Изобретение относится к машиностроению и может быть использовано в сварочном производстве.
Известен способ дуговой сварки неплавящимся электродом, при котором с целью улучшения качества формирования шва используют технологическую пластину (a.c. СССР N 1673335, МКИ B 23 K 9/16, 1991).
Недостатком аналога является то, что этот способ не позволяет вести сварку погруженным электродом без использования специальной системы управления.
Наиболее близким по технической сущности и достигаемому результату является способ сварки погруженной дугой неплавящимся электродом (Оборудование для сварки погруженным неплавящимся электродом легких сплавов/Н.К.Верещагин, А. Г. Симоник // Автомат. Сварка. - 1991.- N 10.- С. 65-67). Использование предложенного способа сварки погруженным электродом возможно благодаря созданию специализированного оборудования, которое обеспечивает плавность погружения электрода и изменения скорости сварки.
Недостатком прототипа является то, что осуществление способа сварки возможно только при использовании специального дорогостоящего оборудования, обеспечивающего плавное погружение электрода, соответствующее изменению сварочного тока и скорости сварки.
Задачей, на решение которой направлено предлагаемое изобретение, является снижение стоимости оборудования для осуществления способа сварки за счет отказа от дорогостоящего и использования в процессе серийно выпускаемого оборудования.
Поставленная задача достигается тем, что в способе сварки кольцевых и круговых швов погруженным неплавящимся электродом, в отличие от прототипа, в изделии в начале шва делают углубление, в которое устанавливают электрод на требуемую глубину и начинают процесс с постоянными скоростью сварки и током.
Сущность изобретения поясняется чертежом, на котором изображена схема способа, где 1 - свариваемый материал, 2 - погруженный неплавящийся электрод.
Пример конкретной реализации способа.
Сваривают образцы из стали 12Х18Н10Т толщиной δ = 12 мм.
Установившийся режим сварки: ток прямой полярности I = 600 А; напряжение на дуге Uд. = 12В; скорость сварки Vсв. = 10 м/ч, время задержки t=5 с.
Диаметр электрода dэл.= 10 мм, угол заточки электрода α1 = 15o, радиус скругления электрода r = 1,5 мм.
В начале шва делают углубление с углом конусности α2 = 30o, величиной углубления H=4,5-5,0 мм, в которое устанавливают электрод так, чтобы расстояние между торцом электрода и нижней поверхностью углубления составляло 1,5-2,0 мм. На источнике питания устанавливают ток постоянной величины и время задержки, включают осциллятор и начинают процесс с постоянными скоростью сварки и током.
Предлагаемый способ позволяет снизить стоимость оборудования для осуществления способа сварки за счет отказа от дорогостоящего и использования в процессе серийно выпускаемого оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ПОГРУЖЕННЫМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1999 |
|
RU2162778C2 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОГРУЖЕННОЙ ДУГОЙ | 2000 |
|
RU2202453C2 |
| СПОСОБ СВАРКИ ПОГРУЖЕННОЙ ДУГОЙ | 1998 |
|
RU2146189C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОГРУЖЕННОЙ ДУГОЙ | 1998 |
|
RU2146583C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 1998 |
|
RU2134628C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1997 |
|
RU2131339C1 |
| ГОРЕЛКА ДЛЯ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 1998 |
|
RU2145273C1 |
| СПОСОБ БАЛАНСИРОВОЧНОГО КОНТРОЛЯ РОТОРОВ ТУРБОРЕАКТИВНЫХ ДВИГАТЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2152602C1 |
| СПОСОБ ДВУСТОРОННЕЙ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2442679C1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
Изобретение относится к машиностроению и может быть использовано в сварочном производстве. При сварке кольцевых и круговых швов в изделии в начале шва делают углубление. Устанавливают электрод на требуемую глубину и начинают процесс сварки с постоянными скоростью сварки и током. Такой способ сварки позволяет снизить стоимость оборудования для осуществления сварки за счет отказа от дорогостоящего и использования в процессе серийно выпускаемого оборудования. 1 ил.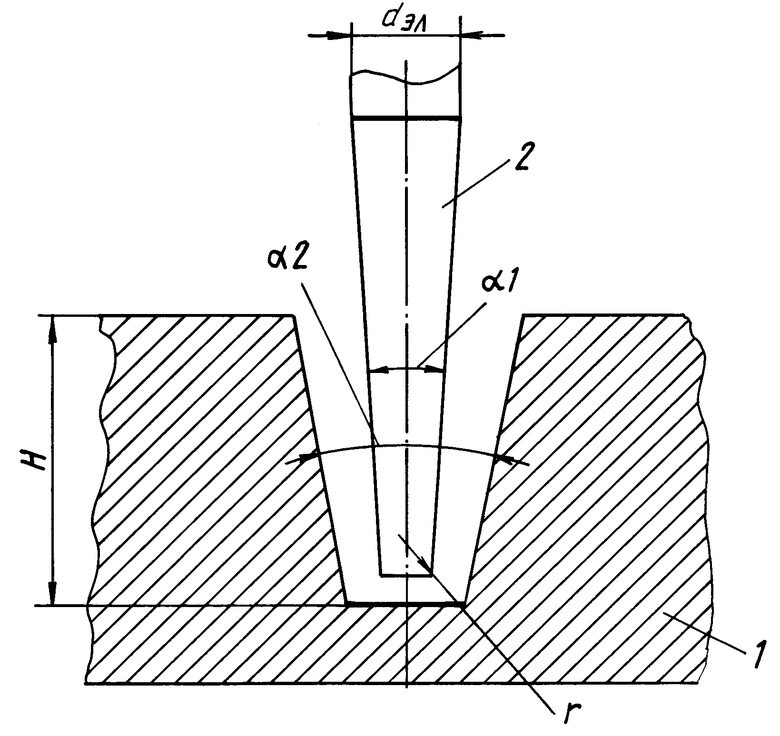
Способ сварки кольцевых и круговых швов погруженным неплавящимся электродом, отличающийся тем, что в изделии в начале шва делают углубление, в которое устанавливают электрод на требуемую глубину, и начинают процесс с постоянными скоростью сварки и током.
| ВЕРЕЩАГИН С.И | |||
| и др | |||
| Оборудование для сварки погруженным неплавящимся электродом легких сплавов | |||
| - Автоматическая сварка, 1991, N 10, с.65 - 67 | |||
| Способ автоматической дуговой сварки встык | 1989 |
|
SU1673335A1 |
| Способ дуговой однопроходной сварки | 1984 |
|
SU1175636A1 |
| Способ сварки стыковых соединений | 1978 |
|
SU846162A1 |
| RU 94042810 А1, 20.10.1996 | |||
| СПОСОБ СВАРКИ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 1994 |
|
RU2113951C1 |
