Предлагаемое изобретение относится к устройствам для декорирования стекла и может быть использовано в производстве листового декоративного флоат-стекла.
Известен способ и устройство для непрерывной подачи на расплавленную стекломассу веществ, придающих стеклу декоративный эффект (Пат. Великобритании N 2199843 МКИ C 03 B 18/00). Способ заключается в непрерывной подаче на расплавленную стекломассу добавок и отличается от известных тем, что цветную стеклокрошку (фритту) в измельченном виде подают в резервуар с щелями в нижней части, в котором фритта плавится и вытекает на стекломассу в виде множества струек, которые сплавляются с матричным стеклом, не захватывая пузырьки воздуха.
Недостатки способа и устройства - ограничение ассортимента из-за длительного перехода с одного вида стекла на другой, большой расход дефицитной фритты, требование точного совпадения коэффициентов линейного термического расширения (КЛТР) матричного и накладного стекла.
Известно и другое устройство для нанесения покрытий на стекло (Авт. свид. СССР N 672167 C 03 C 23/00). Устройство содержит смонтированный над лентой стекла вибратор, бункер, подающий узел в виде поворотного полого цилиндра с продольными щелями, размещенного концентрично охлаждаемому кожуху, в рубашке которого выполнен обращенный к ленте стекла продольный паз.
Недостатком устройства является трудность переналадки при переходе с одного типа дисперсного материала на другой, невозможность использования материала с малым удельным весом (типа древесной муки или опилок), забивка калиброванной щели материалом, что приводит к выходу устройства из строя и большому количеству брака стекла в случае использования на высокопроизводительных флоат-линиях.
Ближайшим аналогом предлагаемого изобретения является устройство по авторскому свидетельству N 2001028 C 03 C 17/02 "Способ изготовления декоративного листового стекла". Способ включает подачу на поверхность формуемого стекла нитей из цветного или бесцветного стекла в виде отрезков, нанесение нитей на поверхность стекла осуществляется в потоке газа. Для реализации способа предложено устройство, в котором дисперсный материал загружают в герметичный вибробункер-дозатор. Дозатор осуществляет регулируемую подачу материала через тройник или решетку в поток газообразного вещества (защитной атмосферы) и далее через насадок на ленту стекла. Насадок выполнен в виде прямой или изогнутой на конце трубы, конец которой может перемещаться в вертикальном и поперечном направлении относительно ленты стекла.
Недостатком устройства является неравномерность подачи вещества из дозатора через тройник или решетку в поток газа. При испытании устройства наблюдались перерывы в подаче материала, в результате чего материал не поступал (или поступал в незначительных количествах) на непрерывно движущуюся ленту стекла, данное стекло выбраковывалось, выход стекла снижался до 30%.
Кроме того, даже при удовлетворительной подаче материала через решетку выходящий из насадка "факел" (смесь газа с материалом) не перекрывает всю ширину ленты стекла, остаются не декорированные участки стекла. По длине факела материал также распределен неравномерно, в результате чего выпадает избыточное количество материала под средней частью факела и не достаточное в начале и конце факела. Кроме того, от сопла (насадка) до начала полосы выпавшего материала наблюдается "мертвая зона" (стекло без материала) длиной до 800 мм. При попытке перекрыть факелом всю ширину ленты при помощи увеличения давления газа газ начинает "сдувать" выпавший материал с ленты стекла, который падает в расплавленное олово и загрязняет его. При увеличении давления газа сдвигается в сторону борта и сама лента стекла. Гуляние ленты по ванне расплава ведет к дополнительному браку стекла на участке раскроя.
Предлагаемое устройство устраняет указанные выше недостатки. Оно обеспечивает равномерное распределение материала по поверхности стекла без "сдува" последнего со стекла, загрязнения углеродом расправленного металла и сдвига ленты по ванне расплава. Данный эффект достигается тем, что поток газа с материалом ограничивается контуром в виде двух плоских деталей, расположенных параллельно или под углом друг к другу, замкнутых перегородкой, ограничивающей перелет материала за пределы ленты, а внутри контура на пути потока расположены преграды, частично перекрывающие поток и регулирующие интенсивность и равномерность выпадения материала из смеси, причем верхняя щель для выхода газа больше нижней щели для выпадения материала.
Сущность изобретения.
В предлагаемом изобретении устройство содержит узел смешения материала с газом, канал для подачи смеси в контур, расположенный поперечно направлению перемещения ленты и обеспечивающий разделение потока смеси на поток газа, уходящий вверх, и поток материала, выпадающий вниз, через соответствующие щелевые отверстия вверху и внизу. Отличие состоит в том, что контур выполнен из двух плоских деталей, расположенных параллельно или под углом друг к другу, замкнутых перегородкой, ограничивающей перелет материала за пределы ленты, а внутри контура на пути потока расположены преграды, частично перекрывающие поток и регулирующие интенсивность и равномерность выпадения материала из смеси, причем верхняя щель для выхода газа больше нижней щели для выпадения материала.
