Предлагаемое изобретение относится к системам для автоматической окраски деталей, может быть использовано в машиностроительной, авиационной, строительной, нефтяной, газовой и других отраслях промышленности.
Известна установка для нанесения покрытий (см. авт.свид. СССР N 638386, B 05 B 15/10, 1978 г.), содержащая краскораспылитель, установленный на манипуляторе, фотодатчики для определения конфигурации окрашиваемых изделий, блок синхронизации, запоминающее устройство, датчики положения краскораспылителя и блок сравнения, один из входов которого соединен с датчиками положения краскораспылителя, а запоминающее устройство выполнено в виде соединенных между собой блока буферной памяти и блока рабочей памяти, причем вход блока сравнения соединен с выходом блока рабочей памяти, а выход последнего с краскораспылителем, при этом выход блока синхронизации подключен одновременно к другим входам блоков буферной и рабочей памяти, а выходы фотодатчиков - к одному из входов блока буферной памяти.
Недостатком данной установки является отсутствие в ней информации о толщине нанесенного покрытия, что при работе приводит к перерасходу материала покрытия, образованию подтеков или непрокрасов. Установка предназначена для окраски только плоских деталей, перемещаемых конвейером.
За прототип принята установка для нанесения покрытий (см. авт.свид. СССР N 1156747, B 05 B 15/10, 1985 г.), содержащая краскораспылитель, установленный на манипуляторе, соединенном с приводом его перемещения, и устройство управления работой распылителя, аналоговый компаратор с задаваемым порогом срабатывания, вход и выход которого соединены с устройством управления работой краскораспылителя.
Недостатком данной установки является оценка состояния поверхности окрашиваемого изделия по степени отраженного светового луча, что позволяет определить только наличие или отсутствие материала покрытия на поверхности и не позволяет регулировать толщину и равномерность покрытия, невозможность нанесения покрытия на детали, имеющие сложную форму.
Техническая задача предлагаемого изобретения является повышение качества защитного покрытия за счет непрерывного контроля толщины покрытия в процессе его нанесения и расширение области применения.
Поставленная техническая задача достигается тем, что установка для нанесения покрытий, содержащая краскораспылитель, установленный на манипуляторе, соединенном с приводом его перемещения в вертикальном направлении, привод для вращения изделия, осветитель и фотодатчик для управления работой привода перемещения манипулятора в горизонтальном направлении, установленные на манипуляторе, дополнительно снабжена блоком контроля толщины покрытия, установленным на манипуляторе и соединенным с блоком управления установкой, первый и второй выходы которого через исполнительные механизмы подачи материала покрытия и воздуха на распыление соединены с краскораспылителем, третий, четвертый, пятый и шестой выходы - соответственно с приводами перемещения манипулятора в горизонтальном, вертикальном направлениях и его поворота, приводом вращения основания, кроме того, второй и третий входы блока управления соединены с датчиком угла поворота соответственно привода вращения основания и привода поворота манипулятора, а четвертый вход - с фотодатчиком для управления приводом перемещения манипулятора в горизонтальном направлении.
На фиг. 1 представлена схема предлагаемой установки.
Установка состоит из основания 1, которое кинематически соединено с приводом 2, предназначенным для вращения основания и установленным на нем изделия 3 и приводов 4, 5, 6 соответственно перемещения в горизонтальном, вертикальном направлениях и поворота манипулятора 7, на котором размещен краскораспылитель 8, управление работой которого через исполнительные механизмы 9 и 10 подачи соответственно материала покрытия и воздуха на распыление осуществляется блоком управления 11. Кроме того, на манипуляторе размещены осветитель 12, фотодатчик 13, соединенные через блок управления с приводом 4 и блок 14 контроля толщины защитного покрытия, содержащий бесконтактный точечный источник 15 тепловой энергии и бесконтактный термоприемник 16 инфракрасного излучения. Датчики 17 и 18 угла поворота предназначены для управления соответственно приводом 2 вращения изделия и приводом 6 поворота манипулятора.
Установка работает следующим образом.
