Изобретение относится к области химико-термической обработки, а именно, к процессам азотирования деталей из низкоуглеродистых мартенситных сталей.
Известен способ азотирования деталей из среднеуглеродистых легированных сталей типа 38Х2МЮА (Борисенок и др. "Химико-термическая обработка" Справочник, М. "Металлургия" 1981 г.), включающий горячую прокатку заготовок, закалку их в масло, высокий отпуск, механическую обработку и азотирование при температуре 520 - 560oC.
Недостатком этого способа являются высокие энергетические затраты на осуществление процесса (нагрев под закалку и высокий отпуск, длительный, до 40-80 часов, процесс азотирования), при этом глубина азотированного слоя не превышает 0,5 мм, а твердость - HV = 900.
Наиболее близким к заявляемому способу азотирования подходит способ азотирования низкоуглеродистых мартенситных сталей, приведенный в статье Лахтина Ю.М., Иоффе Г.А., Цырлина Э.С., и др. "Азотируемые низкоуглеродистые мартенситные стали", журнала "Металловедение и термическая обработка металлов" N 3, 1980 г.
Специально разработанные низкоуглеродистые стали мартенситного класса 08Х3Г2МЮ и 08Х3Н2МЮ после закалки на воздухе и азотирования по режиму - 600oC в течение 12 часов обеспечивают азотированный слой глубиной: общий - 0,55 - 0,50 мм, эффективный - 0,40 - 0,45 мм; твердость на поверхности HV = 975-875, тогда как сталь 38Х2МЮА после азотирования по такому же режиму имеет азотированный слой: общий - 0,55 мм, эффективный - 0,23 мм, твердость на поверхности - HV = 825-875.
Следовательно, общая глубина слоя у всех сталей практически одинакова, а эффективная, обусловленная характером распределения микротвердости по глубине слоя, на сталях 08Х3Г2МЮ и 08Х3Н2МЮ в 2-2,5 раза выше. Высокая твердость диффузионного слоя обусловлена наличием мелкодисперсных нитридов легирующих элементов размером 100 - 150  , равномерно распределенных в азотистом мартенсите, и малым расстоянием между ними.
, равномерно распределенных в азотистом мартенсите, и малым расстоянием между ними.
Однако, этот способ азотирования предполагает осуществление самостоятельной операции предварительной закалки заготовок на воздухе, что удорожает процесс изготовления деталей.
Задачей создания настоящего изобретения является получение технического эффекта, заключающегося в снижении энерго- и трудозатрат на производство азотируемых деталей, ускорении процесса при обеспечении большей глубины и твердости поверхностного слоя.
Общими с прототипом признаками являются: горячая обработка давлением заготовки, закалка на воздухе, азотирование.
Технический эффект достигается тем, что обработка давлением заготовки из низкоуглеродистой мартенситной стали, совмещенная с закалкой заготовки охлаждением на воздухе непосредственно с температуры горячей обработки давлением; азотирование при температуре, исключающей рекристаллизацию структуры заготовки, полученной в результате охлаждения на воздухе, при этом направление диффузионного потока должно быть перпендикулярно направлению деформации.
Применение для азотирования низкоуглеродистых мартенситных сталей позволяет совместить охлаждение на воздухе после горячей обработки давлением с закалкой, в результате создается структура низкоуглеродистого мартенсита с текстурой горячей деформации, оба эти фактора ускоряют процесс диффузионного насыщения поверхностных слоев заготовки, так как в азотистом мартенсите поверхностных слоев с текстурой горячей деформации интенсивнее диффундирует азот и образующиеся нитриды распределяются более равномерно и плотно, чем в феррите среднеуглеродистных сталей и в низкоуглеродистом мартенсите, не имеющем текстуры.
