Изобретение относится к созданию абразивных кругов, в частности абразивных кругов, которые содержат абразивный порошок (мелкие твердые абразивные частицы) из оксида алюминия, имеющих улучшенные свойства удержания (сохранения) угла. Кроме того, изобретение имеет также отношение к составу связки (связующего вещества), которая позволяет обеспечить повышенную механическую стойкость и улучшенные свойства удержания угла.
Подвижные узлы точной механики предназначены для работы в течение длительного cрока службы при высокой производительности и высокой эффективности. В качестве примера таких узлов можно указать на узлы двигателей (внутреннего сгорания, реактивных двигателей и электродвигателей), приводы (трансмиссии и дифференциалы) и опорные поверхности (поверхности подшипников). Для удовлетворения таким требованиям указанные узлы должны быть изготовлены с улучшенным качеством, в том числе должны иметь лучшую и более прочную конструкцию с более узкими размерными допусками. Для обеспечения таких допусков указанные узлы должны быть изготовлены из материалов лучшего качества, причем размер заготовки должен быть близок к окончательному размеру и форме узла.
Шлифовальные круги часто используют для изготовления узла целиком или для придания ему окончательных размеров. Для обработки металлических узлов чаще всего используют шлифовальные круги со стекловидной связкой.
Для изготовления деталей указанных прецизионных узлов при помощи шлифовального круга, на его поверхность наносят при помощи алмазного инструмента обратное изображение такой детали ("профилируют" поверхность круга). Так как изготавливаемая деталь имеет профиль шлифовального круга, то важно, чтобы шлифовальный круг сохранял свою форму возможно дольше. Идеальной ситуацией можно считать такую, при которой удается изготовить прецизионные детали с точными размерными допусками и без повреждения материала.
Обычно шлифовальные круги в результате износа теряют свою форму на углах или по образующей круга. Стандартные шлифовальные круги из плавленого оксида алюминия (плавленого глинозема) могут быть использованы при шлифовании двух или трех деталей, после чего происходят существенные изменения на углах круга. Поэтому операторы шлифовальных станков должны производить правку шлифовального круга после изготовления каждой детали, чтобы избежать появления брака. При использовании шлифовальных кругов, изготовленных с использованием более высококачественного абразивного порошка золь-гель оксида алюминия, изменения формы по углам шлифовального круга появляются только после изготовления четырех или пяти деталей, поэтому операторы шлифовальных станков должны производить правку шлифовального круга после изготовления трех деталей. Несмотря на то, что шлифовальные круги с использованием золь-гель оксида алюминия позволяют снизить периодичность правки по сравнению со стандартными шлифовальными кругами, все еще стоит задача дополнительного снижения частоты правки и уменьшения потери оксида алюминия при правке.
Необходимо иметь лучшее удержание угла или формы шлифовального круга из оксида алюминия, чтобы можно было увеличить интервал между правками. Поэтому задачей настоящего изобретения является создание шлифовального круга с использованием абразивного порошка из оксида алюминия, имеющего улучшенное удержание угла или формы. Дополнительной задачей настоящего изобретения является создание связки, которая может быть использована с абразивным порошком из оксида алюминия для шлифовального круга, имеющего улучшенное удержание угла или формы.
Шлифовальные круги со стекловидной связкой известны, в частности, из патентов США N 5203886 и 5401284. Известные стекловидные связки описаны, например, в документах SU-A-116839 и в SU-A-458427.
В соответствии с изобретением предлагается шлифовальный круг со стекловидной связкой, причем абразивный порошок представляет собой абразивный материал из плавленого оксида алюминия, при этом шлифовальный круг имеет улучшенные характеристики удержания угла или формы и улучшенные механические свойства. Улучшенные характеристики достигаются благодаря составу связки, которая позволяет получить улучшенные характеристики удержания угла или формы шлифовальных кругов со стекловидной связкой и абразивным материалом из оксида алюминия.
На фиг. 1 схематично показано шлифование угла обрабатываемой детали при помощи шлифовального круга при проведении испытания на удержание угла.
На фиг. 2 схематично показан тот участок углового радиуса шлифовального круга, который находится в контакте с поверхностью обрабатываемой детали при проведении испытания на удержание угла.
Абразивы со стекловидной связкой в соответствии с изобретением содержат мелкие твердые частицы из оксида алюминия, которые хорошо известны сами по себе.
Абразивные круги в соответствии с изобретением содержат абразивные мелкие твердые частицы (абразивный порошок) из оксида алюминия, а также, возможно, один или несколько вторичных абразивных материалов (абразивов). Абразивные круги имеют абразив, связку, и, возможно, другие наполнители и добавки. Количества абразива, использованного в абразивном круге, который может содержать и вторичный абразив, варьирует в широких пределах. В соответствии с изобретением в состав абразивного круга входит 34 - 56 об.% абразива, преимущественно 40 - 54 об.% абразива, а еще лучше 44 - 52 об.% абразива.
Абразив из оксида алюминия преимущественно составляет 5 - 100 об.% абразива, а еще лучше 30 - 70 об.% всего абразива в круге.
