Изобретение относится к области изготовления из прутковой заготовки гвоздей-костылей и может быть использовано в метизной промышленности для производства крепежных изделий.
Из уровня техники известны конструкции машин, предназначенных для изготовления гвоздей и т.п. изделий формованием утолщения на одном конце заготовки горячей или холодной высадкой с заострением противоположного торца.
Известны гвоздильные автоматы ударного и прессового действия, предназначенные для изготовления гвоздей различного диаметра и длин, состоящие из механизма выпрямления проволоки, механизма подачи и регулировки длины гвоздя, механизма разъема матрицы, механизма резки и образования острия, отбойного механизма, главного распределительного и коленчатого вала с механизмами для высадки головки гвоздя. В производстве гвоздей крупных сечении необходимость приложения для высадки головки гвоздя сразу полного усилия деформации приводит к применению машин чрезвычайно больших габаритов, что увеличивает металлоемкость оборудования и обуславливает большое капитальные затраты.
Известны конструкции гвоздильных автоматов, в которых усилие высадки прикладывается не сразу, а постепенно, со стороны ролика, раскатывающего головку на заготовке, размещенной в радиальном пазу кольцевого ротора. Раскатка позволяет избежать пиковых нагрузок на конструкцию деформирующей машины, однако применение кольцевых роторов возможно только для относительно небольших размеров заготовок, так как для деформации крупных заготовок габариты кольца становятся чрезмерно большими, а жесткость их совершенно недостаточной.
В качестве прототипа выбрана конструкция устройства для изготовления гвоздей (авт.св. СССР N 656715, М. кл. B 21 G 3/12, 1976), как наиболее близкая по совокупности существенных признаков. Устройство по прототипу содержит прокатную клеть со станиной и валковым узлом и размещенные в пазах валков узел фиксации заготовок, узел высадки, механизм заострения и отделения изделий. Узел высадки и механизм заострения в виде двух установленных с возможностью вращения в одном направлении горизонтальных валков, на боковой поверхности которых тангенциально по окружности выполнены пазы, в которых смонтированы рабочие инструменты механизмов заострения и высадки. Узел фиксации состоит из двух расположенных соосно валку кулачков и подпружиненных упоров, а механизм удаления изделия состоит из двух расположенных соосно валку звездочек с канавками на зубьях. Процесс получения гвоздей в таком устройстве сводится к вращению валками проволочной заготовки, располагаемой вдоль образующих валков, оттеснению рабочим инструментом части металла в утолщения с образованием головок гвоздей и перерезанию посередине заготовки другим рабочим инструментом с образованием острия и получению одновременно двух гвоздей. Положительной чертой применения устройства является отсутствие ударов и плавное приложение нагрузки на привод.
Однако, в известном устройстве возможно получение лишь гвоздей, имеющих форму тел вращения, так как для приложения нагрузок при прокатке заготовку необходимо вращать вокруг своей оси. Это делает невозможным производство на этой установке гвоздей несимметричного профиля, например железнодорожных костылей, так как заготовку квадратного сечения невозможно вращать в зазоре между валками. Таким образом недостатком устройства по прототипу являются ограниченные технологические возможности.
Задачей, на решение которой направлено настоящее изобретение, является расширение технологических возможностей.
