Изобретение относится к области механической обработки металлов, а именно - к изготовлению изделий (костылей, гвоздей) методом рубки и штамповки или высадки.
Костыли предназначены для крепления железнодорожных рельсов, например типов Р75, Р65, Р50 и Р43 к деревянным шпалам и брусьям.
Известен способ изготовления металлических изделий (грузозахватных крюков), включающий формовку стержневой части, а также грузозахватной путем штамповки, причем сначала делают предварительное формообразование крюка, а затем окончательное (см. А.С. N 837542, B 21 K 1/72, 1981 г.).
Недостатком данного аналога является трудоемкость производимых операций.
Известен также способ изготовления гвоздей - костылей из заготовки с поперечным сечением, имеющим одну ось симметрии, включающий нагрев металла, отрезку мерной заготовки с выполнением выступа под головку, высадку головки и выталкивание гвоздя из матрицы, при этом при отрезке мерной заготовки выступ выполняют со смещением относительно оси заготовки (см. патент РФ N 1733170, B 21 G 3/12. 1992 г.).
Недостатком данного способа является его трудоемкость (большие трудозатраты), связанная с тем, что для осуществления технологии необходимо, во-первых, составление графической модели с определением эксцентриситета для выполнения выступа под головку костыля, причем при выходе эксцентриситета за пределы 0,5 - 1,1 обеспечен брак продукции. Во-вторых, для высадки головки необходимо устанавливать заданные перепады температур в точках, наиболее удаленных и наиболее близких к геометрической оси заготовки. Для этого нужны специальные приборы точечного определения температуры в строго определенных местах. Несоблюдение этих требований также приводит к возрастанию вероятности ошибок и, как следствие - к браку продукции.
Технической задачей изобретения является упрощение технологического процесса, снижение трудозатрат и повышение рентабельности при сохранении качества продукции.
Для этого в способе изготовления железнодорожных костылей из заготовки с поперечным сечением, включающем нагрев металла, отрезку мерной заготовки, выполнение участка под головку, формирование головки и извлечение костыля из матрицы, используют заготовку с квадратным поперечным сечением, при этом сначала обрубают острие длиной l1 и глубиной среза h1, используя поочередно две противоположные грани заготовки, затем осуществляют предварительное формирование головки, обрубая участок противоположный острию длиной l2 = l1 и глубиной среза h2 = h1, подвергая обработке одну из граней заготовки, образующей острие, после чего заготовку нагревают до t = 980 - 1000oC в течение 7 - 8 мин и по истечении этого времени производят окончательное формирование головки посредством штамповки, уложив заготовку в заданную матрицу штампа.
Сущность изобретения заключается в том, что процесс изготовления костылей по предлагаемой технологии не требует дополнительных трудозатрат, дополнительных расчетов и дополнительного дорогостоящего оборудования. При этом качество получаемой продукции, которое гарантирует ближайший аналог, сохраняется.
Временные и температурные режимы получены экспериментальным путем. Задачей экспериментов было получение эквивалентного качества продукции при осуществлении известного и заявляемого способов.
Так, при температурах ниже 980oC и времени нагрева металла менее 7 мин на костылях обнаруживались трещины, а при температурах более 1000oC и времени нагрева более 8 мин происходило заклинивание заготовки в штампе.
При соблюдении всех необходимых условий осуществления известного способа и заявляемого качество продукции было эквивалентным.
На чертеже изображена заготовка, готовая к окончательному формированию головки костыля.
Заготовка 1 имеет квадратное сечение со следующими параметрами: l - длина заготовки, h - высота заготовки, l1 - длина среза острия, h1 - высота среза острия, l2 - длина среза под головку, h2 - высота среза под головку.
Способ осуществляется следующим образом.
Отрезанную мерную заготовку длиной l (от 165 до 280 мм) с квадратным сечением 16х16 мм из стали марки Ст. 4 группы B первой категории или гр. А второй категории либо из стали марки Ст. 3 группы A второй категории или группы B первой категории укладывают в штамп (например, Ш-1242) по упору и за один ход пресса обрубают половину острия длиной l1 и высотой h1, равной половине высоты заготовок h, используя одну грань (операция 1). Затем заготовку поворачивают на 180o относительно горизонтальной плоскости и за один ход пресса обрубают вторую половину острия по форме и параметрам, аналогичным первой половине, используя при этом вторую, противоположную первой, грань (операция 2), после чего заготовку переворачивают на угол 180o в вертикальной плоскости (т.е. помещают тупым концом в зону рубки) и осуществляют предварительное формирование головки костыля, а именно - обрубают участок под головку с такими же параметрами, как и острие, т.е. l2 = l1, h2 = h1, используя грань заготовки так, чтобы одна из линий среза острия была параллельна линии среза участка под головку (операция 3). После этого заготовку укладывают на под печи и нагревают до температуры 980 - 1000oC в течение 7 - 8 мин. Затем, взяв заготовку клещами из печи, ее устанавливают в матрицу штампа и за один ход пресса производят окончательное формирование головки костыля.
