Изобретение относится к машиностроению и может быть использовано для закрепления тонкостенных деталей, имеющих ребра, при обработке на станках.
Известен способ закрепления тонкостенной детали, при котором в полость этой детали производят заливку жидкости, например, воды, а затем охлаждают деталь до полной кристаллизации воды (SU, а.с. N 931357, B 23 Q 3/00, 1982).
Этот способ имеет недостаток, обусловленный свойством воды расширяться при кристаллизации. Это расширение приводит к деформации детали и, как следствие этого, к снижению точности закрепления.
Также известен способ закрепления тонкостенной детали, при котором в полость детали вставляют трубку, выполненную из материала, стойкость при деформации которого ниже, чем стойкость при деформации самой тонкостенной детали, и внешней поверхностью трубки производят заливку жидкости, например, воды и охлаждают деталь до полной кристаллизации воды (SU, а.с. 1115880, B 23 Q 3/00, 1984). При этом расширение воды при кристаллизации компенсируется трубкой, принимающей на себя излишки расширяющейся воды и льда.
Этот способ имеет недостаток при его применении к тонкостенным деталям, имеющим ребра, например, тонкостенным сильфонам и трубным компенсаторам. Действительно, при охлаждении указанных деталей с трубкой и водой, выступающие в наружную сторону ребра детали при кристаллизации воды будут деформироваться под действием напряжений, стремящихся увеличить угол ребра, причем эта деформация будет тем сильнее, чем меньше угол ребра. Все это приводит к снижению точности закрепления, а следовательно, и к снижению точности последующей обработки деталей.
Прототипом предлагаемого решения является способ закрепления тонкостенной детали, имеющей ребра (см. SU а.с. N 1033882, G 01 M 3/00, 1983).
Технической задачей изобретения является повышение точности закрепления тонкостенной детали, имеющей ребра.
Поставленная задача решается следующим образом. В полости тонкостенной детали, имеющей ребра, размещают трубку, выполненную из материала, стойкость которого при деформации ниже, чем стойкость при деформации самой детали. После чего в полученный зазор между внутренней поверхностью детали и наружной поверхностью трубки вводят жидкость, которую охлаждают до полного затвердевания. Причем на внутреннюю поверхность ребер предварительно наносят слой вещества, несмачиваемого этой жидкостью.
Этот слой вещества предохраняет каждое ребро от полного его заполнения жидкостью и, следовательно, от напряжений при ее затвердевании.
На чертеже представлена схема, поясняющая способ закрепления тонкостенной детали, где обозначено: 1 - тонкостенная деталь; 2 - нижняя эластичная крышка; 3 - верхняя эластичная крышка, имеющая два отверстия: одно для заливки - 4 и одно для слива воды - 5; 6 - трубка; 7 - вода; 8 - слой гидрофобного вещества.
Рассмотрим пример осуществления предлагаемого способа закрепления тонкостенной детали, например, сильфона 1.
Сначала на внутреннюю поверхность ребра сильфона 1 наносят слой гидрофобного вещества 8, например, слой масла или слой расплавленного парафина. Далее деталь закрывается эластичными крышками 2 и 3 и вставляют предохранительную трубку 6. Затем через отверстие для заливки 4 верхней крышки 3 в полость между внутренней поверхностью сильфона 1 и внешней поверхностью трубки 6 заливают воду 7 и охлаждают полученную сборку до кристаллизации воды 7, например, до температуры -10 ... -15oC. При этом излишки воды вытесняются в отверстия 4 и 5, а дальнейшее расширение компенсируется при помощи деформации трубки 6. Деформации ребер сильфона 1 вследствие наличия на их внутренних поверхностях слоя гидрофобного вещества 8 не происходит, так как в вершине ребра между слоем гидрофобного вещества 8 и водой 7 всегда сохраняется некоторый объем воздуха, принимающий на себя расширение воды при кристаллизации в ребре.