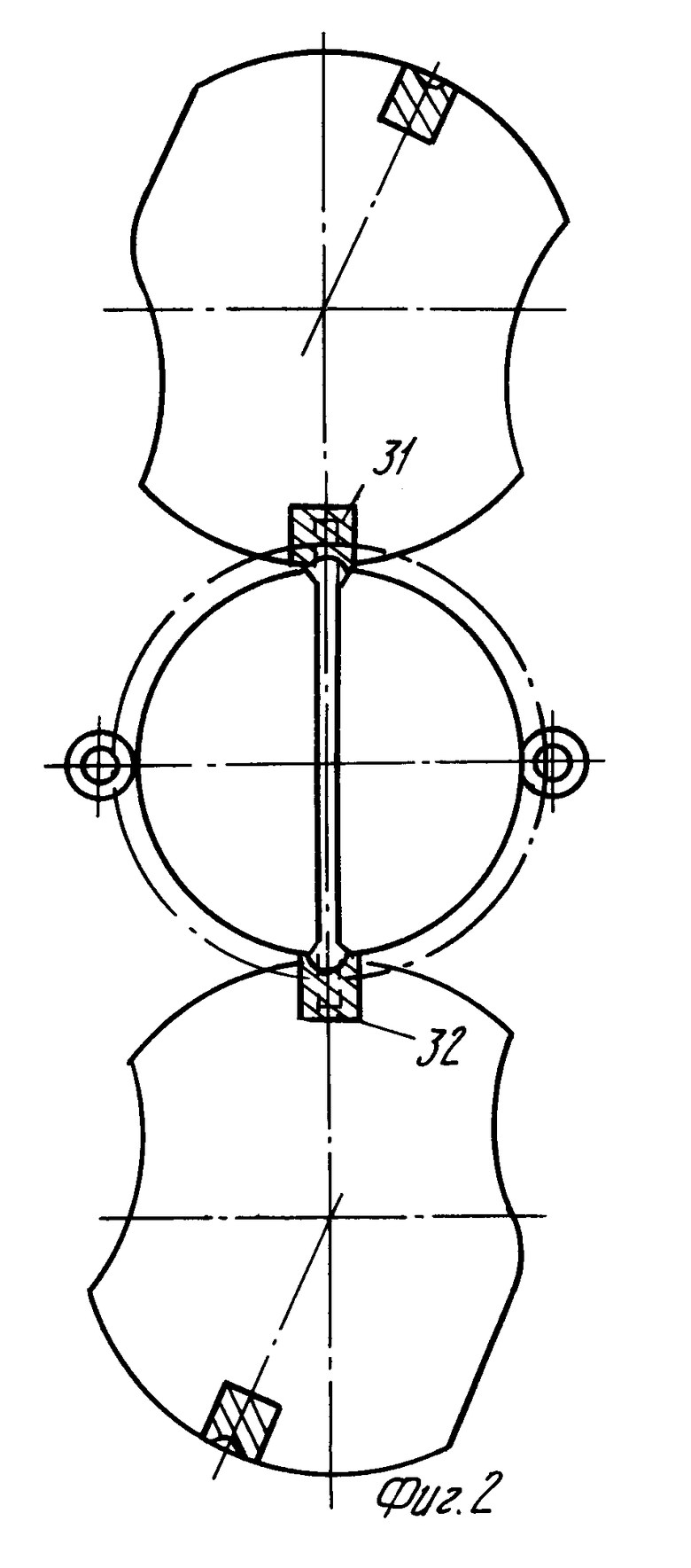
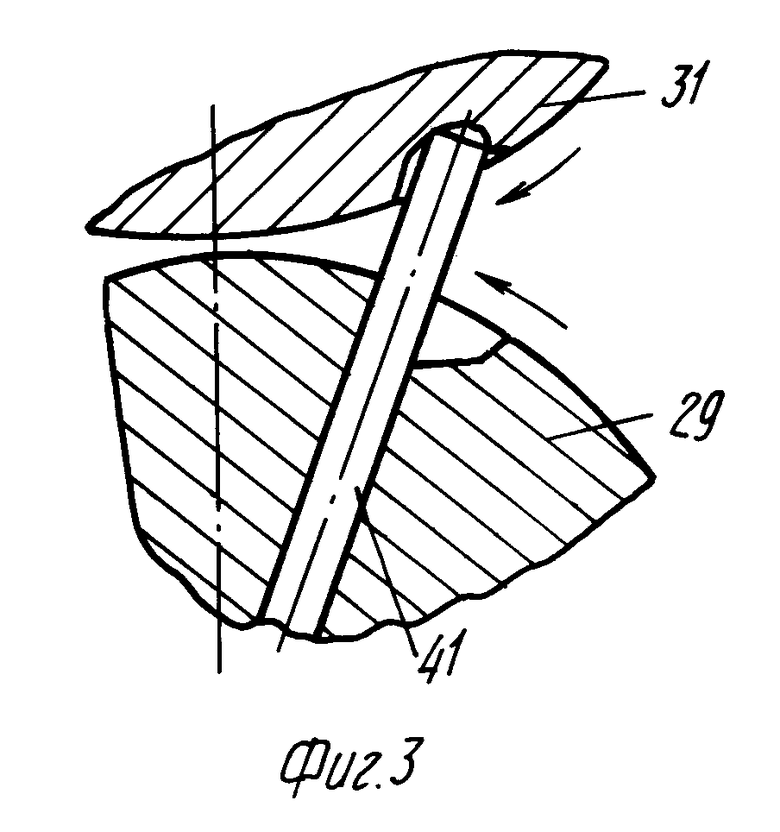
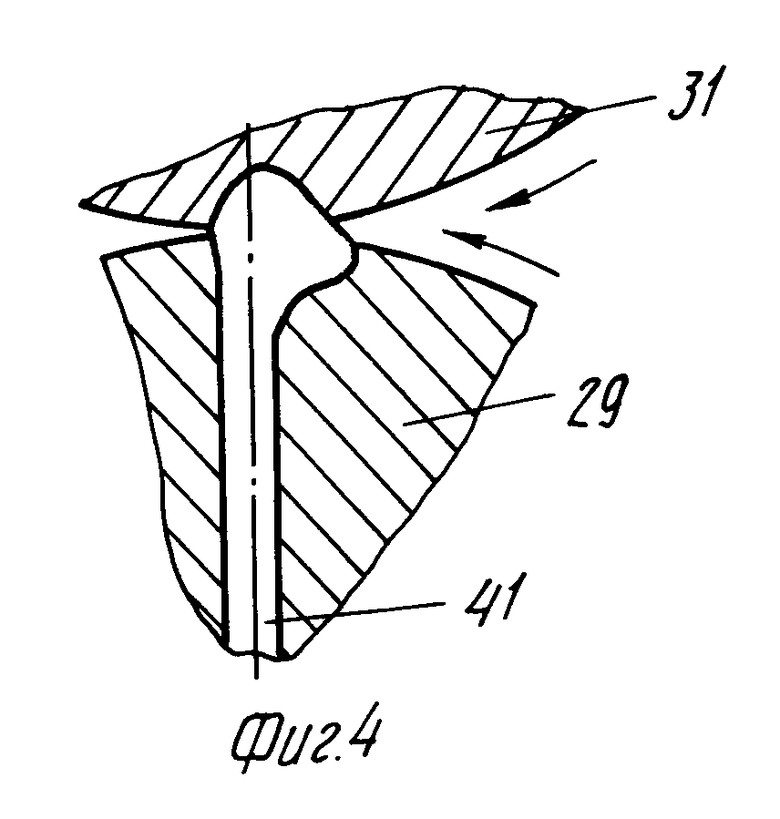
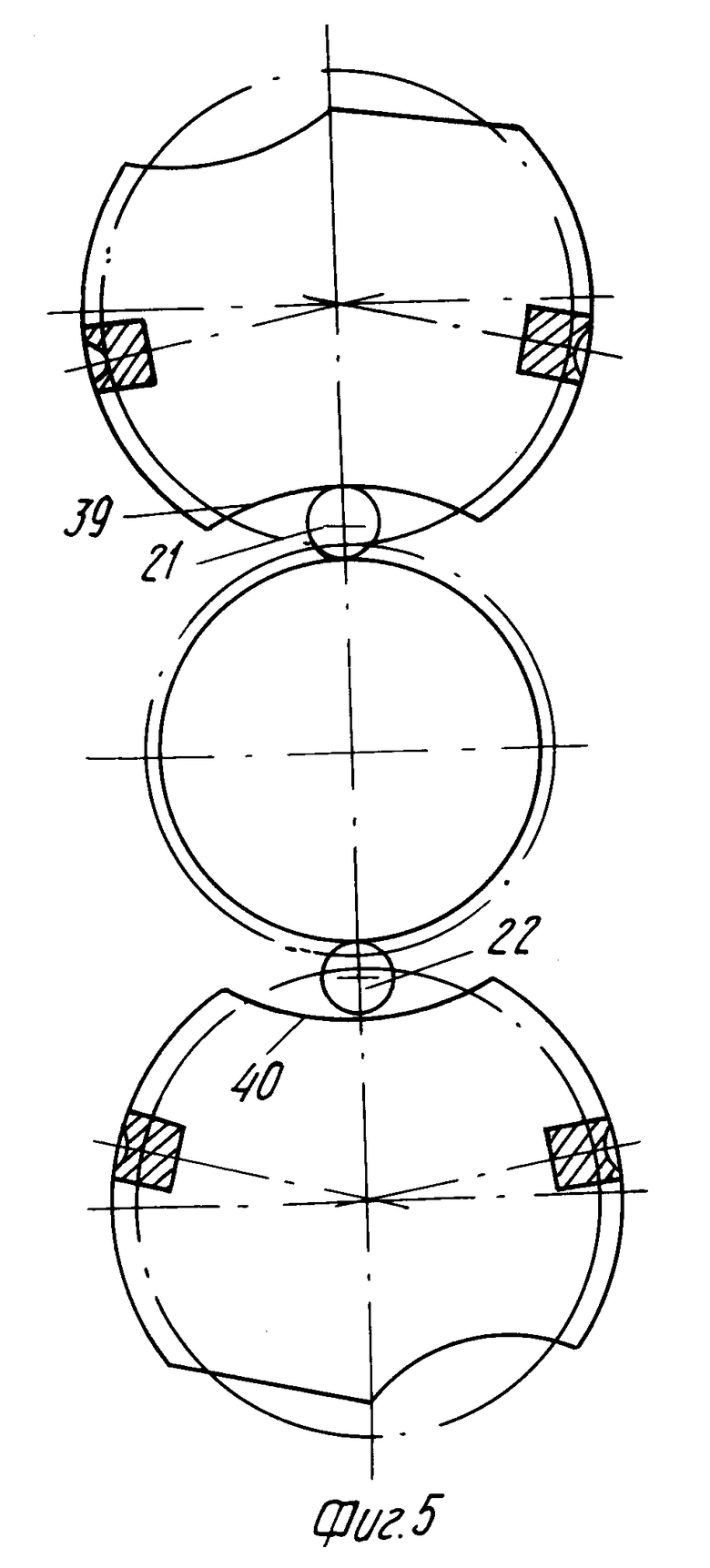
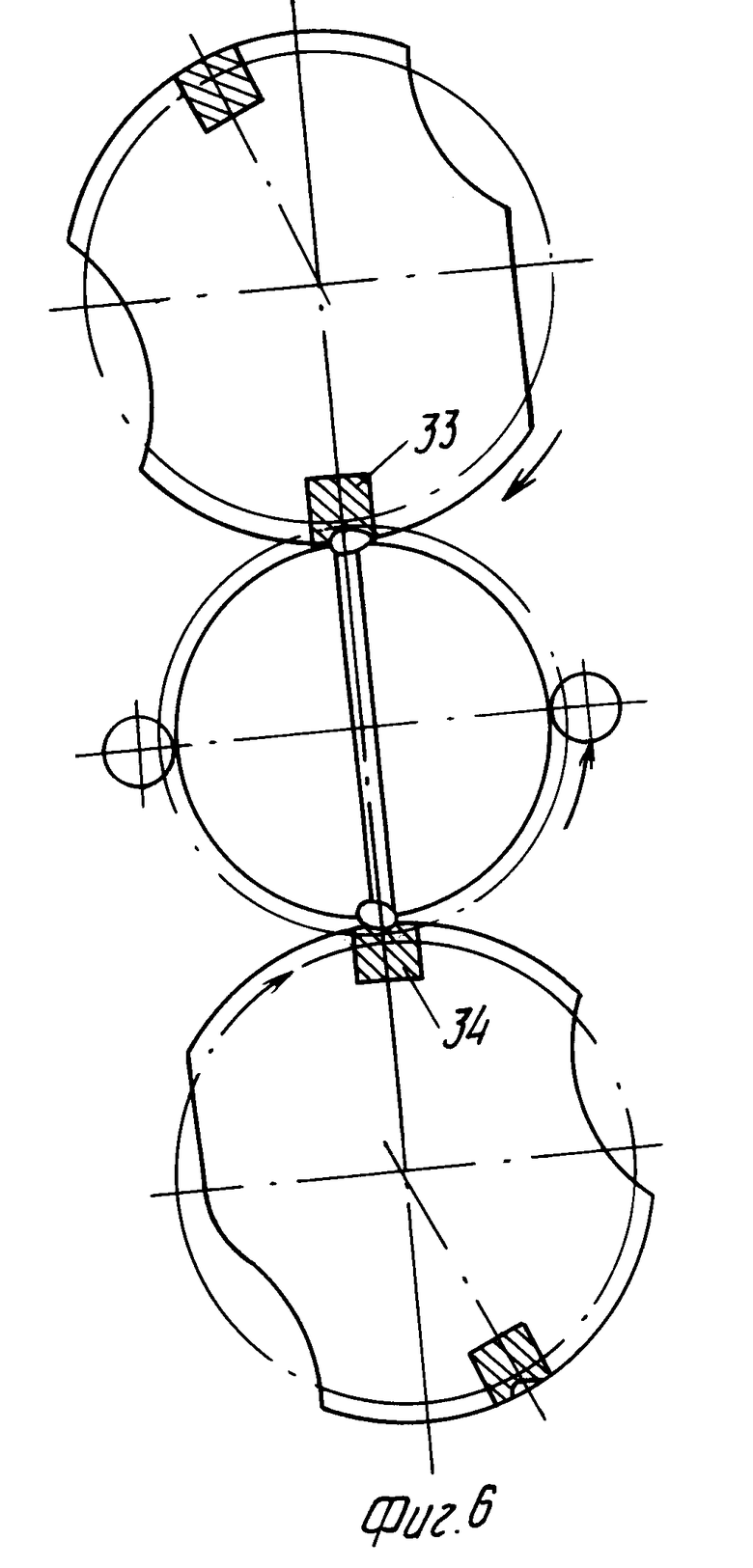
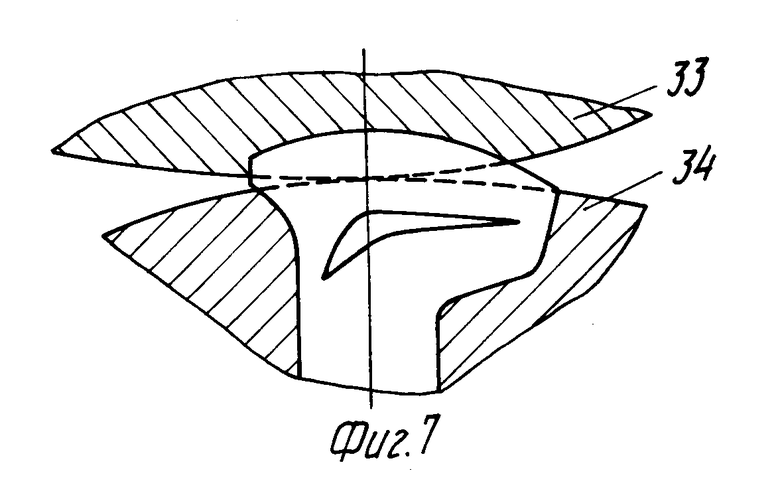
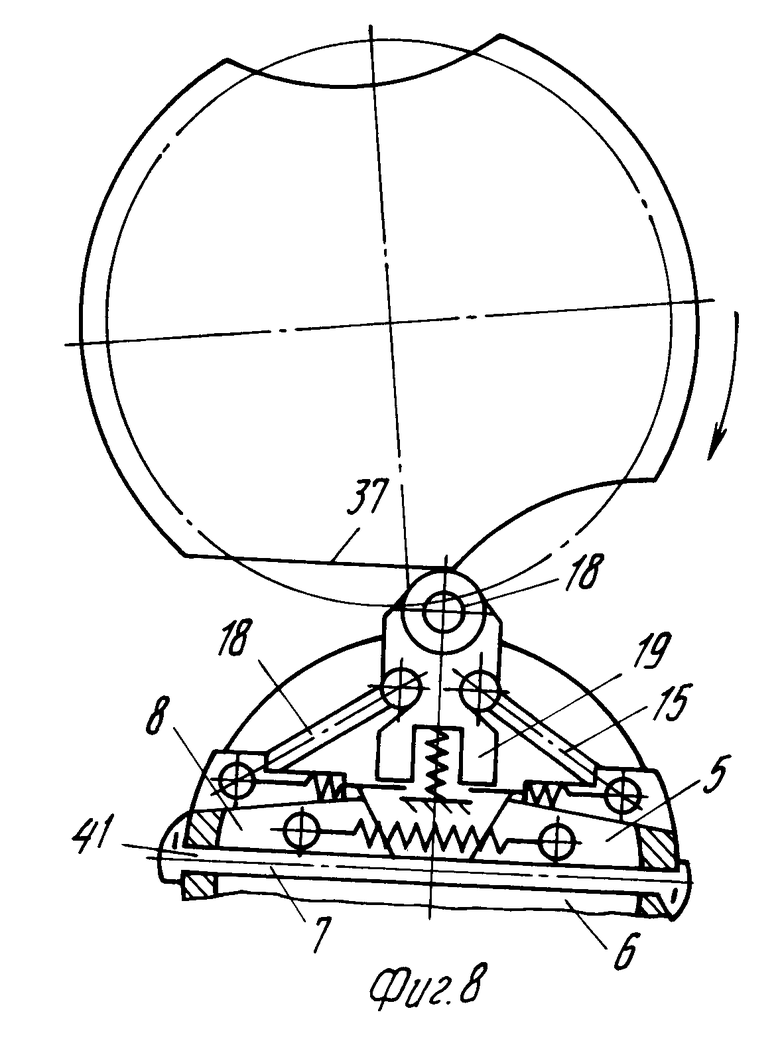
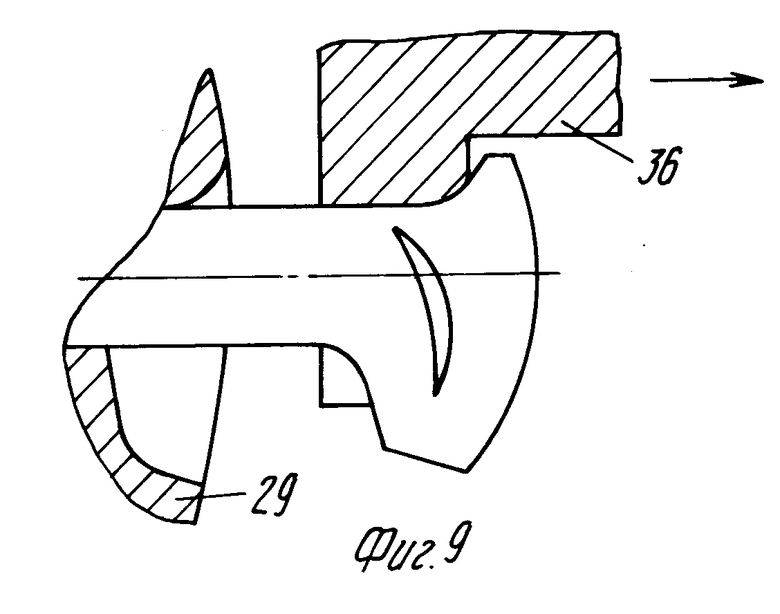
На фиг. 1 изображена схема расположения элементов устройства в момент задачи прутковой заготовки и отрезки мерной длины; на фиг. 2 положение элементов устройства при высадке черновой