Изобретение относится к устройствам по переработке пластмасс, а может быть использовано для изготовления формующих головок для производства двухслойных труб и полых изделий из пластмасс методом экструзии и может быть применено в полимерном машиностроении.
Известна экструзионная головка для многослойных изделий, содержащая корпус и размещенные в нем с образованием каналов раздельного течения и общего формующего канала дорны [А.С. СССР №651974, МКИ B29F 3/04, 1977].
Недостатками этой экструзионной головки являются сложность конструкции и сложность регулирования расхода расплава в каждом канале, а также толщины различных слоев расплава в общей формующей щели.
Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является экструзионная головка для изготовления двухслойных труб из полимерных материалов, с применением ультразвуковых колебаний, содержащая корпус, размещенный в нем дорнодежатель с цилиндрическим участком, между ребрами которого выполнены отверстия для прохода расплава, дорны, смонтированные с образованием формующей щели и каналов для подачи внешнего и внутреннего слоев расплавов, расположенных наклонно относительно друг друга и сообщенных с формующей щелью [Фридман М.Л. Технология переработки кристаллических полиолефинов. М., 1977, С.368, 369, рис.Х.11] (прототип).
Недостатками известной экструзионной головки являются сложность конструкции и регулирования расхода расплава в каждом канале, а также толщины различных слоев расплава в общей формующей щели; большое гидравлическое сопротивление, обусловленное конструкцией дорнов и дорнодержателей, что ухудшает свариваемость различных слоев потоков расплавов полимеров и снижает качество выпускаемых изделий
Изобретение направлено на решение задачи упрощения конструкции экструзионной головки, повышения производительности и улучшения качества труб за счет стабильности регулирования расхода и толщины слоев, равномерности распределения и свариваемости слоев двухслойной трубы.
Указанная задача решается за счет того, что экструзионная головка для изготовления полимерных двухслойных труб с применением ультразвуковых колебаний содержит корпус и размещенный в нем дорнодержатель с цилиндрическим участком, между ребрами которого выполнены отверстия для прохода расплава, дорны, смонтированные с образованием формующей щели и каналов для подачи внешнего и внутреннего слоев расплавов, расположенных наклонно относительно друг друга и сообщенных с формующей щелью и магнитострикционным излучателем, при этом в зоне стыковки слоев расплавов полимеров на наклонной поверхности формующей головки смонтированы два магнитострикционных излучателя, для плавного входа внутреннего слоя расплава полимера в формующую головку предусмотрен полушаровой элемент с пазами, закрепленный на торце дорнодержателя, дорнодержатель выполнен коническим.
Новизна предлагаемого изобретения заключается в том, что в зоне стыковки слоев расплавов полимеров на наклонной поверхности формующей головки смонтированы два магнитострикционных излучателя, для плавного входа внутреннего слоя расплава полимера в формующую головку предусмотрен полушаровой элемент с пазами, закрепленный на торце дорнодержателя, дорнодержатель выполнен коническим.
Технический результат, обеспечиваемый экструзионной головкой для изготовления полимерных двухслойных труб с применением ультразвуковых колебаний, выражается в упрощении конструкции, повышении производительности и улучшении качества выпускаемых двухслойных труб благодаря выбору оптимальной геометрии поперечного сечения формующего канала. Выбор оптимальной геометрии поперечного сечения формующего канала обеспечивается согласованием внешнего и внутреннего слоев при продавливании их через дорны.
Сущность изобретения поясняется чертежами.