Для нанесения покрытия изделие 3 устанавливают на основание 1. По команде с блока управления 11 манипулятор 7 устанавливается в крайнем нижнем положении. Покрытия наносятся по поясам снизу вверх.
За один оборот изделия наносится один слой покрытия. По команде с блока управления основание вместе с изделием начинает вращаться с определенной угловой скоростью и краскораспылитель 8 наносит на изделие слой покрытия заданной ширины. Сигнал с блока контроля 14 подается в микропроцессор блока управления, где по математической модели рассчитывается толщина нанесенного слоя покрытия и сравнивается с заданным значением. В зависимости от величины рассогласования подается управления на исполнительный механизм 9 подачи материала покрытия, который, меняя расход материала покрытия, наносит слой заданной толщины. После нанесения покрытия на первый пояс краскораспылитель и привод 2 выключаются и манипулятор с помощью привода 5 перемещается на следующий пояс. Затем включается привод 4 горизонтального перемещения манипулятора. Выключение привода 4 происходит от сигнала, поступающего с датчика 12, в момент перекрытия светового луча от осветителя 13 изделием 3. С помощью привода 6 манипулятор поворачивается с таким расчетом, чтобы краскораспылитель был перпендикулярен поверхности изделия. Далее изделие получает вращательное движение с угловой скоростью (для изделий цилиндрической формы угловая скорость вращения постоянна) с таким условием, чтобы окружная скорость поверхности изделия по среднему диаметру пояса оставалось постоянной на каждом поясе. По команде с блока управления наносится покрытие на второй пояс. Контроль и управление процессов нанесения покрытия на изделие повторяются. После нанесения покрытия на последний пояс манипулятор устанавливается в крайнее нижнее положение. Для нанесения второго слоя покрытия процесс повторяется.
Для контроля толщины нанесенного покрытия осуществляется тепловое воздействие источником тепловой энергии 15 на исследуемое изделие и измеряется температура поверхности изделия термоприемником 16 инфракрасного излучения, установленными на заданном расстоянии от нее и перемещающимися относительно изделия с постоянной скоростью. Тепловое воздействие на изделие осуществляют подвижным точечным источником энергии, избыточную температуру нагреваемой поверхности изделия измеряют в точке, расположенной за источником по линии его движения на заданном расстоянии от центра пятна нагрева источника энергии. При нагреве поверхности полубесконечного в тепловом отношении изделия подвижным точечным источником энергии избыточная температура поверхности этого изделия в точке, перемещающейся вслед за источником по линии его движения со скоростью, равной скорости перемещения источника, определяется формулой (см. А.С. 15044591, кл. G 01 B 7/06, 1989)
где K = q/2πx - постоянная величина;
q - мощность источника тепловой энергии;
λ - среднеинтегральная по объему теплопроводность тепловой системы, состоящей из покрытия и основания, на которое оно нанесено;
x - расстояние между центром пятна нагрева источника энергии и точкой контроля температуры.
Измеряемый коэффициент теплопроводности тепловой системы согласно формулы Цедерберга (см. Дульнев Г.Н., Заричняк Ю.П. Теплопроводность смесей и композиционных материалов. Л.: Энергия, 1974 - 264 с.) определяется выражением:
λ = m1λп+m2λт, (2)
где m1 и m2 - коэффициенты, определяющие процентное содержание материала покрытия и тела в единице объема;
λп, λт - коэффициенты теплопроводности соответственно покрытия и тела, на которое оно нанесено.
Толщина пленочного покрытия определяется (см. А.С. 1733917, кл. G 01 B 7/06, 1992):
где δmax - максимально возможная в тепловом отношении толщина покрытия.
Расход материала покрытия определяется по зависимости
Q = δ1ρbv, (4)
где δ1 - задаваемая толщина покрытия;
ρ - плотность материала покрытия;
b - ширина пояса покрытия;
v - скорость движения поверхности изделия.
При отклонении толщины покрытия от заданного значения меняется расход материала покрытия в соответствии с формулой
где Q1 - первоначальный расход материала покрытия.