головки костыля в наборных штампах; на фиг. 3 и 4 эта же операция последовательно в момент захода свободного конца заготовки в гравюру контрштампа и формирование головки после заполнения гравюры штампа, увеличено; на фиг. 5 и 6 положение элементов валкового узла при прохождении роликов выемок на периферийных валках и в момент формирования окончательного профиля головки костыля в чистовых контрштампах; на фиг. 7 то же, увеличено; на фиг. 8 схема расположения элементов устройства при разрезке пары костылей и формирования острия с приложением натяжения прутковой заготовки; на фиг. 9 положение вилочного извлекателя в момент извлечения готового гвоздя из полости штампа.
Устройство (фиг. 1) содержит прокатную клеть со станиной 1 и валковым узлом из трех валков: центральным 2 и периферийными 3 и 4. Узел фиксации заготовки выполнен в виде диаметрального сквозного паза в центральном валке, в который помещены захваты 5 8, стянутые попарно в горизонтальном направлении пружинными 9 и 10 и опирающиеся наклонными поверхностями на ползуны 11 14, соединенные тягами 15 18 с отрезными бойками 19 и 20. Отрезные бойки 19 и 20 снабжены роликами 21 и 22 и удерживаются в радиальном направлении пружинами сжатия 23 и 24, имеющими опору на тело бочки валка (показано условно). Пружины 25 28 удерживают ползуны от радиального перемещения.
Узел высадки выполнен в виде штампов 29 и 30, расположенных в упомянутом пазу центрального валка и оппозитно расположенных контрштампов 31 34 в пазах периферийных валков 3 и 4.
Устройство снабжено также ножницами 35 и вилочным извлекателем 36, имеющими каждый свой привод.
Расположенные по длине окружности периферийных валков контрштампы 31 34 различаются попарно, соответственно на контрштампы 31 и 32 для наборного перехода, а контрштампы 33 и 34 для чистового перехода.
Закрепленные на отрезных бойках 19 и 20 ролики 21 и 22 имеют возможность качения по копирам 37 и 38, размещенным на периферийных валках. На бочках этих валков выполнены также выемки 39 и 40, служащие для пропуска роликов при их холостом ходе.