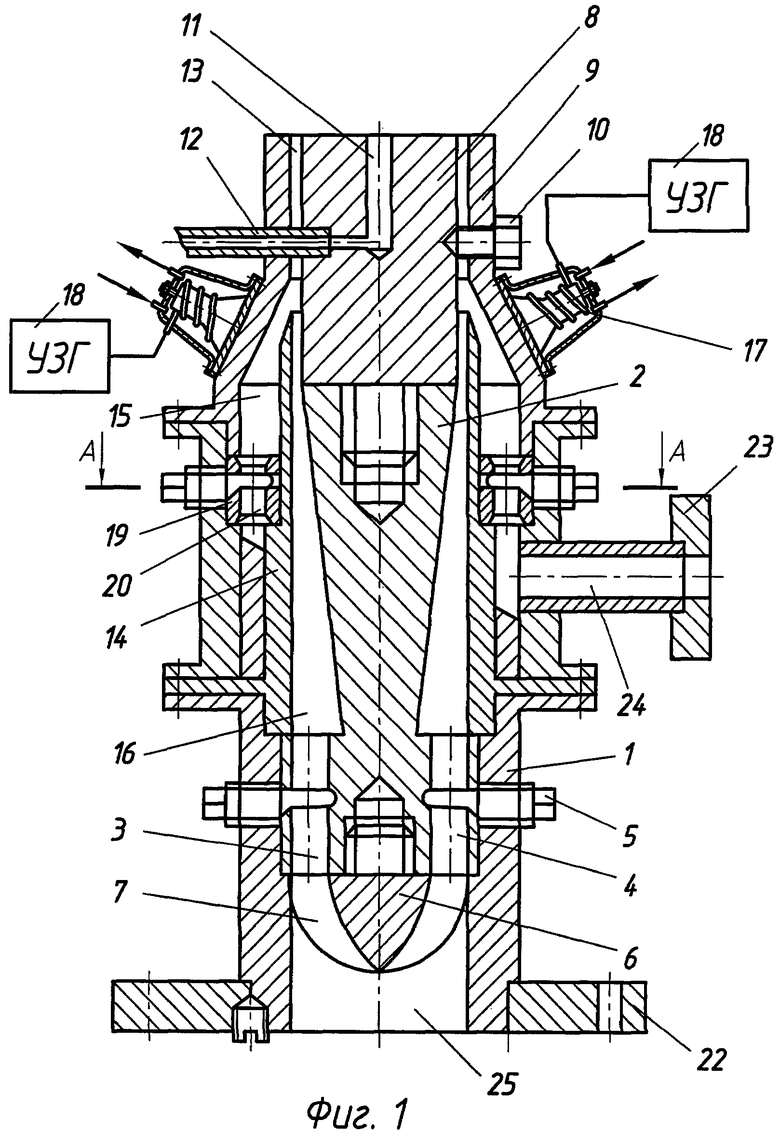
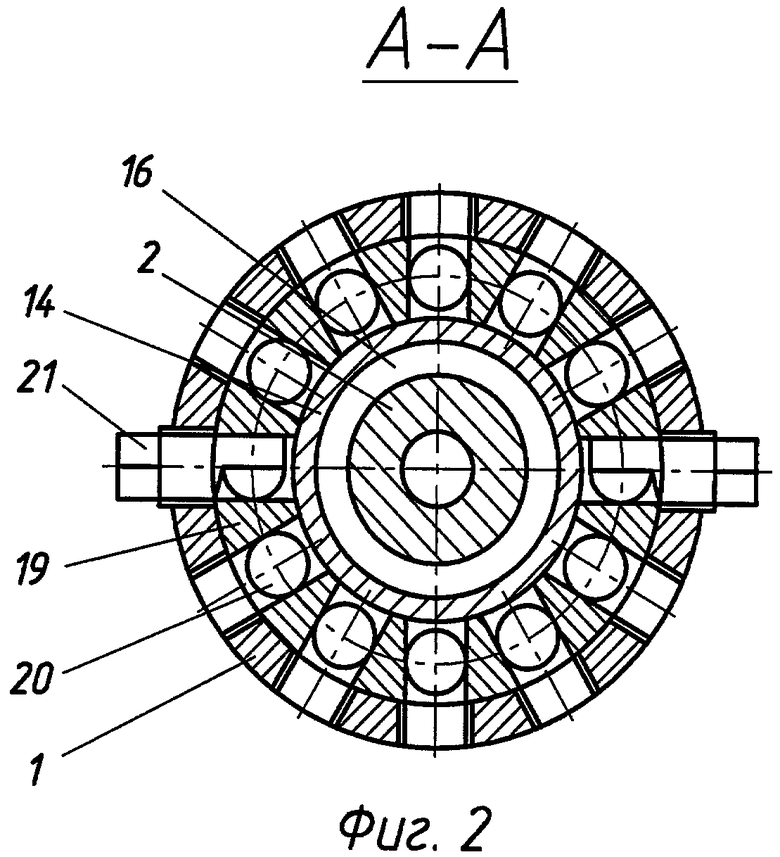
На фиг.1 продольный разрез экструзионной головки для изготовления полимерных двухслойных труб с применением ультразвуковых колебаний; на фиг.2 - поперечное сечение по А-А.
Экструзионная головка содержит разъемный корпус 1, в котором расположен дорнодержатель 2 с цилиндрическим участком, между ребрами 3 которого выполнены отверстия 4 для прохода расплава, в которых расположены регулировочные винты 5. На входном торце дорнодержателя 2 установлен полушаровой элемент 6 с фрезерованными пазами 7, а на выходном конце дорнодержателя 2 закреплен дорн 8. На корпусе 1 установлена формующая втулка 9. Дорн 8 смонтирован с возможностью его центрирования посредством винтов 10 и в нем выполнен канал 11 для охлаждающей среды, связанный с патрубком 12. Между дорном 8 и втулкой 9 образована формующая щель 13.
