Изобретение относится к автоматизации процесса загрузки в машиностроении, приборостроении, электронной промышленности, а также в других от- раслях народного хозяйства, где необходима ориентированная подача штучных деталей (изделий) на технологические операции и предназначено для ориентирвания и подачи деталей, симметричных относительно вертикальной своей оси и имеющих одну из плоских опорных поверхностей наиболее развитую по отношению к другим, т.е. обладающую наибольшей площадью, например детали типа колпачков, вогнутых (выпуклых) пластин, пробок, ступенчатые детали, а также корытообразной формы и т.п.
Целью изобретения является повыше- ние надежности ориентированной выдачи деталей.
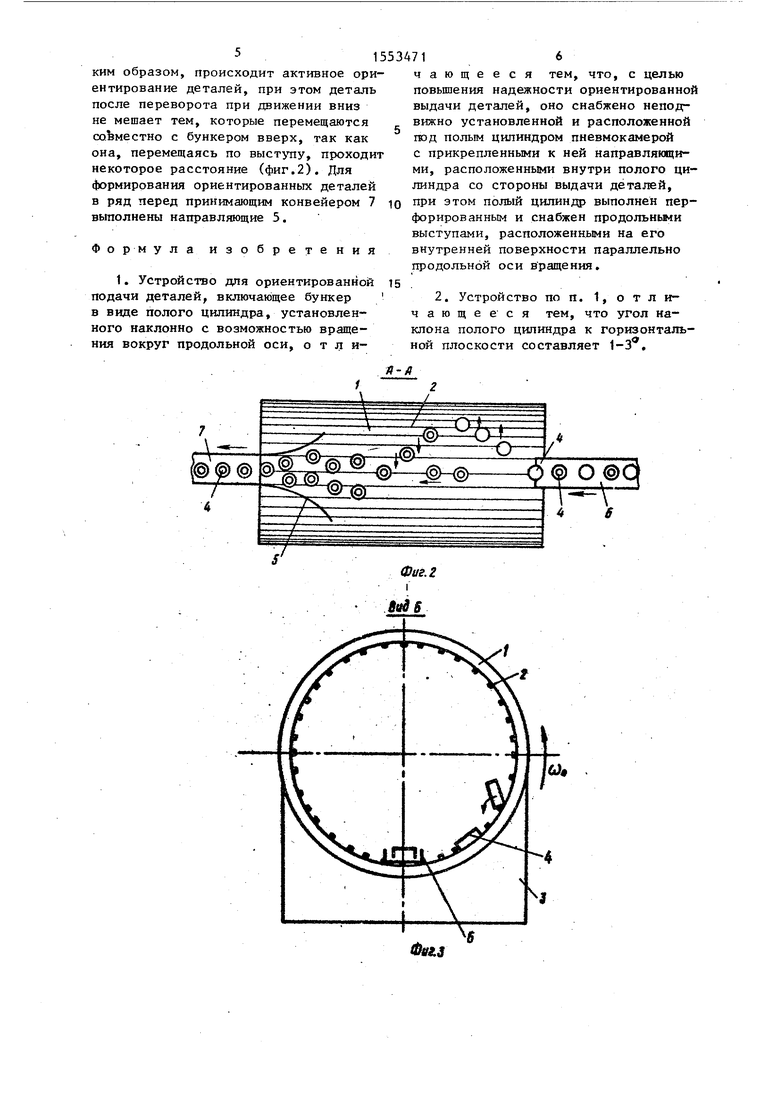
На фиг. 1 схематично представлено предлагаемое устройство; на фиг.2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - характерные положения детали при подаче в бункер.