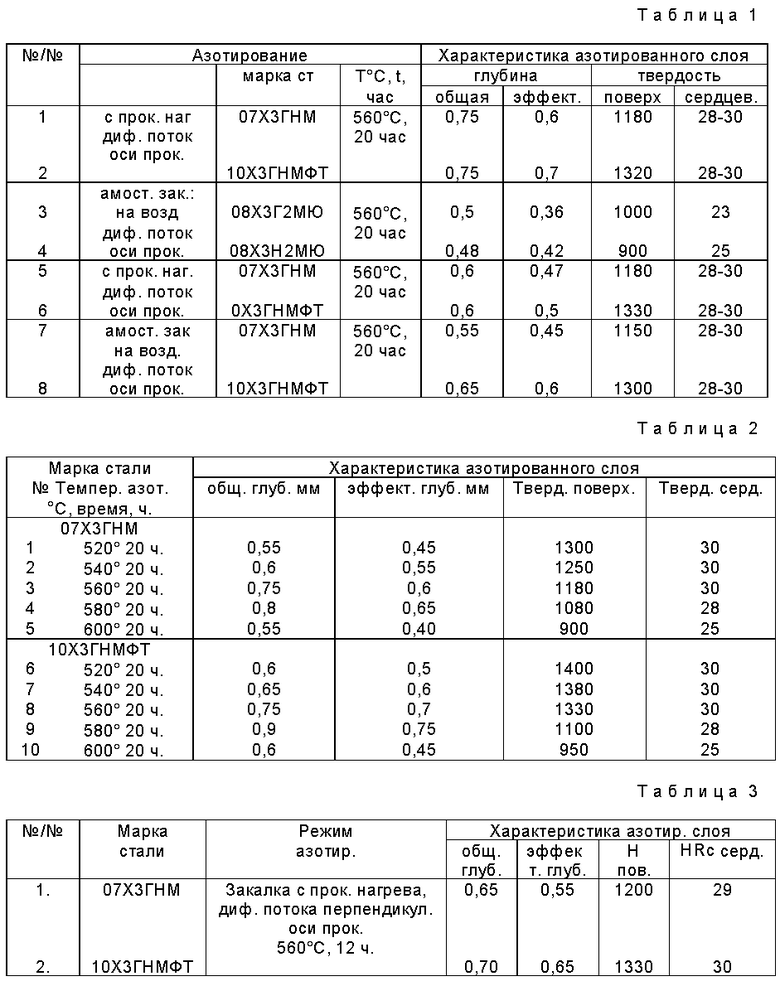
В таблице 1 приведены характеристики диффузионных слоев, полученных различными способами:
- заявляемый способ: совмещение закалки с прокаткой, низкоуглеродистые мартенситные стали (НМС), направление диффузионного потока перпендикулярно оси прокатки;
- способ с совмещением закалки, использованием НМС, но направление диффузионного потока параллельно направлению деформации;
- способ, принятый за аналог, но с использованием заявленных сталей;
- способ-прототип.
Из табл. 1 следует, что эффект ускорения азотирования и повышения твердости имеет место только при наличии текстуры в низкоуглеродистом азотистом мартенсите при направлении диффузионного потока перпендикулярно направлению деформации. Из таблицы следует также, что глубина и твердость азотированного слоя, полученного заявляемым способом, выше, чем эти характеристики для слоя, полученного известным способом.
Для сохранения текстурованной структуры низкоуглеродистого мартенсита температуру азотирования назначают ниже температуры рекристаллизации и ниже температуры, при которой происходит отпуск низкоуглеродистого мартенсита.
Температуру азотирования выбирали по результатам исследования слоев, полученных при различных температурах азотирования (табл. 2) по заявленному способу азотирования, т.е. с совмещением закалки заготовки с охлаждением на воздухе после деформации и направлении диффузионного потока перпендикулярно направлению деформации.
Результаты исследования азотированных слоев, полученных заявленным способом при различных температурах (табл. 2), свидетельствуют о том, что температура азотирования 540 - 580oC гарантирует получение слоев глубиной 0,6 - 0,9 мм с твердостью на поверхности H = 1080-1380; что больше, чем соответствующие характеристики диффузионных слоев, полученных способом, принятым за аналог.
