тяжести двигаются по периметру вниз против вращения барабана 1. При выходе изделий за границу пневмокамеры 2 происходит их сухое торможение, посадка изделий 4 на внутреннюю поверхность барабана 1 и движение совместно с ним (фиг. 4). Как только изделия 4 пересекают границу усеченной пневмокамеры 2, они всплывают и движутся на воздушной прослойке вдоль цилиндра в зону "А2". Данное движение организуется за счет динамического давления струй сжатого воздуха на изделия, из наклонных отверстий перфорации барабана. В зоне "А1" барабана 1 происходит первоначальная сушка разнообразно ориентированных изделий, а также их предварительная ориентация, в зоне "А2" производится окончательное досушивание внешней поверхности изделий 4. После прохождения зоны "А2" изделия 4 попадают в зону "A3". Давление воздуха в секции П2 и наклон отверстий перфорации (углы α2 и β2 ) в зоне "А3" подобраны таким образом, что неправильно ориентированные изделия 4 движутся как совместно с барабаном 1, так и вдоль него. Частота вращения барабана 1 отрегулирована таким образом, что в тот момент, когда изделие начнет переворачиваться, оно должно находиться на границе между секциями П2 и П3. В результате этого после переворота изделие уже находится в зоне "А4" над секцией П3. Таким образом в зоне "A3" происходит окончательная ориентация и сушка изделий горячим воздухом, подаваемым через отверстия перфорации. Давление воздуха в секции П3 выбирается из условия обязательного всплытия правильно ориентированных изделий, при этом вращение барабана 1 на изделия 4 не передается и они перемещаются к выходу из барабана 1. В зоне "А4" происходит окончательное досушивание колпачков изнутри. Если необходима ориентация изделий 4 по другому конечному положению, необходимо лишь выставить давление в секции П2 таким же, как и в секции П3, и повторного переворота изделий 4 происходить не будет. Для формирования ориентированных изделий в ряд перед принимающим конвейером 3 выполнены направляющие 5.
Расширение технологических возможностей предложенного устройства обусловлено тем, что наряду с активной ориентацией осуществляется процесс сушки изделий. Повышение надежности предложенного устройства достигается изменением конфигурации внутренней поверхности барабана, выполненной в виде гладкой поверхности с высоким коэффициентом трения. Гладкая внутренняя поверхность позволяет выровнять профиль давления под изделием, упростить подачу изделий в барабан и исключить их заклинивание в продольных выступах. Помимо этого, отсутствует маятниковое скольжение изделий на газовой прослойке с одной стороны барабана на другую. Это наряду с повышением надежности работы устройства делает процесс активного ориентирования более быстрым, что ведет к повышению производительности заявляемого устройства. Кроме того, отсутствие колебательного движения изделий по внутренней поверхности барабана позволяет исключить столкновение изделий между собой и облегчает их выход из барабана на принимающий конвейер.
Использование дополнительных пневмокамер позволяет не только улучшить качество сушки за счет многократного переворота изделий, но и производить активное ориентирование изделий по любому конечному положению. Применение наклонных отверстий позволяет упростить конструкцию за счет устранения механизма установки угла наклона барабана. Это облегчает его сопряжение с подающим и принимающим конвейерами, тем самым повышая надежность работы конструкции. Кроме того, воздействие струй из наклонных отверстий перфорации на боковую поверхность изделий из-за своей асимметричности создает вращающий момент, что делает процесс сушки более равномерным за счет вращения изделий вокруг вертикальной оси.
Предложенное устройство обладает высоким уровнем гибкости, т.к. может быть использовано для различных типоразмеров изделий, в результате использования для распознавания изделий критерия "удельная нагрузка" (отношение массы изделия к площади опорной поверхности). Это позволяет не учитывать их конкретные геометрические и конструктивные особенности. При этом процесс переналадки устройства при переходе с одних типоразмеров изделий на другие сводится к изменению расхода сжатого воздуха, подаваемого в пневмокамеры, что может осуществляться в автоматическом режиме.
Использование газовой смазки для активного ориентирования и транспортирования изделий позволяет применять устройство для изделий, выполненных из хрупких материалов и имеющих легкоповреждаемые поверхности, а также для которых не допустим жесткий механический контакт с несущими поверхностями технологического оборудования или к поверхностям которых предъявляются повышенные требования по качеству обработки.
