1
(21)4620707/081
(22)14.12088
(46) 30004o9U Бнш0 № 16
(71)Челябинский политехнический институт имо Ленинского комсомола
(72)АоФоЧерненко и СоАоВоложенин
(53)621о91902(088„8)
(56)Кацев П0Г, Обработка протягиванием М„: Машиностроение, 1986, с„39- 41, рис„ 1о
(54)ПРОТЯЖКА
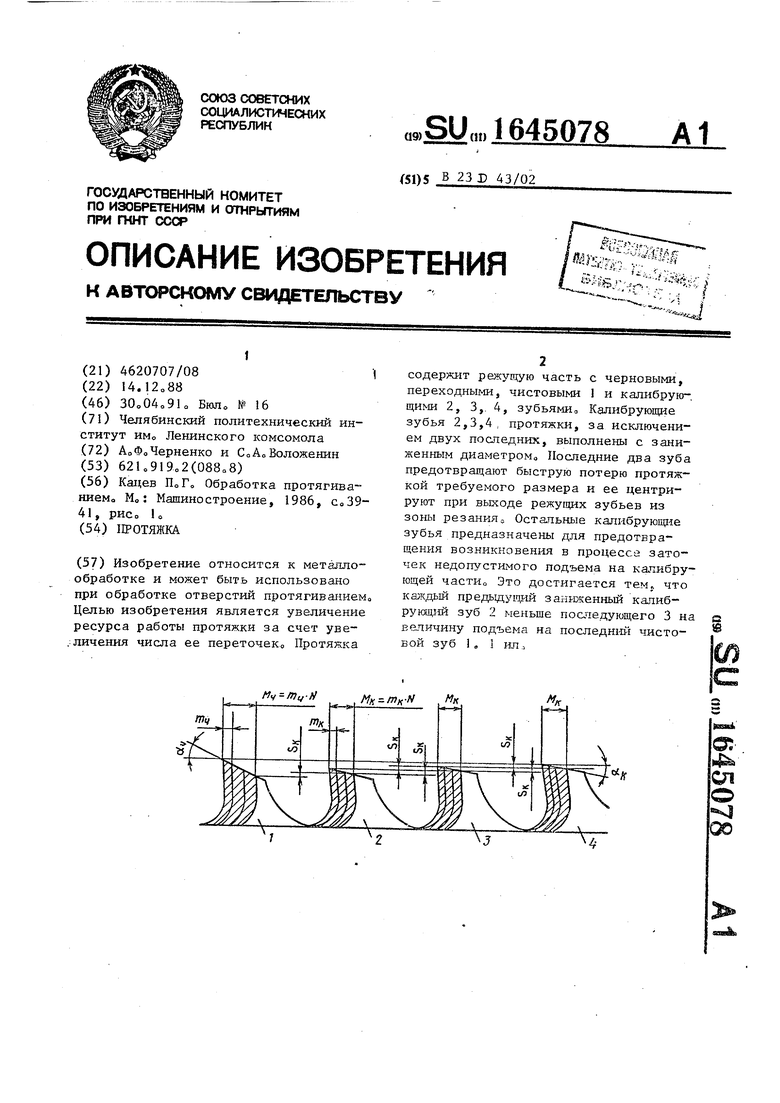
(57)Изобретение относится к металлообработке и может быть использовано при обработке отверстий протягиванием,, Целью изобретения является увеличение ресурса работы протяжки за счет уве.личения числа ее переточек0 Протяжка
содержит режущую часть с черновыми, переходнымиj чистовыми 1 и калибрующими 2, 3, 4, зубьями,, Калибрующие зубья 2,3,4 протяжки, за исключением двух последних, выполнены с заниженным диаметром., Последние два зуба предотвращают быструю потерю протяжкой требуемого размера и ее центрируют при выходе режущих зубьев из зоны резания Остачьные калибрующие зубья предназначены для предотвращения возникновения в процессе заточек недопустимого подъема на калибрующей частно Это достигается темг что каждый предыдущий заложенный калибрующий зуб 2 меньше последующего 3 на величину подъема на последний чистовой зуб 1, 1 ил,
| название | год | авторы | номер документа |
|---|---|---|---|
| Шлицевая протяжка | 1985 |
|
SU1271684A1 |
| Протяжка шпоночная со специальной калибрующей частью | 2020 |
|
RU2739430C1 |
| Протяжка для обработки поверхностей | 1983 |
|
SU1152794A1 |
| Режущий инструмент для обработки и способ резки детали из армированного волокном полимерного материала | 2013 |
|
RU2669965C2 |
| Режущий инструмент для обработки и способ ремонта деталей из армированного волокном полимерного материала | 2013 |
|
RU2669964C2 |
| Протяжка | 1985 |
|
SU1256894A1 |
| Протяжка | 1958 |
|
SU118468A1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| Метчик | 1989 |
|
SU1763113A1 |
| МНОГОЗАХОДНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2019 |
|
RU2739050C1 |
СП
5
ЧИзобретение относится к металлообработке и может быть использовано при обработке отверстий протягиванием0
Цель изобретения - увеличение ресурса работы протяжки за счет увеличения числа ее переточек
На чертеже показана схема вступле- ния калибрующих зубьев протяжки в работу по мере переточек протяжки,,
Протяжка содержит режущую часть с черновыми, переходными, чистовыми 1 и калибрующими 2, 3, 4 зубьями0 Первые калибрующие зубья протяжки 2, 3 выполнены меньшего диаметра, чем два последние 4 (последний зуб не показан), при этом количество заниженных калибрующих зубьев nk , согласно изобретению, выбирается наименьшим из двух величин, определяемых из соотношений
15
Bjt-Вмии Мгч0- 7 ,8гД« Л Л 2™к IW (SV
„ 21 Cf- К- S0- t 2J
где n |, - количество заниженных зубь25
ев;
С 3 Целая часть числа;
D
D ., - наибольший предельный диаметр последнего калибрующего зуба, мм; наименьший предельный диаметр последнего калибрующего зуба, мм;
подъем на последний чистовой зуб, мм;
задний угол чистового зуба, граде;
задний угол калибрующего зуба, град„;
наибольший подъем на чистовой зуб, мм;
глубина стружечной канавки чернового зуба, мм; коэффициенты, характеризующие объем канавки, для сливной стружки ,1283, для стружки надлома ,8917, рекомендуемое значение подъем на черновой зуб, мм; шаг калибрующих зубьев, мм Количество калибрующих зубьев назначено в соответствии с выражением