Заготовка 41 размещается в диаметральном пазу центрального валка. Центральный и периферийные валки имеют различную угловую и линейную скорости, но штампы и контрштампы смонтированы таким образом, что при высадке они становятся друг напротив друга.
Устройство работает следующим образом.
Отрезанная ножницами 35 (фиг. 1) мерная заготовка 41 располагается в диаметральном пазу центрального валка 2 таким образом, что ее концы выходят за пределы бочки валка. От привода валок 2 вращается против часовой стрелки, а периферийные валки 3 и 4 по часовой стрелке. После поворота центрального валка на угол 90o (фиг. 2) выступающие концы заготовки попадают в гравюры: контрштампов 31 и 32. На фиг. 3 и 4 показаны последовательно моменты прохождения одного из свободных концов заготовки 41, выступающего за пределы штампа 29 и попадающего в контрштамп 31 с формированием после прохождения деформации черновой головки гвоздя-костыля.
При повороте центрального валка на следующие 90o (фиг. 5) ролики 21 и 22 попадают в выемки 39 и 40, что обеспечивает их холостой проход.
После поворота центрального валка еще на 90o (фиг. 6) предварительно отформованные головки костыля попадают в контрштампы 33 и 34, где формируется чистовой профиль головки костыля, что отражено в увеличенном виде на фиг. 7.
При дальнейшем повороте валков (фиг. 8) ролик 18 наезжает на поверхность копира 37, что приводит к перемещению отрезного бойка 19 и перерезанию заготовки 41 с формированием острия двух гвоздей. При этом захваты 5, 6, 7, 8 создают натяжение прутка и не дают возможности реализоваться уширению в зоне деформации. За счет течения металла в вытяжку длина заготовки увеличивается и габариты костылей выходят за пределы габаритов валка. Тяги 15 и 18 позволяют сохранить параллельность движения захватов. Аналогичная ситуация возникает на нижнем валке. После прохождения роликами копиров пружины возвращают систему бойков, захватов, тяг и ползунов в исходное положение, но при этом под головкой костыля образуется свободное пространство (фиг. 9, увеличено). Вилочный извлекатель 36 от собственного привода выводится в рабочее положение и после доворота центрального валка головка гвоздя попадает в вилку извлекателя. Движением привода извлекателя по стрелке костыль выдергивается из гнезда штампа 29 и падает в приемную корзину.
Валковая система реверсируется, после поворота центрального валка на 180o в позицию извлекателя попадает второй костыль и извлекается подобным образом, после поворота еще на такой же угол валки занимают исходное положение и цикл работы установки повторяется.
Достигаемый технический результат при применении заявляемого устройства состоит в том, что по сравнению с прототипом возможно поручение гвоздей с несимметричной формой головки, т.е. расширяются технологические возможности. В сравнении с обычными кузнечными машинами приложение усилия деформации постепенным накатыванием штампа на заготовку вместо приложения нагрузки сразу по всей контактной площади заготовки дает выигрыш по требуемой мощности привода, так как работа деформации осуществляется за больший период времени. Наличие в очаге деформации свободных поверхностей при накатке обуславливает меньшие, чем при закрытой штамповке удельные давления и меньший износ инструмента. Это приводит также к возможности уменьшения габаритов установки и сокращения капитальных затрат.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ-КОСТЫЛЕЙ | 1998 |