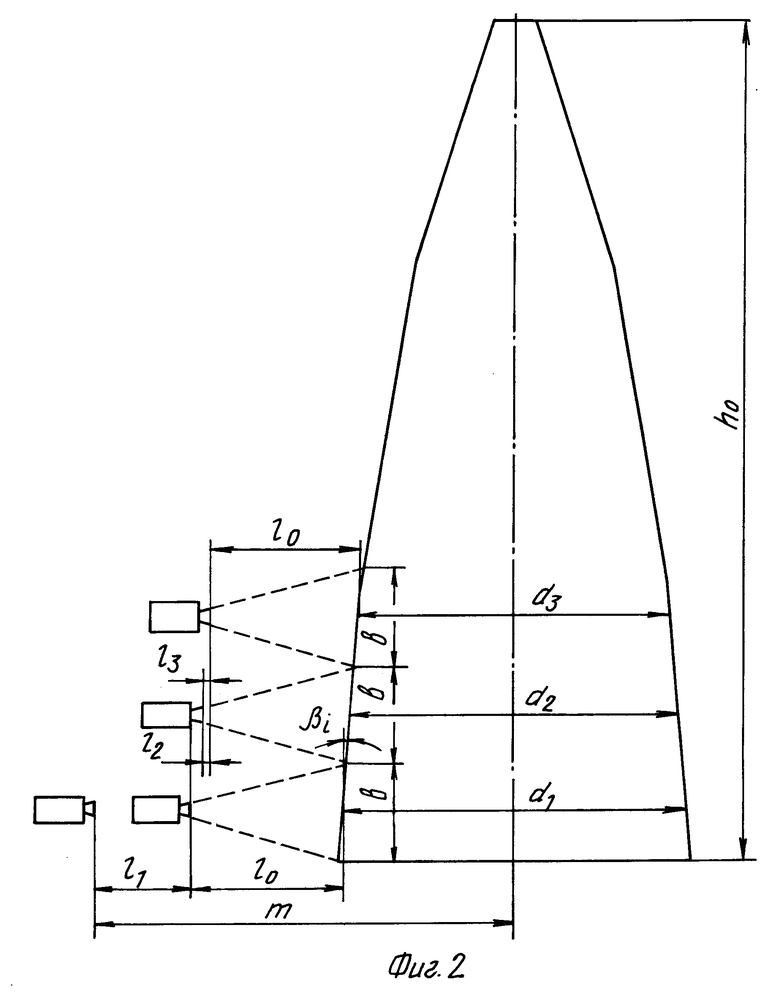
Скорость движения поверхности изделия устанавливается постоянной на каждом поясе изменением угловой скорости вращения изделия по зависимости:
где di=(dd-1-2li) - средний диаметр пояса (см. фиг. 2);
i=2,3,...,K1, K1=E[h0/b]+1,
E(x) - целая часть числа;
li - перемещение манипулятора в горизонтальном направлении;
h0 - высота изделия;
d1=2(m-l0-l1) - средний диаметр первого пояса;
m - расстояние между осью вращения изделия и первоначальным положением краскораспылителя на первом поясе;
l0=const - расстояние от краскораспылителя до поверхности изделия;
l1 - перемещение манипулятора в горизонтальном направлении на первом поясе.
