Изобретение относится к способу сварки, преимущественно для сварки тонколистовых материалов.
Известен способ сварки [1] неплавящимся электродом в среде защитных газов, при котором подача защитного газа происходит через газопроницаемую металлокерамическую формирующую подложку с целью повышения равномерности подачи газа в зону сварки перед дугой.
Недостатком этого способа является то, что он не обеспечивает стабилизации сварочной дуги на больших скоростях сварки, что приводит к недостаточной производительности сварки.
Известен способ сварки [2] неплавящимся электродом в среде защитных газов, когда заготовки собираются с большим зазором, в который помещают металл, имеющий более низкую температуру испарения по сравнению со свариваемым металлом. При испарении этого металла повышается степень ионизации и, следовательно, устойчивость дуги.
Недостатком способа является то, что он применим прежде всего для сварки толстолистовых материалов, а кроме того введение в зону сварки инородного материала изменяет химический состав сварного шва, нарушая однородность сварного соединения. Металл, имеющий более низкую температуру испарения обладает и более низкими прочностными свойствами, что не позволяет обеспечить равнопрочность соединения.
Известен способ сварки [3] неплавящимся электродом в среде защитных газов с введением кислорода в зону сварки.
Недостатком способа является то, что он позволяет устранить блуждание анодного пятна только для случаев предварительного окисления кромок или присадочной проволоки, которое практически недопустимо в подавляющем большинстве случаев. При сварке тонколистовых материалов (т.е. при длине дуги 1,0 - 2,0 мм) введение кислорода в зону сварки, тем более в строго определенное место, невозможно.
Кроме того, известно [4], что плазма дуги имеет вихревое движение по замкнутому контуру катод-анод-катод, причем наружная оболочка дуги с температурой 6000 - 8000oC имеет направление движения от анода к катоду и, следовательно, кислород неизбежно попадает на катод (вольфрам) и приводит к его быстрому сгоранию.
В качестве прототипа выбран способ сварки [5] неплавящимся электродом в среде защитных газов, при котором легкоионизирующееся вещество подается в зону горения дуги через сопло с целью стабилизации положения сварочной дуги и повышения производительности сварки.
Недостатком прототипа является то, что этот способ также не позволяет стабилизировать сварочную дугу при больших скоростях сварки. Это объясняется следующим. При увеличении скорости сварки из-за того, что металл непосредственно под катодом не успевает расплавляться, анодное пятно начинает отставать, и происходит искривление столба дуги. Поскольку при этом способе легкоионизирующееся вещество окружает дугу со всех сторон, то дуга продолжает стабилизироваться вокруг анодного пятна. При дальнейшем отставании анодного пятна происходит обрыв дуги и возникает новое анодное пятно на кратчайшем расстоянии от электрода.
Задачей, на решение которой направлено заявляемое изобретение, является повышение производительности сварки за счет стабилизации сварочной дуги на больших скоростях сварки.
Решение поставленной задачи достигается тем, что в способе сварки неплавящимся электродом в среде защитных газов с введением легкоионизирующегося вещества в зону сварки в отличие от прототипа, легкоионизирующееся вещество подают непосредственно в зону перед сварочной дугой для ее стабилизации при скоростях сварки более 70 м/ч.
Существо способа поясняется чертежом, на котором представлена схема способа.
Изделие под сварку собирается следующим образом. На подкладку 1 устанавливают пористую газопроницаемую металлокерамическую прокладку 2, между ними существует зазор сечением 2 x 1 мм для подачи смеси Ar и легкоионизирующегося вещества. Затем на прокладку устанавливают свариваемое изделие 3. Подводят сварочную горелку 4 с электродом 5. После зажигания дуги 6 идет процесс сварки с образованием сварного шва 7.
Пример конкретной реализации способа.
В ходе сварки легкоионизирующееся вещество поступает в зону горения дуги через зазор между свариваемыми кромками изделия. Но вследствие того, что в процессе плавления металла этот зазор исчезает, легкоионизирующееся вещество будет поступать только в зону перед сварочной дугой. Часть легкоионизирующегося вещества будет увлекаться потоком плазмы на передний фронт сварочной дуги, а остальная часть - сдуваться защитным газом, поступающим из горелки, что и показано на чертеже. Та часть легкоионизирующегося вещества, которая поступает к сварочной дуге, будет ионизировать пространство перед ней, тем самым увлекать ее в направлении скорости сварки.