|
RU2127166C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АТРАВМАТИЧЕСКИХ ИГЛ | 1996 |
|
RU2106817C1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ КРЕПЕЖНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2071862C1 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛОПРОДУКЦИИ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2133650C1 |
| Гвоздильный автомат | 1976 |
|
SU656715A1 |
| ВАЛКОВЫЙ БРИКЕТИРОВОЧНЫЙ ПРЕСС | 1996 |
|
RU2093364C1 |
| СПОСОБ ПРОИЗВОДСТВА ШАРОВ | 1999 |
|
RU2167020C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРЕССОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ | 1995 |
|
RU2100130C1 |
| СПОСОБ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ ТОНКОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111829C1 |
| КОМПЛЕКС ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛОПРОДУКЦИИ | 1996 |
|
RU2106930C1 |
Использование: изобретение относится к метизной промышленности и может быть применено для производства крепежных изделий, что позволит расширить его технологические возможности. Устройство содержит прокатную клеть со станиной и валковым узлом и размещенные в пазах валков узел фиксации заготовок, узел высадки, механизм заострения и отделения изделий. Валковый узел содержит три валка, имеющих возможность вращения соседних валков в разные стороны друг относительно друга. Узел фиксации заготовки выполнен в виде диаметрального сквозного паза в центральном валке, узел высадки выполнен в виде штампов, расположенных в упомянутом пазу центрального валка и оппозитно расположенных контрштампов в пазах периферийных валков. Механизм заострения и отделения изделий выполнен в виде отрезных бойков, расположенных в диаметральном пазу центрального валка перпендикулярно пазу узла фиксации заготовки и имеющими привод перемещения. Механизм удаления изделий выполнен в виде расположенного на станине вилочного извлекателя, снабженного приводом. Узел высадки содержит штампы и контрштампы наборных и чистовых переходов. Привод перемещения отрезных бойков выполнен из роликов, закрепленных на бойках и имеющими возможность качения по кирпичам, размещенным на периферийных валках. Механизм заострения и отделения изделий снабжен узлом натяжения заготовок. Узел натяжения заготовок выполнен в виде захватов, опирающихся по наклонным поверхностям на бойки, а также на ползуны, соединенные с бойками тягами. 5 з.п. ф-лы, 9 ил.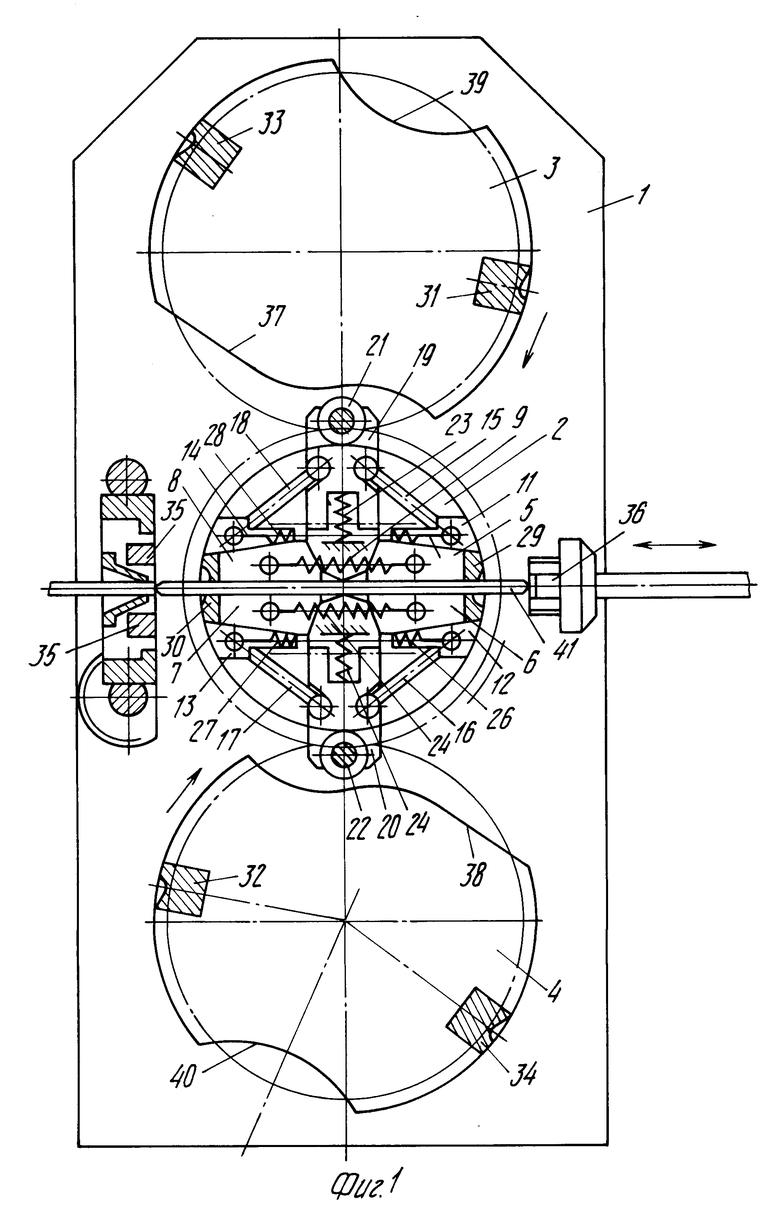
| Устройство для импульсно-фазового управления вентильным преобразователем | 1975 |
|
SU653715A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