Так как
li = b/tgβi, (7)
то угол поворота манипулятора определяется как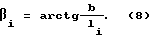
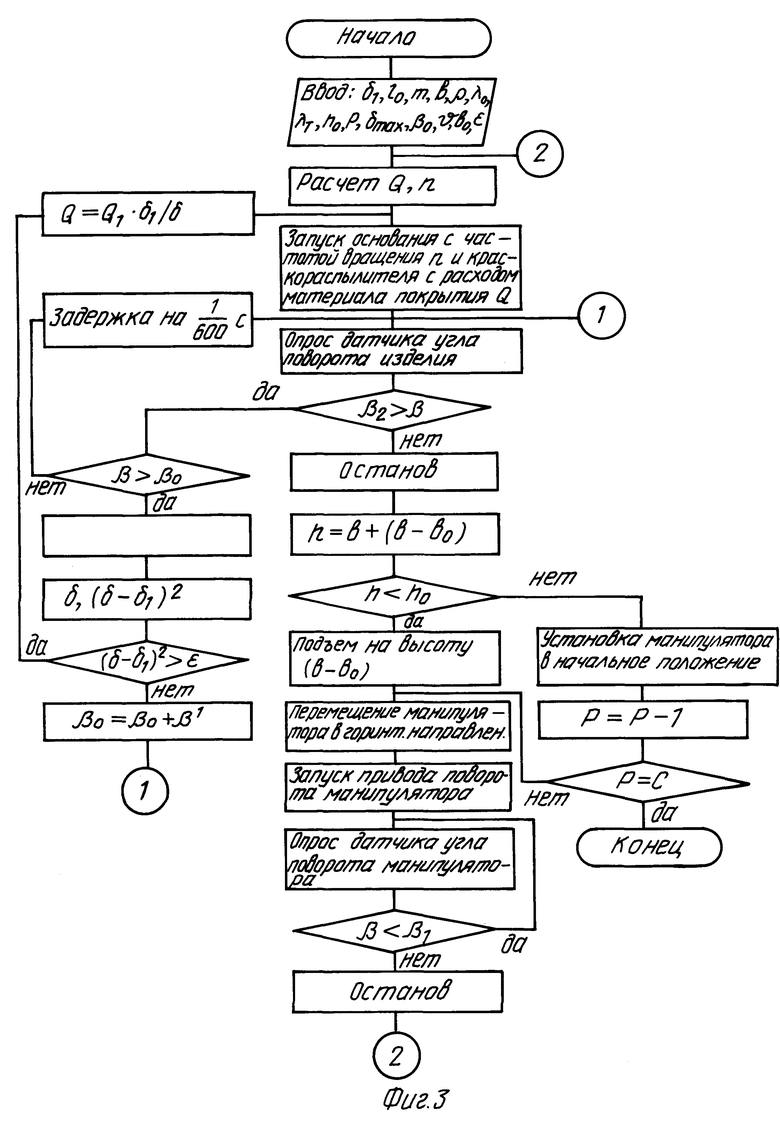
Бесконтактный неразрушающий контроль толщины защитных покрытий и управление процессом нанесения покрытий на изделие реализует блок управления, выполненный на базе микропроцессорного контроллера "Электроника МС 2702", в который заложены алгоритмы управления (см. фиг. 3) и расчета контролируемых параметров.
В начале процесса нанесения защитного покрытия на изделие по заданным значениям δb, lo, m, b, ρ, λп, λт, ho, P, δmax, βo, v, bo, ε с помощью зависимостей (4), (6) определяется начальный расход материала покрытия и частота вращения изделия при нанесении покрытия на первый пояс. Через интервал времени Δt производится опрос датчика 17 угла поворота изделия и сравнение его значения β со значением конечного угла β2 = 360o поворота изделия, т. е. β2 > β. При выполнении неравенства β2 > β производится сравнение значения текущего угла β поворота изделия со значением угла β0 опроса о текущем значении толщины покрытия, т.е. β > β0. Если неравенство β > β0 выполняется, то производится опрос блока 14 контроля толщины покрытия, т.е. фиксируется значение избыточной температуры T термоприемником 16 поверхности изделия и по зависимости (1) и (3) определяется толщина нанесенного покрытия. Полученное значение толщины δ сравнивается с заданным его значением δ1 и если квадрат максимально допустимого отклонения толщины покрытия превышает заданное значение ε, т.е. (δ-δ1)2 > ε, то по зависимости (5) изменяется расход материала покрытия. В случае невыполнения условий (δ-δ1)2 > ε угол опроса о текущем значении толщины покрытия принимает новое значение β0 = β0+β1 и повторяется опрос датчика угла поворота изделия.