В корпусе 1 также смонтирован дорн 14 с образованием проточного канала 15 для подачи внешнего слоя расплава и канала 16 для подачи внутреннего слоя расплава. Каналы 15 и 16 расположены наклонно относительно друг друга и сообщены формующей щелью 13.
На наклонной поверхности формующей втулки 9 смонтированы два магнитострикционных излучателя 17 марки ПМС - 6 - 22 с возможностью подключения к источнику 18 ультразвуковых колебаний УЗГ1-4. В магнитострикционные излучатели подается сжатый воздух для их охлаждения. Установка магнитострикционных излучателей в зоне соединения внешнего и внутреннего слоев расплава позволяет одновременно воздействовать на оба слоя, что увеличивает пропускную способность формующего канала и улучшает качество изготавливаемых труб. В формующей щели расплав претерпевает уменьшение проявления высокоэластичности экструдата и, как следствие этого, уменьшается постэкструзионное разбухание экструдируемого изделия.
В канале 15 установлена решетка 19 с отверстиями 20, в которых смонтированы регулировочные винты 21. Регулировочные винты 5 и 21 выполнены с полуцилиндрическим рабочим участком (фиг.2).
Корпус 1 головки соединен с экструдерами (не показаны) посредством фланцев 22 и 23. Для подачи расплавов от экструдеров предназначены каналы 24 и 25.
Экструзионная головка работает следующим образом.
Расплавы полимеров, нагнетаемые экструдером, проходят в каналы 24 и 25. Расплав внутреннего слоя продавливается далее через фрезерованные пазы 7 полушарового элемента 6, через отверстия 4 цилиндрической части дорнодержателя 2 в канал 16 и затем поступает в формующую кольцевую щель 13 между формующей втулкой 9 и дорном 8. Регулировка расхода внутреннего потока расплава полимера производится с помощью изменения проходного сечения отверстия 4 регулировочными винтами 5.
Расплав внешнего слоя через отверстия 20 решетки 19 поступает в канал 16 и далее наслаивается на расплав внутреннего слоя. В формующей кольцевой щели 13 между формующей втулкой 9 и дорном 8 происходит их сварка. Далее, при совместном течении двух комбинированных расплавов, на выходе образуется двухслойное изделие в виде трубы. Регулировка расхода расплава полимера внешнего слоя осуществляется с помощью перекрытия отверстия 20 решетки 19 регулировочными винтами 21.
При прохождении расплавов полимеров по формующему каналу на массу полимера воздействует наложение ультразвуковых колебаний, исходящих от магнитострикционных излучателей 17 с воздушным охлаждением.
Источником ультразвуковых волн служил ультразвуковой генератор 18 марки УЗГ1-4, с помощью которого создается наложение колебаний на расплавы полимеров в зоне их стыковки с фиксированной частотой от 18,0 до 24,0 кГц. При воздействии ультразвуковых колебаний происходит понижение вязкости расплавов, что уменьшает сопротивление пристенного эффекта при истечении расплава на границе с поверхностью формующего канала. Кроме действия ультразвука снижение гидравлического сопротивления происходит за счет плавного входа расплава, осуществляемого с помощью полушарового элемента 6 с пазами 7, конусностью дорнодержателя и расширением раструба формующей втулки 9 (фиг.1).
Регулирование расхода расплава полимера и толщину внутреннего и внешнего слоев полимерных труб осуществляется поворотом винтов 5 и 21 от 0° до 90°, при этом расход расплава полимера изменяется от 0 до max.
С помощью поворота регулировочных винтов 5 и 21 изменяется живое сечение отверстий 4 и 22 для прохождения расплава полимера и регулируется пропускная способность расплава, тем самым регулируется толщина слоев полимерных двухслойных труб.
Экспериментальные исследования проводились на опытной установке с экструдером АТЛ-45, имеющим червяк диаметром 45 мм и длиной 1125 мм, для продавливания внутреннего слоя расплава полимера и экструдером марки ЧП-40 с червяком диаметром 40 мм и длиной 640 мм для подачи внешнего слоя расплава полимера.
Экструзионная головка имела следующие геометрические размеры: длина корпуса 320 мм, диаметр поперечного сечения корпуса 180 мм.
Получали двухслойную полимерную трубу с наружным диаметром 25 мм и внутренним диаметром 21 мм. Для внутреннего слоя трубы использовался полиэтилен низкого давления марки 277-73, для внешнего слоя трубы применялся полиэтилен высокого давления марки 15802-020.