Устройство включает бункер 1, выполненный в форме полого перфориро- ванного цилиндра, на внутренней поверхности которого установлены параллельные продольной оси бункера продольные выступы 2. Причем бункер 1 выполнен с возможностью вращения вокруг продольной оси за счет, например, электропривода (не показано) и наклонен на 1-3° к горизонтальной плоскости. Под бункером установлена пневмокамера 3, обеспечивающая пода- чу сжатого воздуха через перфорированную поверхность полого цилиндра под детали 4. В выходной полости бункера 1 со стороны выдачи деталей 4 установлены направляющие 5, жестко фиксированные на пневмокамере 3. С противоположных концов бункера 1 установлены подающий 6 и принимающий 7 конвейеры.
Устройство работает следующим образом.
Бункер 1 приводится во вращательное движение. В пневмокамеру 3 подается сжатый воздух, расход которого регулируется вентилем (не показано) и подбирается таким образом, чтобы деталь 4, поданная по подающему конвейеру 6 на внутреннюю поверхность бункера 1 развитой опорной поверхностью, всплыла при истечении воздуха через перфорированную часть бункера t. При этом величина (толщина) воздушной прослойки выбирается таким образом, чтобы не происходил контакт детали с выступами 2 (фиг. 4а). В результате того, что вращение на деталь не передается и под действием составляющей силы тяжести, так как бункер имеет наклон 1-3, детали перемещаются к принимающему конвейеру 7 (фиг.2) и по нему на дальнейшие технологические операции. При подаче детали в бункер 1 менее развитой поверхность под ней тоже образуется воздушная прослойка, но не достаточная для всплытия. В результате этого деталь цепляется за выступ 2 (фиг. 46) и начинает перемещаться совместно с бункером (фиг. 3). При этом за счет наклона бункера она перемещается по выступу 2 в направлении к приемному конвейеру 1 (фиг. 2). Достигнув критического положения, при котором вы- ступ 2 не в состоянии удержать деталь она переворачивается за счет смещенного центра тяжести (фиг. 3) и попадает на перфорированную внутреннюю поверхность бункера своей развитой опорной поверхностью. Под деталью образуется воздушная прослойка, достаточная для всплытия, данный процесс происходит, вращение бункера на деталь не передается и она под действием составляющей силы тяжести движется по образующей цилиндра вниз, против вращения бункера и далее на воздушной прослойке к выходу на принимающий конвейер 7. ТаФиг.2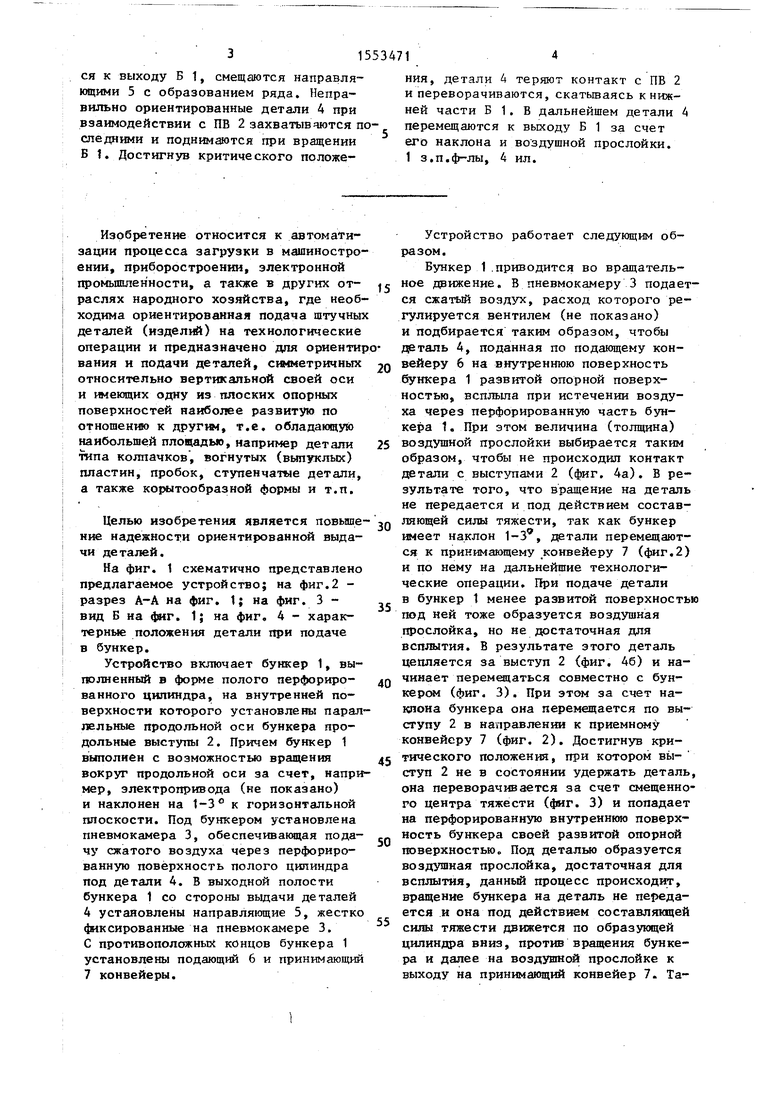