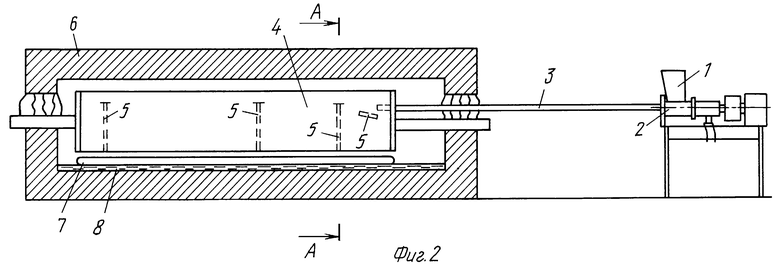
Сущность изобретения поясняется на фиг. 1, на которой факел ограничивают стенками контура (показана левая стенка). При ограничении факела стенками материал соприкасается с неподвижными стенками, теряет скорость и выпадает из потока на стекло. Чем меньше ширина щели, тем раньше происходит соприкосновение материала со стенками, тем ближе выпадает материал к соплу. При практической проверке установлено, что уменьшение ширины щели в 3 раза уменьшает величину "мертвой зоны" в 4 раза, т.е. ограничение потока стенками контура практически устраняет один из недостатков аналога.
Кроме этого, поток, ограниченный стенками, увеличивает свою скорость, что выражается в увеличении длины полосы заполнения материалом. Например, уменьшение ширины щели в 3 раза увеличило длину полосы с материалом на 50%, что позволило закрыть материалом всю ширину ленты.
Таким образом, использование контура из двух параллельных пластин устраняет второй недостаток аналогов - позволяет перекрыть факелом всю ширину ленты. Однако, общий характер распределения материала остался прежний: больше материала под средней частью факела и меньше в начале и конце факела. Эту закономерность удалось изменить только поместив в щель, образованную пластинами, систему преград, частично ограничивающих поток. Количество преград зависит от ширины ленты, удельного веса и размера частиц дисперсного материала, давления газа в канале. Диапазон регулирования равномерности покрытия значительно увеличивается, если преграды подвижны и могут совершать вращательные, колебательные или иные движения с различной частотой. При этом изменяется отражательная способность преград - частицы, ударяясь о преграды, отскакивают и равномерно заполняют пространство перед преградой и даже под соплом. Кроме того, преграды уменьшают скорость потока и уменьшают эффект "сдувания" выпавшего материала со стекла. При обдувании стекла холодным газом пластичное стекло "охрупчивается" и приобретает свойства упругого (холодного) стекла - твердость, низкий коэффициент трения. Выпавший материал легко перемещается под действием потока газа над стеклом. Преграды уменьшают эффект "сдувания", но не совсем избавляют от него. От этого эффекта удалось полностью избавиться, применив V-образное расположение пластин, при котором верхняя щель для выхода газа больше нижней щели для выпадения материала.
Устройство работает следующим образом. В бункер засыпают любой дисперсный материал, способный изменять свойства стекла. При вращении винта материал из бункера поступает к смесителю и далее в канал, который транспортирует эту смесь до контура. Газовая смесь с материалом распыляется в пространство между двумя плоскими деталями, разделяется на два компонента: газ, который уходит вверх в более широкую щель, и дисперсный материал, выпадающий за счет гравитационных сил вниз в узкую щель. Причем, каждая частичка в контуре разгоняется газом до скоростей, достаточных для покрытия материалом всей ширины ленты стекла. Частицы после выхода из сопла встречают преграды, в результате чего материал выпадает равномерно поперек движущейся ленты стекла от одного борта до другого.
Равномерность выпадения материала позволяет получить заданное покрытие стекла декорирующим слоем по всей площади листов.
Перечень фигур.
На фиг. 1 представлена схема ограничения факела стенками контура при различной ширине щели.