Оптимальный режим экструзии указанных полимеров - при температуре 423 К и создаваемом давлении экструдерами в пределах 3,5-4,5 МПа, при фиксированной частоте наложения ультразвуковых колебаний 18,5; 21,6; 22,1 и 23,5 кГц на расплав полимера в зоне стыковки слоев расплавов, создаваемых ультразвуковым генератором марки УЗГ1-4.
Использование изобретения позволит повысить производительность, механическую прочность за счет уменьшения гидравлического сопротивления под воздействием ультразвуковых колебаний, улучшить качество двухслойных труб, регулирование расхода и толщины слоев, равномерность распределения и сваривание различных слоев, увеличить срок службы комбинированных двухслойных труб по сравнению с обыкновенными однослойными полимерными трубами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Эструзионная головка для изготовления двухслойных труб из полимерных материалов | 1983 |
|
SU1118537A1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНО-ПОГОНАЖНЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 1998 |
|
RU2147989C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО ПРОФИЛЬНОГО ПОЛОЗКА С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2011 |
|
RU2505400C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБЛИЦОВОЧНЫХ СТЕНОВЫХ ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2008 |
|
RU2365503C1 |
| Экструзионная головка для изготовления слоистых труб из полимерных материалов | 1988 |
|
SU1570929A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБОЛОЧЕК ОБРАМЛЕНИЯ ТРУБ | 1998 |
|
RU2134640C1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО МЕБЕЛЬНОГО ПОЛОЗКА | 1999 |
|
RU2180287C2 |
| Экструзионная головка для изготовления полимерной рукавной пленки | 1989 |
|
SU1763227A1 |
| ТРЕХРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО СТРОИТЕЛЬНОГО ШТАПИКА | 2001 |
|
RU2194618C2 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИНТУСОВ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2146614C1 |
Изобретение относится к устройствам по переработке пластмасс и может быть использовано для изготовления формующих головок для производства двухслойных труб и полых изделий методом экструзии. Техническим результатом изобретения является упрощение конструкции экструзионной головки, повышение производительности и улучшение качества выпускаемых труб. Технический результат достигается в экструзионной головке для изготовления полимерных двухслойных труб с применением ультразвуковых колебаний. Экструзионная головка содержит корпус и размещенные в нем дорнодержатель с цилиндрическим участком, между ребрами которого выполнены отверстия для прохода расплава, дорны, смонтированные с образованием формующей щели и каналов для подачи внешнего и внутреннего слоев расплавов, расположенных наклонно друг относительно друга и сообщенных с формующей щелью и магнитострикционным излучателем. При этом в зоне стыковки слоев расплавов полимеров на наклонной поверхности формующей головки смонтированы два магнитострикционных излучателя, для плавного входа внутреннего слоя расплава полимера в формующую головку предусмотрен полушаровой элемент с пазами, закрепленный на торце дорнодержателя, дорнодержатель выполнен коническим. 2 ил.
Экструзионная головка для изготовления полимерных двухслойных труб с применением ультразвуковых колебаний, содержащая корпус и размещенные в нем дорнодержатель с цилиндрическим участком, между ребрами которого выполнены отверстия для прохода расплава, дорны, смонтированные с образованием формующей щели и каналов для подачи внешнего и внутреннего слоев расплавов, расположенных наклонно относительно друг друга и сообщенных с формующей щелью и магнитострикционным излучателем, отличающаяся тем, что в зоне стыковки слоев расплавов полимеров на наклонной поверхности формующей головки смонтированы два магнитострикционных излучателя, для плавного входа внутреннего слоя расплава полимера в формующую головку предусмотрен полушаровой элемент с пазами, закрепленный на торце дорнодержателя, дорнодержатель выполнен коническим.
| Эструзионная головка для изготовления двухслойных труб из полимерных материалов | 1983 |
|
SU1118537A1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБЛИЦОВОЧНЫХ СТЕНОВЫХ ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2008 |
|
RU2365503C1 |
| 0 |
|
SU304145A1 | |
| Способ переработки под давлением термопластичной полимерной композиции и устройство для его осуществления | 1980 |
|
SU939262A1 |
| US 2003124211 A1, 03.07.2003 | |||
| US 2009275689 A1, 05.11.2009 | |||
| DE 10043898 A1, 04.04.2002 | |||
| JP 2006175675 A, 06.07.2006 | |||
| Экструзионная головка для изготовления слоистых труб из полимерных материалов | 1988 |
|
SU1570929A1 |

