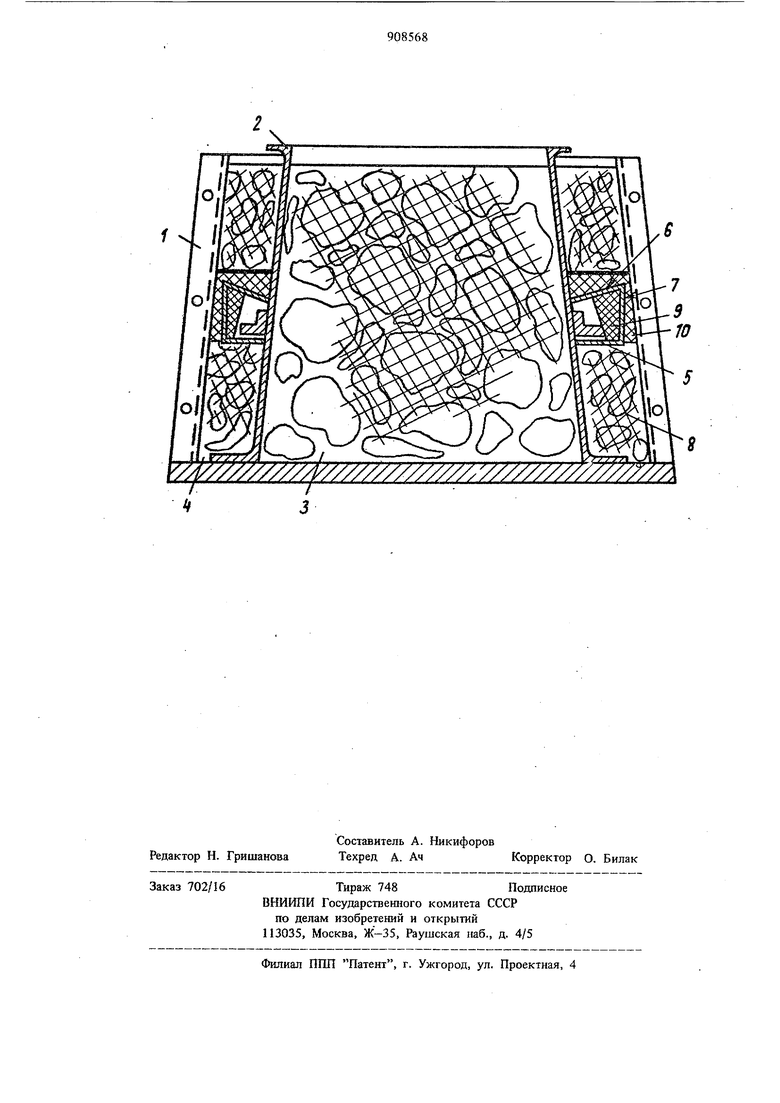
39 внутреннюю 3 и наружную 4 полости. В наружной полости 4 по всем зонам обработки установлены экранирующие секции 5. Верхняя, например, сторона 6 секции S наклонена к нх боковой стороне 7 под острым углом. Секции 5 изолируют зоны обработки детали 2 от наполнителя 8. Кроме того, внутренняя полость секшш 5 заполнена веществом 9, масса и плотность которого обеспечивают их всплытие в жидкости, предназначенной для расплава специального наполнителя 10, расположенного вокруг секций 5. В качестве такого вещества может быть использован пенопласт. Секции 5 изготовлены из материала с высокой теплопроводностью, например из алюминия. Установка детали 2 при механической обработке осуществляется следующим образом. В технологическую емкость 1 устанавливается деталь 2. Температура плавле1тая парафина может изменяться в зависимости от степени его очистки от 45° до 70°. Вся внутренняя полость 3 и нарун ная полость 4 до зоны обработки заполняется кусками наполнителя 8, например парафина, и заливается его расплавом с температурой плавления 65-70°. На застывший парафин 8 в наружной полости 4 устанавливают экранирующие секции 5. Пространство вокруг секций 5 заливается расплавом специального наполнителя 10, например парафина, с пониженной температурой плавлегшя 45-50°. После его застывания продолжается укладка кусков парафина 8 и заливка расплавом его с высокой температурой плавления. Затем застывший блок извлекается из емкости 1 и помещается в емкость с Ж1щкостью, например с горячей водой, температура которой обеспечивает расплавление парафина 10 только в зоне обработки. Секции 5 вытесняются из общей массы наполнителя 8 и всплывают на поверхность воды, обнажая поверхность обработки. Быстрое расплавление парафина 10 в зоне обработки обусловлено не только пониже1шой температурой плавле1шя парафина 10, но и повыще шой теплопроводностью секций 5, изготовленных из aлюми D я. Такое вьтолнение устройства повышает надежность закрепления деталей. Формула изобретения 1.Способ установки легкодеформнруемой крупногабаритной детали при механической обработке путем заливки легкоплавким наполнителем технологической емкости с размещенной в ней деталью с одновременной установкой в емкости экранирующих секций и последующим извлечением указанных секций путем расплавления расположенного вокруг них наполнителя, отличающийся тем, что, с целью повышения надежности закрепления деталей, пространство вокруг экранирующих секций заполняют специальным нaпoл штeлeм с температурой плавле шя , чем у остальной его массы, а удаление зкранирующих секц11Й осуществляют путем помещения всего застывшего наполнителя с деталью в житцсость, температура которой равна температуре плавления специального наполнителя. 2.Устройство для установки легкодеформнруемой крупногабаритной детали при механической обработке, содержащее технологическую емкость, заполненную легкоплавким наполнителем с экранирующими секциями, отличающееся тем, что, секции вьшолнены полыми и предназначены для размещения вещества, масса и плотность которого обеспечивают их всплытие в жидкости для расплава специального наполнителя. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2836357/25-08, кл. В 23 Q 3/00, 1979.