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СУШКИ И ОРИЕНТИРОВАННОЙ ПОДАЧИ ДЕТАЛЕЙ | 1998 |
|
RU2130890C1 |
| УСТРОЙСТВО ДЛЯ СУШКИ, ОРИЕНТАЦИИ И ПОДАЧИ ИЗДЕЛИЙ | 1999 |
|
RU2151728C1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОЙ ОРИЕНТАЦИИ И СОРТИРОВКИ ИЗДЕЛИЙ | 1998 |
|
RU2130419C1 |
| ПНЕВМАТИЧЕСКИЙ СЕПАРИРУЮЩИЙ ЛОТОК | 1999 |
|
RU2149714C1 |
| Загрузочное устройство | 1986 |
|
SU1320140A1 |
| УСТРОЙСТВО ДЛЯ СУШКИ ИЗДЕЛИЙ С АВТОМАТИЧЕСКИМ КОНТРОЛЕМ ВЛАЖНОСТИ | 1999 |
|
RU2159916C1 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ ИЗДЕЛИЙ | 1999 |
|
RU2147942C1 |
| Устройство для ориентации деталей | 1985 |
|
SU1340978A1 |
| СПОСОБ АКТИВНОГО ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ | 1999 |
|
RU2151094C1 |
| Загрузочный ротор | 1988 |
|
SU1593904A1 |
Изобретение относится к машиностроению и предназначено для автоматизации процесса загрузки штучных деталей на технологические операции. Цель - повышение надежности ориентированной выдачи деталей. Бункер (Б) 1 устройства выполнен в виде полого перфорированного цилиндра, установленного наклонно под углом 1 - 30° к горизонту с возможностью вращения вокруг продольной оси. Под Б 1 неподвижно установлена пневмокамера (П) 3 прикрепленными к ней направляющими 5, расположенными внутри Б 1 со стороны выдачи деталей 4. Внутри Б 1 расположены продольные выступы (ПВ) 2, параллельные продольной оси вращения Б 1. Детали 4 подаются в Б 1 и в зависимости от их ориентации всплывают над поверхностью Б 1 за счет подаваемого от П 3 через стенки Б 1 воздуха или взаимодействуют с его ПВ 2. Правильно ориентированные детали 4 перемещаются к выходу Б 1, смещаются направляющими 5 с образованием ряда. Неправильно ориентированные детали 4 при взаимодействии с ПВ 2 захватываются последними и поднимаются при вращении Б 1. Достигнув критического положения, детали 4 теряют контакт с ПВ 2 и переворачиваются, скатываясь к нижней части Б 1. В дальнейшем детали 4 перемещаются к выходу Б 1 за счет его наклона и воздушной прослойки. 1 з.п. ф-лы, 4 ил.
Фай
Фаг. 4