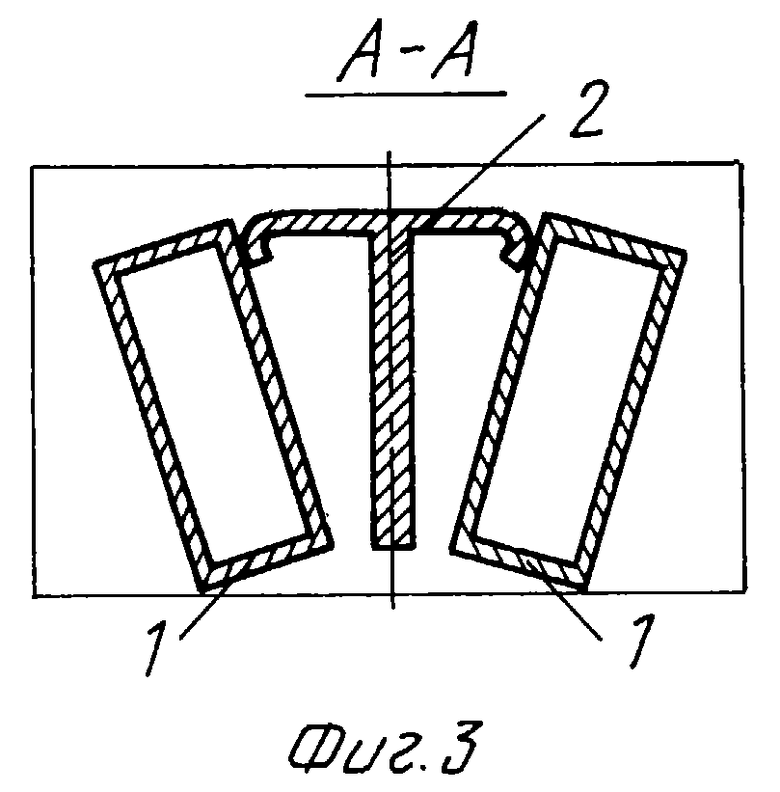
На фиг. 2 представлено устройство подачи дисперсных материалов, помещенное в ванну расплава. Устройство состоит из бункера 1, смесителя 2, канала 3, плоских деталей 4, образующих контур, преград 5. Устройство помещено в ванну расплава 6 над лентой стекла 7, плавающей на расплаве олова 8.
На фиг. 3 представлено сечение контура по линии А-А. Контур образован водоохлаждаемыми стенками 1, между которыми расположены преграды 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 1997 |
|
RU2133714C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 1998 |
|
RU2145945C1 |
| УСТРОЙСТВО ДОЗИРОВАННОЙ ПОДАЧИ ДИСПЕРСНОГО МАТЕРИАЛА И СТЕКЛОНИТЕЙ В ПОТОКЕ ГАЗА | 1997 |
|
RU2121984C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 1998 |
|
RU2145308C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 1998 |
|
RU2144518C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЛЕНТЫ СТЕКЛА ГАЗОВЫМ РЕАГЕНТОМ | 1998 |
|
RU2149837C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНОГО СТЕКЛА | 2000 |
|
RU2174497C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОГО СТЕКЛА | 1999 |
|
RU2172303C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2000 |
|
RU2183203C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 2000 |
|
RU2187471C2 |
Использование: для изготовления декоративного листового стекла методом распыления на его поверхность в зоне формования твердых дисперсных материалов. Устройство содержит механизмы для смешения материала и газа, канал подачи смеси в контур, расположенный поперек ленты стекла. Равномерность распыления материала достигается путем заключения потока газа с частицами в контур, выполненный из двух параллельных пластин, и установки на пути потока системы преград. 1 з.п.ф-лы, 3 ил.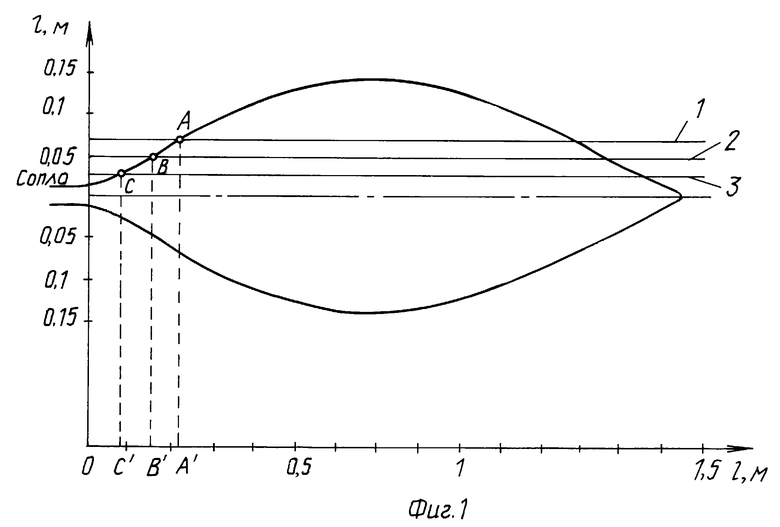
| RU 2001028 С1, 15.10.93 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА "МЕТЕЛИЦА-СУПЕР" | 1996 |
|
RU2096359C1 |
| СПОСОБ ЦЕНТРИРОВКИ ЛИНЗЫ В ОПРАВЕ И ОПРАВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2542636C1 |
| Способ изготовления декоративного листового стекла | 1976 |
|
SU683192A1 |

