Изобретение относится к области машиностроения и может быть использовано в сварочном производстве.
Известен способ дуговой сварки в среде защитных газов, при котором с целью повышения качества формирования шва осуществляют принудительное давление на жидкий металл в хвостовой части ванны [МКИ6 АС СССР N1240530 B 23 K 9/16, 1986].
Недостатками аналога являются значительный расход дефицитного защитного газа, натекание жидкого металла на поверхность свариваемых кромок, недопустимо большие для многих материалов скорости охлаждения металла шва.
Известен способ сварки неплавящимся электродом с подачей присадочной проволоки по оси шва в хвостовую часть ванны [Сварка в машиностроении /Справочник т. 1/ под ред. Н.А. Ольшанского - М.: Машиностроение, 1978, с. 197, с.213].
Недостатком этого способа является то, что присадочная проволока расплавляется по всей ширине ванны и для заполнения одностороннего подреза требуется значительный ее расход. Возникает усиление шва, которое в ряде случаев необходимо удалять. Кроме того, из-за специфической формы ванны при сварке погруженной дугой присадочную проволоку необходимо подавать под углом более 70-80o, что практически трудно осуществимо.
Наиболее близким по технической сущности и достигаемому результату является способ сварки погруженной дугой, при котором для устранения подреза осуществляют второй проход поверхностной дугой при уменьшенном токе и увеличенном напряжении на дуге [Сварка в Машиностроении /Справочник т.1/ под ред. Н.А. Ольшанского - М.: Машиностроение, 1978, с.221].
Недостатком аналога являются снижение производительности процесса с увеличением трудо- и энергозатрат, недопустимость повторного нагрева ряда материалов при малой погонной энергии (например, возможность подкалки зоны сварки).
При сварке погруженной дугой за один проход материалов толщиной более 5 мм из-за больших токов в расплавленном металле возникают значительные объемные электромагнитные силы, направленные к оси шва. В результате по краям шва возникают подрезы. Уменьшения подрезов можно добиться значительным снижением скорости сварки, однако в этом случае теряется основное преимущество способа. Двусторонний симметричный подрез возникает при размещении токоподвода строго по оси шва. В реальных конструкциях токоподвод, как правило, размещают по одну сторону шва, вследствие чего плотность тока со стороны токоподвода больше. Это приводит к нарушению симметрии поперечного сечения шва и возникает односторонний подрез со стороны, противоположной токоподводу.
Задачей, на решение которой направлено предлагаемое изобретение, является улучшение формирования сварного соединения за счет устранения одностороннего подреза.
Поставленная задача достигается тем, что в способе сварки погруженной дугой неплавящимся электродом в отличие от прототипа в хвостовую часть ванны подают присадочную проволоку на половину глубины проплавления под углом 45-60o к направлению сварки. Присадочная проволока заполняет только подрез, не увеличивая усиления шва. Тем самым получают экономию присадочного материала и лучшую форму шва.
На чертеже изображена схема способа.
Устройство, реализующее способ, представляет собой горелку - 1, электрод - 2. Позиция 3 - свариваемый материал. H - глубина проплавления. Присадочная проволока - 4.
Пример конкретной реализации способа.
Сварку производят на образцах из стали 12Х18Н10Т толщиной δ=12 мм постоянным током прямой полярности.
Процесс сварки начинают на технологической пластине с постепенным заглублением электрода до величины проплавления 10 мм.
Режим сварки: сварочный ток I=600 А, напряжение на дуге Uд=12 В, скорость сварки Vсв=10 м/ч.
Подачу присадочной проволоки осуществляют в момент перехода дуги в свариваемое изделие. Сварочная проволока Св-08Х18Н10Т диаметром dпр=0,3 мм, скорость подачи присадочной проволоки Vпр=1 м/мин.
В сваренном образце подрез отсутствует.
При сварке без присадочной проволоки в образце возникает односторонний подрез глубиной 1,5...2,0 мм.