После замерзания сильфон 1 готов к обработке, после которой остается лишь нагреть его и вылить растаявший лед (воду 7) через отверстие 5 и снять слой гидрофобного вещества 8.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОЙ ТРУБЫ С ВНУТРЕННИМ ОРЕБРЕНИЕМ | 2001 |
|
RU2215962C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ПУТЕМ ВЫТЯЖКИ | 1998 |
|
RU2206422C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ КОРПУСОВ МИШЕНЕЙ | 1998 |
|
RU2139367C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ МИШЕНЕЙ | 1997 |
|
RU2117710C1 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ ОТ ПУЛЬ СТРЕЛКОВОГО ОРУЖИЯ | 1997 |
|
RU2133940C1 |
| СПОСОБ ЗАПОЛНЕНИЯ ПОЛОСТЕЙ СЛОЖНОЙ КОНФИГУРАЦИИ ВЯЗКОТЕКУЧЕЙ СРЕДОЙ | 1998 |
|
RU2155673C2 |
| СПОСОБ ГЛУБОКОЙ ИМПУЛЬСНОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 1998 |
|
RU2158644C2 |
| ГАЗОВЫЙ ЛАЗЕР С ВОЗДУШНЫМ ОХЛАЖДЕНИЕМ | 1998 |
|
RU2142663C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЕЙСТВИТЕЛЬНЫХ РАЗМЕРОВ ПАРАМЕТРОВ НАРУЖНЫХ ПОВЕРХНОСТЕЙ И РАДИУСОВ СФЕРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2159920C1 |
| СОЕДИНИТЕЛЬНОЕ УСТРОЙСТВО | 2001 |
|
RU2194905C2 |
Изобретение может быть использовано в машиностроении для закрепления тонкостенных деталей при их обработке на станках. Способ закрепления тонкостенной детали, имеющей ребра, заключается в том, что в полости детали размещают трубку, выполненную из материала, стойкость при деформации которого ниже, чем стойкость при деформации самой тонкостенной детали. После чего в зазор между внутренней поверхностью тонкостенной детали и внешней поверхностью трубки вводят жидкость, которую охлаждают до полного затвердевания. При этом на внутреннюю поверхность ребер перед заливкой жидкости предварительно наносят слои несмачиваемого этой жидкостью вещества. В результате достигается повышение точности закрепления. 1 ил.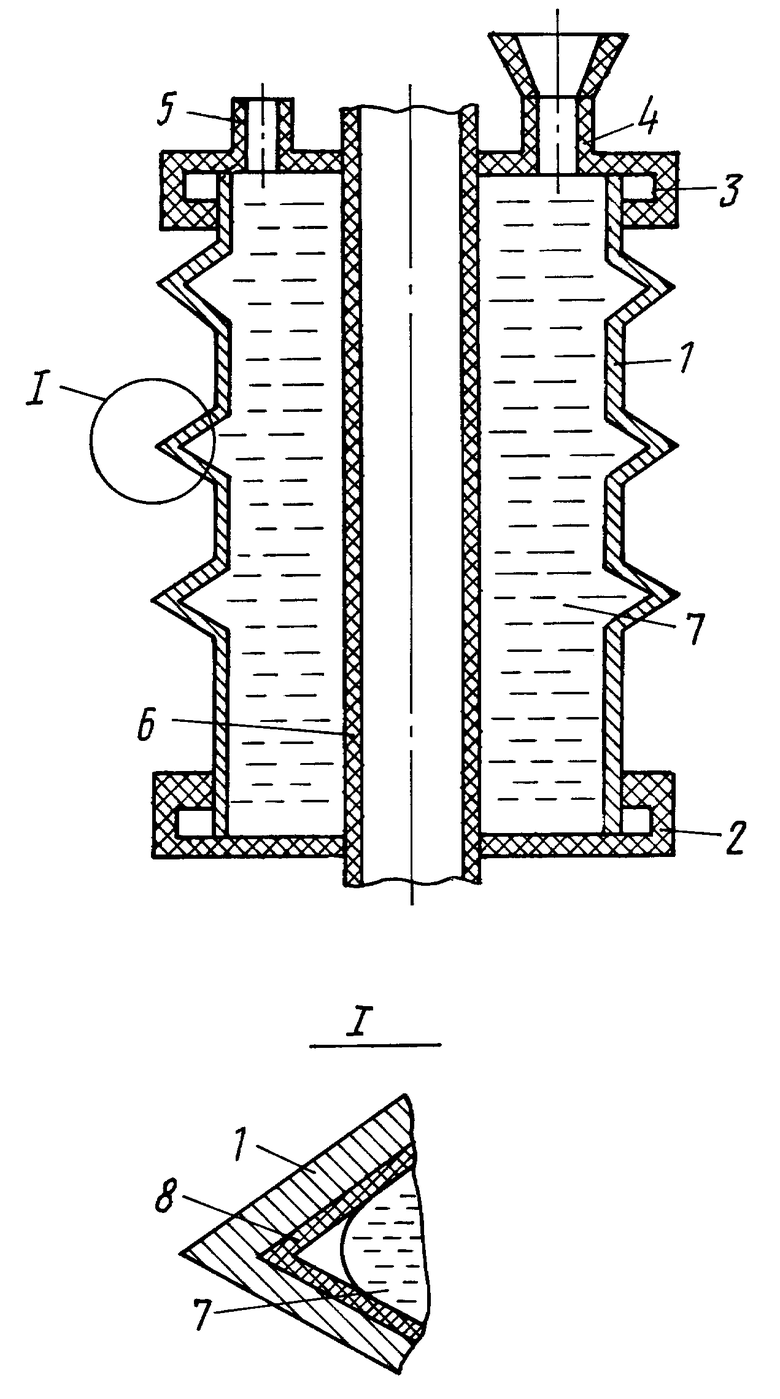
Способ закрепления тонкостенной детали, имеющей ребра, отличающийся тем, что в полости детали размещают трубку, выполненную из материала, стойкость которого при деформации ниже, чем стойкость при деформации самой детали, затем в полученный зазор между внутренней поверхностью детали и наружной поверхностью трубки вводят жидкость, которую охлаждают до полного затвердевания, причем на внутреннюю поверхность ребер предварительно наносят слой вещества, несмачиваемого этой жидкостью.
| Стенд для испытания сильфонов | 1982 |
|
SU1033882A1 |
| Чувствительный элемент | 1981 |
|
SU983473A2 |
| Способ закрепления тонкостенной детали | 1982 |
|
SU1115880A1 |
| Способ установки легкодеформируемой крупногабаритной детали при механической обработке и устройство для его осуществления | 1980 |
|
SU908568A1 |
| Способ закрепления деталей | 1978 |
|
SU848252A1 |
| Гальваническая батарея галетного типа воздушной деполяризации | 1957 |
|
SU117837A1 |
| Кантовочная лебедка для открытия и закрытия газовых клапанов и перекидки клапанов воздуха, и продуктов горения коксовых печей | 1931 |
|
SU27259A1 |