Вторичный абразив (абразивы) преимущественно составляет до 95 об.% всего абразива в круге, а еще лучше 30 - 70 об.% всего абразива в круге. Могут быть использованы вторичные абразивы, которые содержат, например, карбид кремния, кубический нитрид бора, алмаз, флинт, гранат и пузырчатый оксид алюминия. Указанные примеры вторичных абразивов даны только для иллюстрации и не имеют ограничительного характера.
Абразивный круг обычно имеет пористость. Абразивный круг в соответствии с изобретением имеет пористость до 68 об.%, преимущественно 28 - 56 об.%, а еще лучше 30 - 53 об.%. Пористость образована как промежутками естественного происхождения в результате естественной плотности упаковки материалов, так и условными порами, которые включают в себя такую среду, как, например, полую стеклянную дробь, измельченную ореховую скорлупу, шарики из пластмассы или из органических соединений, частицы пеностекла и пузырчатый оксид алюминия. Указанные примеры сред создания пор даны только для иллюстрации и не имеют ограничительного характера.
В абразивных кругах в соответствии с изобретением использована стекловидная связка. Использование стекловидной связки в значительной степени способствует получению улучшенных характеристик удержания угла или формы абразивных кругов в соответствии с настоящим изобретением. Исходные материалы для связки преимущественно включают в себя Кентукскую пластинчатую глину N 6, нефелин, порошок силиката натрия, карбонат лития, флинт, волластонит и кобальтовую шпинель. Эти материалы в сочетании содержат следующие оксиды: SiO2, Al2O3, Fe2O3, TiO2, CaO, MgO, Na2O, K2O, Li2O, B2O3 и CoO. В состав абразивного круга входит 3 - 25 об.% связки, преимущественно 4 - 20 об.% связки, а еще лучше 5 - 18,5 об.% связки.
Связка после обжига содержит 12 - 16 вес.% Al2О3, предпочтительно 13 - 15 вес. % Al2O3, а еще лучше, ориентировочно 14,4 вес.% Al2O3; 7 - 11 вес.% Na2O, преимущественно 8 - 10 вес.% Na2O, а еще лучше ориентировочно 8,9 вес. % Na2O; менее 2,5 вес.% K2O, преимущественно 0,05 - 2,5 вес.% K2O, предпочтительно 1 - 2 вес.% K2O, а еще лучше, ориентировочно 1,6 вес.% K2O; более 2,0 вес.% Li2O, преимущественно 2,0 - 10,0 вес.% Li2O, предпочтительно 2,0 - 3,4 вес.% Li2O, еще лучше 2,0 - 2,7 вес.% Li2O, а еще лучше, ориентировочно 2,2 вес. % Li2O; менее 18 вес.% B2O3, преимущественно 9 - 16 вес.% B2O3, предпочтительно 11 - 14 вес.% B2O3, а еще лучше, ориентировочно 12,6 вес.% B2O3; SiO2 - остальное до 100%, более 47 вес.% SiO2, преимущественно 52 - 62 вес. % SiO2, предпочтительно 54 - 60 вес.% SiO2, а еще лучше, ориентировочно 57 вес.% SiO2. В связку может быть добавлено до 2% оксида кобальта CoO в качестве красителя. Другие оксиды, которые содержатся в стекловидной связке, такие как Fe2O3, TiO2, CaO и MgO, представляют собой примеси в исходных материалах и не являются существенными при изготовлении связки. Указанная связка также обеспечивает повышенную механическую прочность абразивных кругов, изготовленных с использованием абразивов из золь-гель алюминия или плавленого оксида алюминия.
Обжиг абразивных кругов производится в соответствии с известными специалистами способами. Условия проведения обжига в первую очередь определяются используемыми связками и абразивами. Объем стекловидной связки может быть пропитан известным образом интенсификатором шлифовки, таким как сера, или носителем (средством транспортирования), таким как эпоксидная смола, для переноса интенсификатора шлифовки в поры круга.
Полученные абразивные круги совершенно неожиданно имеют улучшенные свойства удержания или формы, которые могут быть измерены как количественно, так и качественно. Хотя изменение формы угла абразивного круга и является критерием отказа (разрушения) абразивного круга, этот параметр не может быть оценен количественно, так как изменение формы можно наблюдать только под микроскопом или качественно при образовании царапины на ногте или на кончике карандаша. Поэтому нужно разработать методику испытания для количественной оценки видов износа угла абразивного круга.
При проведении такого испытания измеряют как "радиальный износ", так и "зону износа", при установке набора скоростей врезной подачи. Далее описаны условия проведения испытания шлифовальных кругов, а также критерии выработки стандарта сравнения аналогичных шлифовальных кругов.
Шлифовальный станок: Bryant LeсtralineO LL3 I. D/ O. D, мощность 10 л.с.
Влажная шлифовка: 5 - 7% Trim Master ChemicalO VHP E200 с водой.
Материал заготовки для шлифования: сталь 4330V для коленвалов, Rc от 28 до 32.