После изготовления костылей их подвергают правке, используя рихтовочный штамп, а также осуществляют заточку острого конца, применяя для этого обдирочно-шлифовальный станок.
Изготовленные по описанной технологии костыли с необходимой дополнительной обработкой соответствуют ГОСТ 5812-82, т.е. удовлетворяют всем требованиям к их размерам и качеству.
По сравнению с известным заявляемым способом является менее трудоемким и не требует дополнительных материальных затрат, при этом качество остается неизменным.
Пример 1. Заготовка с параметрами 16х16х210 мм. Ст. 3, гр. B, ГОСТ 380-71. Сначала осуществляют операции с 1-й по 3-ю. Затем заготовку нагревают в щелевой печи до температуры 980oC в течение 7 минут, вынимают из печи и, поместив в заданную матрицу штампа, за один ход пресса формируют головку костыля. Штамп Ш-5060. Пресс К-2132.
Костыль соответствует требованиям ГОСТ 5812-82.
Пример 2. То же при температуре нагрева 990oC и времени нагрева 7,5 мин.
Костыль соответствует требованиям ГОСТ 5812-82.
Пример 3. То же при температуре нагрева заготовки 1000oC и времени нагрева 8 мин. Костыль соответствует требованиям ГОСТ 5812-82.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОСТЫЛЬ ДЛЯ КРЕПЛЕНИЯ РЕЛЬСА | 2006 |
|
RU2317362C1 |
| ЛИСТОВОЙ ГОФРИРОВАННЫЙ ПРОФИЛЬ | 1996 |
|
RU2107571C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2202463C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИЗОГНУТОЙ И СТУПЕНЧАТОЙ ОСЬЮ ИЗ ПОЛЫХ ЗАГОТОВОК | 2006 |
|
RU2329109C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ-КОСТЫЛЕЙ | 1995 |
|
RU2091189C1 |
| СПОСОБ ПОТОЧНОГО ИЗГОТОВЛЕНИЯ СТАЛЬНОГО МЕЛКОСОРТНОГО ПРОКАТА И ЕГО ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ | 2000 |
|
RU2180277C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИТИЛЬНОГО ТЕПЛОВОГО АППАРАТА | 2001 |
|
RU2183793C1 |
| СПОСОБ ПРОИЗВОДСТВА ГАЙКИ | 2012 |
|
RU2510303C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕММЫ РАЗДЕЛЬНОГО РЕЛЬСОВОГО СКРЕПЛЕНИЯ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2000 |
|
RU2164456C1 |
| СПОСОБ ОБЛОЙНОЙ ШТАМПОВКИ ИЗДЕЛИЙ С ОДНОСТОРОННЕЙ ПЕРИОДИЧНОСТЬЮ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111823C1 |
Изобретение относится к области механической обработки металлов, а именно к изготовлению железнодорожных костылей. Способ включает нагрев металла, отрезку мерной заготовки, выполнение участка под головку, формирование головки и извлечение костыля из матрицы, при этом используют заготовку с квадратным сечением и начинают производство с обрубания острия, а затем участка под головку, после чего производят нагрев заготовки до 980 - 1000oС в течение 7-8 мин и по истечении этого времени формируют головку посредством штамповки, уложив заготовку в матрицу штампа. Технической задачей изобретения является упрощение технологического процесса, снижение трудозатрат и повышение рентабельности при сохранении качества продукции. 1 ил.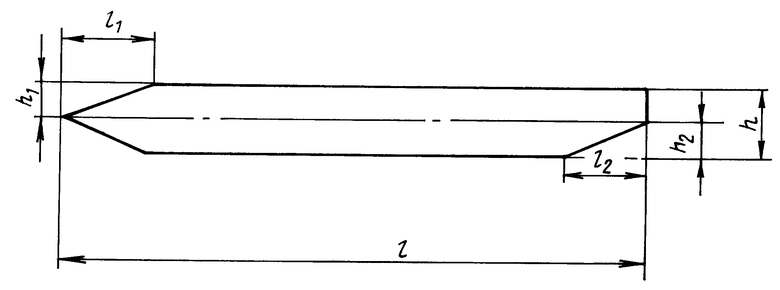
Способ изготовления железнодорожных костылей, включающий нагрев металла, отрезку мерной заготовки, выполнение участка под головку, формирование головки и извлечение костыля из матрицы, отличающийся тем, что используют заготовку с квадратным поперечным сечением, при этом сначала обрубают острие длиной l1 и глубиной среза h1, используя поочередно две противоположные грани заготовки, затем осуществляют предварительное формирование головки, обрубая противоположный одной из граней острия участок заготовки длиной и глубиной среза, равный длине и глубине среза острия, после чего заготовку нагревают до 980 - 1000oC в течение 7 - 8 мин и по истечении этого времени производят окончательное формирование головки посредством штамповки, уложив заготовку в заданную матрицу.
| Способ изготовления гвоздей-костылей | 1990 |
|
SU1733170A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТУШЕНИЯ ПОЖАРОВ | 1993 |
|
RU2089249C1 |