п Пк3 + 2) где n k - меньшая из рассчитанных вемии
8„ (Х«tfks „ п„ с, к So-t личин n
КЗ
и п,
к
заниженных калибрующих зубьев назначены в соответствии с выражением:
5 Гвк- 2 SK(nK3-i+l), где i - порядковый номер заниженного калибрующего зуба0 Суть предлагаемого решения заключается в следующемо
Ю Последние два калибрующих зуба имеют диаметр, назначаемый по общепринятым рекомендациям:, Эти два зуба выполняют функции предотвращения быстрой потери протяжкой требуемого размера и ее центрирования при выходе режущих зубьев из зоны резания0 Остальные калибрующие зубья предназначены для предотвращения возникновения в процессе заточек недопустимого подъ20 ема на калибрующей части,, Выполнение этой функции обеспечивается тем, что каждый предыдущий заниженный зуб меньше последующего на величину подъема на последний чистовой зуб S к (предельно допустимого подъема на калибрующий зуб)о Но мере заточек протяжки на первый из последних двух калибрующих зуба начинает расти подъем0 Он будет расти до тех пор, пока диаметр послед30 него чистового зуба, который первоначально равен диаметру последнего калибрующего зуба, не станет меньше последнего заниженного зубао С этого момента вступает в работу последний
35 заниженный зуб, и по мере дальнейших заточек подъем будет расти на этот зуб о
Таким же образом вступают в работу остальные заниженные зубья вплоть до первого калибрующего зуба0 Все калибрующие зубья имеют одинаковые задние углыи к, поэтому по мере роста числа заточек N, если с передней поверхности всех калибрующих зубьев стачивался одинаковый слой m k перепад высот этих зубьев не изменяется Если заниженные зубья, не участвующие в работе, затачиваться не будут, то перепад высот в процессе заточек бу50 дет уменьшаться Поскольку первоначально выполненный перепад высот соседних калибрующих зубьев не превышает предельно допустимого подъема, то по мере заточек на калибрующие
55 зубья подъем не превысит допустимую величину Дня того, чтобы перепад высот соседних зубьев был равен подъе- диаметры МУ на последний чистовой зуб (предель40
45
51645078
но допустимому), необходимо диаметрыгде
заниженных калибрующих зубьев назначать в соответствии с заявленным выражением
Формула изобретения
Протяжка, содержащая режущую часть с черновыми, переходными, чистовыми и калибрующими зубьями, отличающаяся тем, что, с целью увеличения ресурса работы, калибрующие зубья протяжки, за исключением двух последних, выполнены с заниженным диаметром, определяемым из соотношения D; Dk-2SK (n,3-i-H), при этом количество заниженных калибрующих зубьев п,3 выбирается наименьшим из двух величин, определяемых из соотношений
п - Г „hoЛ
Lc2.K-s0.t
где п
5
5
к3 D
°/иин
Srhu - С,,К So У:
количество заниженных калибрующих зубьев; наибольший предельный диаметр последнего калибрующего зуба, мм; наименьший предельный диаметр последнего калибрующего зуба, мм;
подъем на последний чистовой зуб, мм;
задний угол чистового зуба, град;
задний угол калибрующего зуба, град;
наибольший подъем на чистовой зуб, мм;
глубина стружечной канавки черновых зубьев, мм; коэффициенты, характеризующие объем стружечной канавки;
подъем на черновой зуб, мм; шаг калибрующих зубьев, мм; целая часть числа; порядковый номер заниженного калибрующего зуба