Данный способ сварки позволяет вести сварку на скоростях свыше 70 м/ч. Это обусловлено следующим. При скоростях менее 70 м/с сварку можно производить без применения легкоионизирующегося вещества. А при скоростях сварки больше 70 м/ч из-за отставания анодного пятна сварочная дуга начнет прерываться и будут возникать непровары и другие дефекты. Следовательно, без применения легкоионизирующегося вещества сварка будет затруднена.
Итак, заявляемое изобретение позволяет повысить устойчивость сварочной дуги при скоростях сварки более 70 м/ч и, следовательно, обеспечить более высокую производительность сварки.
Источники информации
1. Заявка Японии 61-46393, МКИ4 B 23 K 9/16, 1986.
2. Заявка Японии 60-174267, МКИ4 B 23 K 9/16, 1985.
3. А.С. СССР 284214, МКИ B 23 K 9/16, 1968.
4. Журнал "Сварочное производство", N 7, 1982 г, "Математическая модель свободной поверхности сварочной дуги", с. 4 - 6.
5. Патент ГДР 40155, МКИ3 B 23 K 9/16, 1982.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОГРУЖЕННОЙ ДУГОЙ | 1998 |
|
RU2146583C1 |
| СПОСОБ СВАРКИ ПОГРУЖЕННОЙ ДУГОЙ | 1998 |
|
RU2146189C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОГРУЖЕННОЙ ДУГОЙ | 2000 |
|
RU2202453C2 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 1998 |
|
RU2134628C1 |
| СПОСОБ СВАРКИ ПОГРУЖЕННЫМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1999 |
|
RU2162778C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2003 |
|
RU2254214C1 |
| СПОСОБ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ КОМБИНАЦИЕЙ ДУГ | 2019 |
|
RU2728144C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| СПОСОБ СВАРКИ ПОГРУЖЕННЫМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1999 |
|
RU2162027C1 |
Способ может быть использован при сварке тонколистовых материалов. Легкоионизирующееся вещество подают непосредственно в зону перед сварочной дугой для ее стабилизации при скоростях сварки более 70 м/ч. Изобретение позволяет повысить производительность сварки за счет стабилизации сварочной дуги на больших скоростях сварки. 1 ил.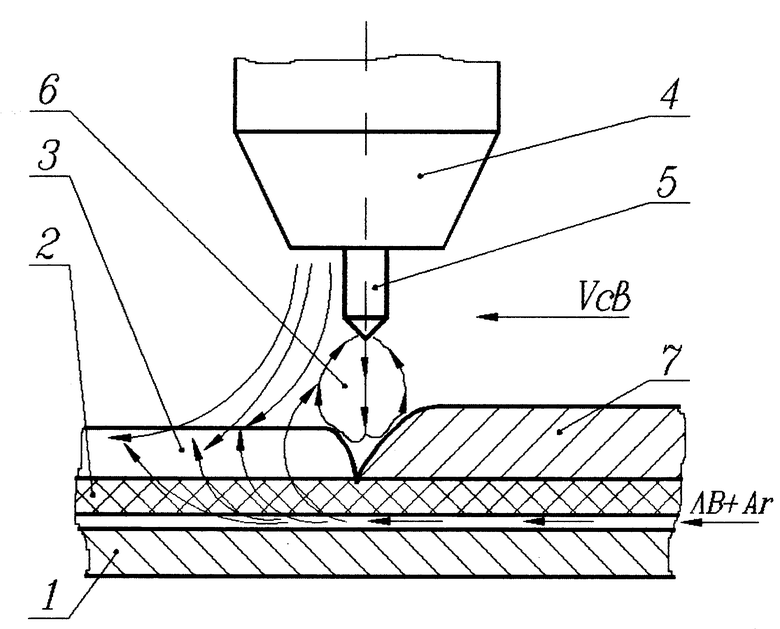
Способ сварки неплавящимся электродом в среде защитных газов, включающий введение легкоионизирующегося вещества в зону сварки, отличающийся тем, что легкоионизирующееся вещество подают в зоне непосредственно перед сварочной дугой для ее стабилизации при скоростях сварки более 70 м/ч.
| ОТКИДНЫЕ ЩЕКИ-РЕШЕТКИ К ПРЕССАМ ДЛЯ КАМЫШИТОВЫХ, СОЛОМИТОВЫХ И ТОМУ ПОДОБНЫХ ЩИТОВ | 1933 |
|
SU40155A1 |
| Б. В. СБИТОЕ и Д. Н. Ганелин1 lif т^^хНИ^Ь^^*'' \БЦ&ЛИОТСТЛ1 | 0 |
|
SU284214A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1992 |
|
RU2008153C1 |
| RU 2051773 C1, 10.01.96. | |||