Использование в одном устройстве трех технологических операций (сушка, активное ориентирование, транспортирование) позволяет сократить количество оборудования, энергозатраты, высвободить производственные площади и обслуживающий персонал, что ведет к снижению себестоимости продукции и повышению эффективности производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СУШКИ И ОРИЕНТИРОВАННОЙ ПОДАЧИ ДЕТАЛЕЙ | 1998 |
|
RU2130890C1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОЙ ОРИЕНТАЦИИ И СОРТИРОВКИ ИЗДЕЛИЙ | 1998 |
|
RU2130419C1 |
| УСТРОЙСТВО ДЛЯ СУШКИ ИЗДЕЛИЙ С АВТОМАТИЧЕСКИМ КОНТРОЛЕМ ВЛАЖНОСТИ | 1999 |
|
RU2159916C1 |
| ПНЕВМАТИЧЕСКИЙ СЕПАРИРУЮЩИЙ ЛОТОК | 1999 |
|
RU2149714C1 |
| СПОСОБ АКТИВНОГО ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ | 1999 |
|
RU2151094C1 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ ИЗДЕЛИЙ | 1999 |
|
RU2147942C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ПЛАСТИН | 1997 |
|
RU2131155C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ВЕСА БРИКЕТИРОВАННОЙ ПРОДУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1996 |
|
RU2112223C1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ФАСКИ ПРИ ФИНИШНОЙ ОБРАБОТКЕ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2000 |
|
RU2168796C1 |
| СПОСОБ БЕСКОНТАКТНОГО ОПРЕДЕЛЕНИЯ ВЕСА ИЗДЕЛИЙ ИЗ МАТЕРИАЛОВ МАЛОЙ УДЕЛЬНОЙ ПЛОТНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2093797C1 |
Изобретение относится к машиностроению, электронике, пищевой и фармацевтической промышленности, а также может быть использовано и в других отраслях промышленности, где необходима сушка с ориентированной подачей изделий на технологические операции. Устройство для сушки, ориентации и подачи изделий включает барабан в виде полого перфорированного цилиндра, выполненного с возможностью вращения вокруг продольной оси, с неподвижно установленной пневмокамерой. Цилиндр выполнен из материала, имеющего высокий коэффициент трения, причем перфорация имеет наклон в зоне сушки и предварительной ориентации, зоне сушки неправильно ориентированных и зоне сушки правильно ориентированных изделий в одной плоскости, а в зоне сушки и окончательной ориентации в двух плоскостях. Пневмокамера выполнена усеченной до подающего и принимающего конвейеров со стороны, противоположной стороне ориентации, и разделена сплошными перегородками на три секции. Расширяются технологические возможности, повышается надежность, снижаются энергозатраты, упрощается конструкция. 6 ил.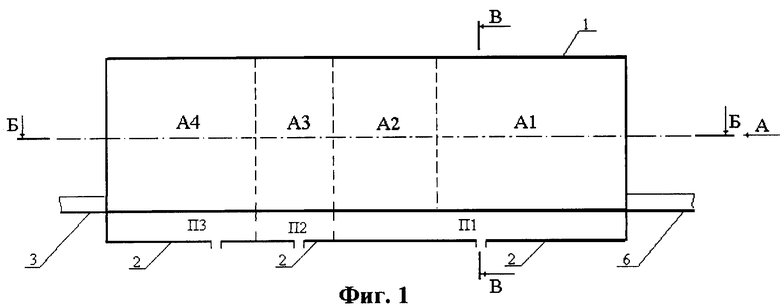
Устройство для сушки, ориентации и подачи изделий, включающее барабан в виде полого перфорированного цилиндра, выполненного с возможностью вращения вокруг продольной оси, с неподвижно установленной пневмокамерой, отличающееся тем, что цилиндр выполнен из материала, имеющего высокий коэффициент трения, причем перфорация имеет наклон в зоне сушки и предварительной ориентации, зоне сушки неправильно ориентированных и зоне сушки правильно ориентированных изделий в одной плоскости, а в зоне сушки и окончательной ориентации в двух плоскостях, при этом пневмокамера выполнена усеченной до подающего и принимающего конвейеров со стороны, противоположной стороне ориентации, и разделена сплошными перегородками на три секции.
| Устройство для ориентированной подачи деталей | 1988 |
|
SU1553471A1 |
| Устройство для ориентированной подачи деталей | 1983 |
|
SU1180326A1 |
| Устройство для подачи и ориентирования деталей "Ванька-встанька | 1985 |
|
SU1459991A1 |
| Устройство для поштучной выдачи изделий | 1986 |
|
SU1407880A1 |
| DE 3827058 A1, 15.02.1990 | |||
| Цилиндрический сушильный шкаф с двойными стенками | 0 |
|
SU79A1 |