Следовательно, заявленный способ азотирования может обеспечить диффузионные слои, более глубокие и с большей твердостью, чем диффузионные слои, полученные известным способом.
Пример. Сталь 07Х3ГНМ и 10Х3НМФТ плавили в лабораторной индукционной печи, разливали в слитки 50 кг, слитки отжигали, затем прокатывали в прутки диаметром 20 мм с охлаждением на воздухе непосредственно с температур прокатки. В результате получали в прутках структуру текстурованного мартенсита с твердостью HRc = 30-32. Из прутков мехобработкой изготовили заготовки детали - ось O 18 - 16 мм, после чего заготовки азотировали в среде при температуре 560oC в течение 12 часов. После азотирования детали ее разрезали, исследовали структуру и свойства диффузионных слоев и сердцевины. Результаты исследования приведены в табл. 3.
Из табл. 3 следует, что осуществление азотирования заявленным способом обеспечивает достижение поставленной цели, т.е. ускоряет процесс и дает более твердый поверхностный слойк
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОУПРОЧНЕННЫХ ЗАГОТОВОК НАСОСНЫХ ШТАНГ | 1997 |
|
RU2117539C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ В ВАКУУМЕ | 2006 |
|
RU2324001C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2015 |
|
RU2588936C1 |
| Способ производства высокопрочных низколегированных стальных труб | 1990 |
|
SU1811925A1 |
| СПОСОБ УПРОЧНЕНИЯ КРЕПЕЖНЫХ ИЗДЕЛИЙ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2013 |
|
RU2532600C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛЯ ОБРАЗОВАНИЯ ВЫСОКОПРОЧНОГО АУСТЕНИТНОГО ПОВЕРХНОСТНОГО СЛОЯ В НЕРЖАВЕЮЩИХ СТАЛЯХ | 1994 |
|
RU2127330C1 |
| Способ получения высокопрочного стального листа | 2023 |
|
RU2812417C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН С ПОЛУЧЕНИЕМ СУБМИКРО- И НАНОСТРУКТУРИРОВАННОГО СОСТОЯНИЯ ДИФФУЗИОННОГО ПРИПОВЕРХНОСТНОГО СЛОЯ ПРИ АЗОТИРОВАНИИ | 2012 |
|
RU2524892C2 |
| Способ получения высокопрочного стального листа | 2023 |
|
RU2813064C1 |
| СПОСОБ УПРОЧНЕНИЯ ШТАМПОВ ИЗ ПОЛУТЕПЛОСТОЙКИХ СТАЛЕЙ | 1991 |
|
RU2022052C1 |
Способ заключается в том, что проводят обработку давлением заготовки из низкоуглеродистой мартенситной стали, совмещенную с закалкой заготовки и последующим охлаждением на воздухе непосредственно с температуры горячей обработки давлением, после чего осуществляют азотирование при температуре, исключающей рекристаллизацию структуры заготовки, при направлении диффузионного потока перпендикулярно направлению деформации. Изобретение позволяет ускорить процесс диффузионного насыщения поверхностных слоев заготовки. 2 з. п. ф-лы, 3 табл.
| Лахтин Ю.М | |||
| и др | |||
| Азотируемые низкоуглеродистые мартенситные стали | |||
| Металловедение и термическая обработка металлов | |||
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ АУСТЕНИТНОЙ CR-MN-NI СТАЛИ | 1991 |
|
RU2020163C1 |
| Способ азотирования мартенсито-стареющей стали | 1970 |
|
SU444831A1 |
| DE 3502144 A, 08.08.85 | |||
| СПОСОБ КОМБИНИРОВАННОЙ РАЗРАБОТКИ КРУТОПАДАЮЩИХ РУДНЫХ ТЕЛ | 2012 |
|
RU2514035C2 |
| US 5725688 C, 10.03.98 | |||
| Минкевич А.Н | |||
| Химико-термическая обработка стали | |||
| - М.: Машгиз, 1950, с.167. | |||