Таким образом, предлагаемый способ позволяет устранить односторонний подрез без повторного оплавления шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОГРУЖЕННОЙ ДУГОЙ | 2000 |
|
RU2202453C2 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОГРУЖЕННОЙ ДУГОЙ | 1998 |
|
RU2146583C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1997 |
|
RU2131339C1 |
| СПОСОБ СВАРКИ ПОГРУЖЕННЫМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1999 |
|
RU2162027C1 |
| Способ дуговой сварки неплавящимся электродом | 1977 |
|
SU707717A1 |
| СПОСОБ СВАРКИ ПОГРУЖЕННЫМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1999 |
|
RU2162778C2 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 1998 |
|
RU2134628C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1076228A1 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1712093A1 |
Изобретение может быть использовано в сварочном производстве. Производят сварку погруженной дугой неплавящимся электродом. Присадочную проволоку подают в хвостовую часть ванны на половину глубины проплавления под углом 45-60o к направлению сварки. За счет устранения одностороннего подреза позволяет улучшить формирование сварного соединения. 1 ил.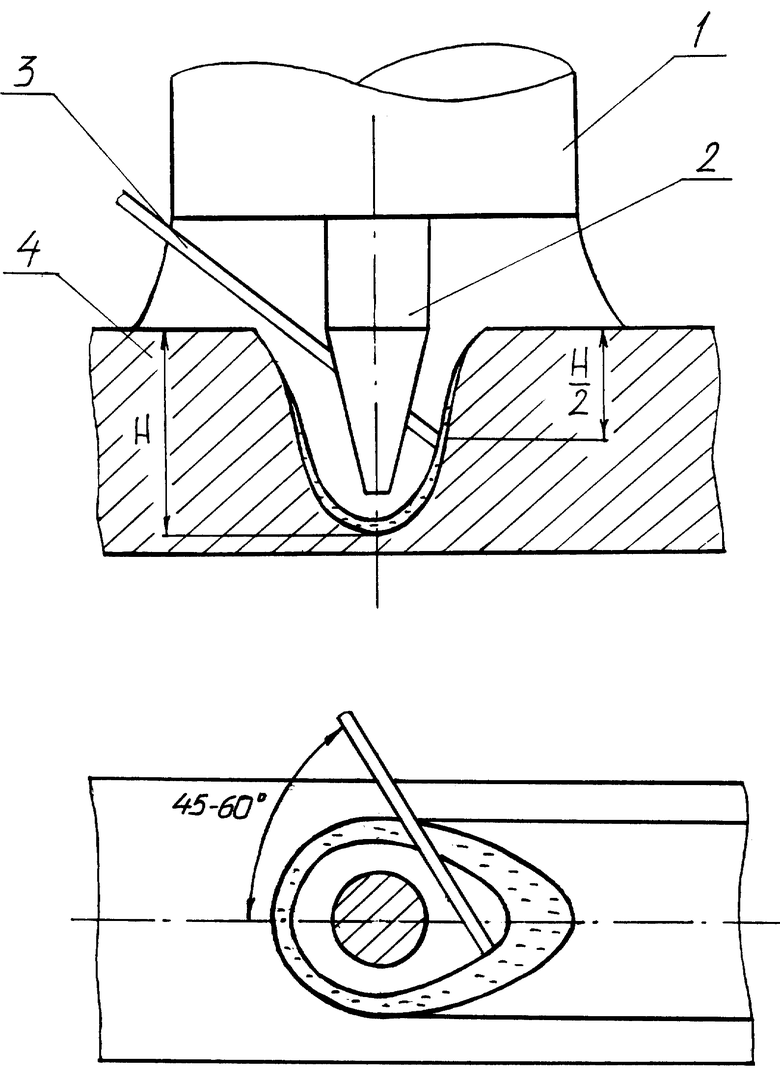
Способ сварки погруженной дугой неплавящимся электродом, отличающийся тем, что в хвостовую часть ванны подают присадочную проволоку на половину глубины проплавления под углом 45 - 60o к направлению сварки.
| Сварка в машиностроении | |||
| Справочник под ред | |||
| Ольшанского Н.А | |||
| - М.: Машиностроение, 1978, с | |||
| Способ изготовления замочных ключей с отверстием для замочного шпенька из одной болванки с помощью штамповки и протяжки | 1922 |
|
SU221A1 |
| Способ электродуговой сваркимодулированным током с низкой частотой | 1974 |
|
SU508356A1 |
| Способ дуговой сварки плавящимся электродом | 1977 |
|
SU633688A1 |
| SU 916179 A, 02.04.82 | |||
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1031677A1 |
| СПОСОБ СВАРКИ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 1994 |
|
RU2113951C1 |