Процесс нанесения покрытия на изделие прекращается при невыполнении условия β2 > β. После этого произойдет останов вращения изделия. По зависимости h=b+(b-b0), где b0 - величина перекрытия поясов, определяется текущее значение высоты нанесенного слоя покрытия и сравнивается со значением высоты изделия h0, т.е. h<h0. При выполнении неравенства h<h0 производится подъем манипулятора на величину (b-b0) и перемещение его в горизонтальном направлении к изделию величину l1. Останов перемещения манипулятора в горизонтальном направлении происходит от сигнала поступающего с фотодатчика 13 в момент перекрытия светового луча от осветителя 12 изделием 3. После этого производится запуск привода 6 поворота манипулятора, опрос датчика 18 угла поворота и сравнение его значения со значением конечного угла поворота манипулятора β1, β < β1. Опрос датчика 18 угла поворота манипулятора и сравнение его значения со значением конечного угла β1, продолжается до тех пор, пока не выполнится условие β= β1. После выполнения данного условия произойдет останов привода поворота манипулятора и процесс нанесения покрытия на втором поясе изделия производится по рассмотренному выше алгоритму.
В случае не выполнения неравенства h<h0 производится установка платформы в начальное нижнее положение и вычисление оставшего числа проходов P=(P-1). При невыполнении равенства P=0 процесс нанесения покрытия продолжается. При нанесении последнего слоя покрытия, т.е. при выполнении равенства, контроль и управление процессом нанесения покрытия на изделие прекращается.
Основными недостатками установки-прототипа являются определение устройством управления лишь прокраса или непрокраса поверхности детали, отсутствие в ней информации о толщине покрытия и невозможность ее регулирования в процессе нанесения покрытия, что значительно снижает качество покрытия, приводит к перерасходу материала покрытия. Кроме того известная установка предназначена для нанесения покрытий только на плоские детали, что также снижает область применения.
Предложенная установка свободна от указанных недостатков. Она позволяет осуществлять бесконтактный неразрушающий контроль и регулирование толщины покрытия в процессе его нанесения на детали не только плоской формы, но и на детали, имеющие форму цилиндра, конуса, сферы и других видов тел с криволинейной поверхностью.
Для проверки работоспособности установки защитное покрытие КО-0035 наносилось на стеклопластиковые изделия, имеющие коническую и цилиндрическую формы. Толщина одного слоя наносимого покрытия составляет (0,05-0,1)±0,01 мм. Максимальная толщина наносимого покрытия составила 2±0,1 мм. Экспериментальная проверка показала корректность основных теоретических выводов, положенных в основу разработанной установки.
Таким образом, данная установка значительно повышает качество защитного покрытия и расширяет область применения, что, несомненно, позволит более широко применять ее в различных отраслях народного хозяйства. Она может быть применена для окрашивания, эмалирования, нанесения термоизоляционных и других видов покрытий.
Установка содержит краскораспылитель, установленный на манипуляторе, соединенном с приводом его перемещения в вертикальном направлении, привод для вращения изделия, осветитель и фотодатчик для управления работой привода перемещения манипулятора. Установка снабжена блоком контроля толщины покрытия, установленным на манипуляторе и соединенным с блоком управления. Его первый и второй выходы через исполнительные механизмы подачи материала покрытия и воздуха на распыление соединены с краскораспылителем. Третий, четвертый, пятый и шестой выходы соединены соответственно с приводами манипулятора в горизонтальном, вертикальном направлениях и его поворота, приводом 7 вращения основания. Второй и третий входы блока управления соединены с датчиками угла поворота соответственно привода вращения основания и привода поворота манипулятора. Четвертый вход соединен с фотодатчиком для управления приводом перемещения положения. Установка позволяет осуществлять бесконтактный неразрушающий контроль и регулирование толщины покрытия в процессе его нанесения на детали не только плоской формы, но и на детали, имеющие форму цилиндра, конуса, сферы и других видов тел с криволинейной поверхностью. Это значительно повышает качество защитного покрытия и расширяет область применения. 3 ил.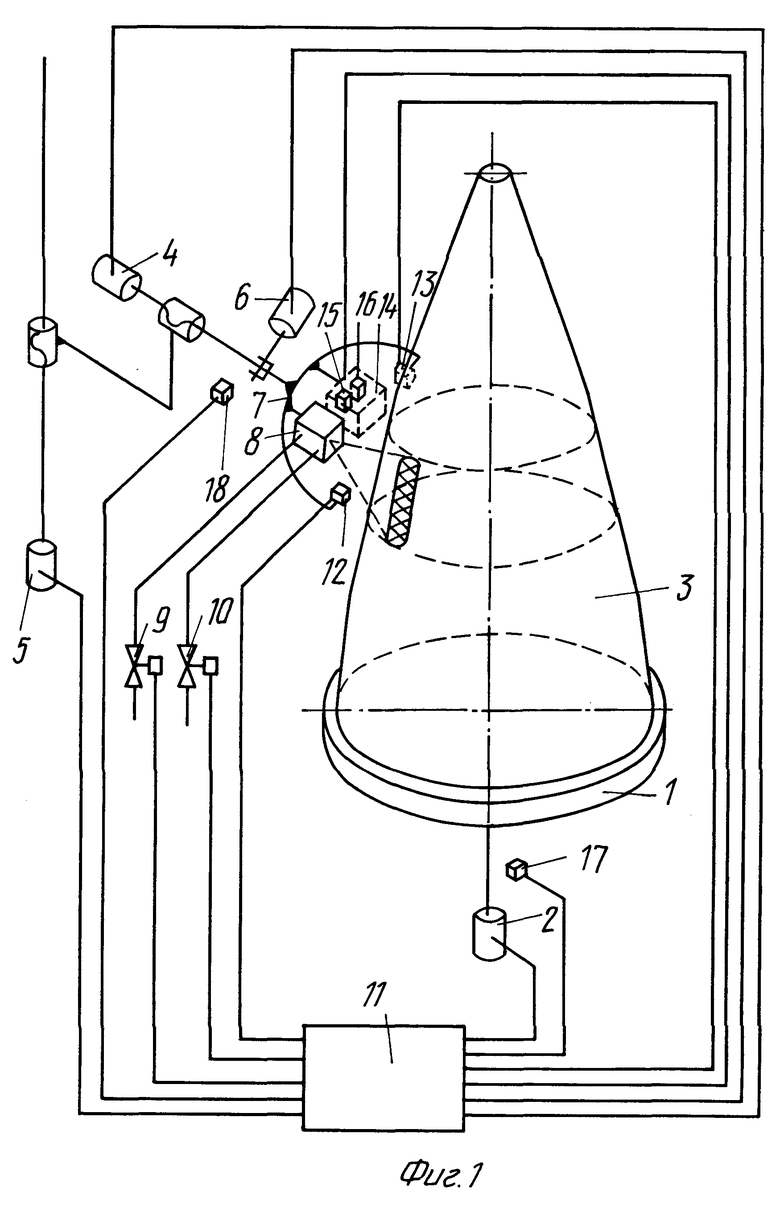
Установка для нанесения покрытий, содержащая краскораспылитель, установленный на манипуляторе, соединенном с приводом его перемещения в вертикальном направлении, привод для вращения изделия, осветитель и фотодатчик для управления работой привода перемещения манипулятора в горизонтальном направлении, отличающаяся тем, что она снабжена блоком контроля толщины покрытия, установленным на манипуляторе и соединенным с блоком управления установкой, первый и второй выходы которого через исполнительные механизмы подачи материала покрытия и воздуха на распыление соединены с краскораспылителем, третий, четвертый, пятый и шестой выходы - соответственно с приводами перемещения манипулятора в горизонтальном, вертикальном направлениях и его поворота, приводом вращения основания, кроме того, второй и третий входы блока управления соединены с датчиками угла поворота соответственно привода вращения основания и привода поворота манипулятора, а четвертый вход - с фотодатчиком для управления приводом перемещения манипулятора в горизонтальном направлении.
| Установка для нанесения покрытий | 1983 |
|
SU1156747A1 |
| Установка для нанесения покрытий | 1975 |
|
SU638386A1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1999 |
|
RU2167320C1 |
| US 4177675, 11.12.79 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