Размер детали заготовки: внешний диаметр 10,2 см.
Ширина сошлифовки от угла заготовки: 0,0229 см.
Радиус угла шлифовального круга: 0,279 см.
Скорость детали: 14,06 см/мин.
Скорость врезной подачи в деталь: 0,0338 см/с.
Профилирование лицевой стороны круга: алмазный ролик (RPC 2993), вращающийся со скоростью 4600 об/мин, при скорости профилирования 0,005 см/с до достижения радиуса 0,110.
Скорость круга: 3660 см/мин.
Число проходов шлифования при проведении испытания: до 12.
Врезная подача на один проход шлифования: 0,102 см.
Испытание на удержание угла предназначено для измерения степени удержания своей формы углом шлифовального круга в ходе проведения операции шлифования. Удержание формы измеряют при помощи двух количественных характеристик - "радиального износа" и "зоны износа". На фиг. 1 схематично показано угловое шлифование при помощи шлифовального круга 10 заготовки 12, например, коленвала. Позициями 21 - 26 показаны последовательные положения шлифовального круга при его врезании в заготовку, причем расстояние 21 - 22 соответствует 1 проходу шлифования. Ширина сошлифовки 14 при одном проходе шлифования от угла заготовки составляет 0,0229 см. Врезная подача 16 на один проход шлифования составляет 0,102 см. Радиус 18 шлифовального круга 10 равен 0,279 см. На фиг. 2 показан тот участок углового радиуса 30 шлифовального круга 10, который находится в контакте с заготовкой 12 при проведении испытания на удержание угла. Ширина сошлифовки 14, которая на фиг. 2 представляет собой горизонтальное расстояние между линиями A и C, является толщиной металла, который должен быть сошлифован с заготовками при испытании. Высота контакта 32, которая представляет собой вертикальное расстояние между линиями A и B на фиг. 2, является высотой того участка шлифовального круга, который находится в контакте с материалом заготовки в конце прохода шлифования. Два количественных измерения удержания угла производят при указанных выше условиях шлифования. Указанными двумя измерениями являются "зона износа" и "радиальный износ".
Измерение зоны износа характеризует изменение зоны профиля угла шлифовального круга после шлифования заготовки. На фиг. 2 зона износа ограничена AEBDA для заданной высоты контакта 32, углового радиуса 18 и ширины среза (сошлифовки) 14. Измерение радиального износа характеризует максимальное изменение углового радиуса 18 между точками A и B. На фиг. 2 радиальный износ равен DE, причем точка E отображает максимальное изменение углового радиуса между точками A и B для высоты контакта 32. Зону износа и радиальный износ измеряют при помощи шлифования образца для испытания из черепицы после каждого прохода шлифования для получения профиля круга. Затем образцы для испытаний копируют при помощи оптического устройства сравнения с увеличением 50 X. Зону износа на копии измеряют при помощи планиметра, а радиальный износ измеряют как максимальный радиальный износ при помощи калибра.
В приведенных далее примерах содержатся данные, которые количественно отображают улучшенное удержание угла абразивных кругов из оксида алюминия и золь-гель оксида алюминия, при помощи демонстрации (показа) неожиданно увеличенного числа проходов шлифования, которые могут выдержать новые круги перед достижением величин радиального износа и зоны износа, сравнимых с величинами для стандартных абразивных кругов из оксида алюминия и золь-гель оксида алюминия.
Указанные примеры приведены только для того, чтобы специалисты лучше поняли варианты осуществления изобретения; эти параметры не имеют ограничительного характера. Дополнительная информация, известная сама по себе, которая может быть найдена в указанных ссылках и патентах, включена для сведения.
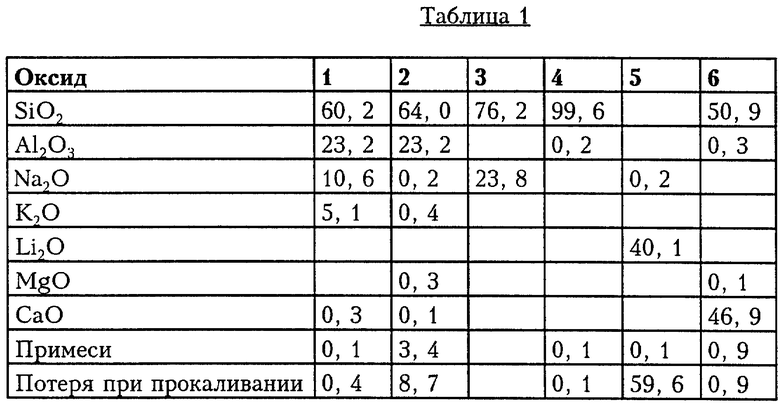
Пример 1. Были изготовлены образцы для проведения испытаний и сравнения пределов прочности на разрыв новой связки со стандартной имеющейся в продаже связкой Нортон; эти связки используются для посеянных золь-гель абразивов. Новая связка преимущественно имеет состав с 30,3 вес.% порошковой стеклообразной фритты (в состав фритты входят 41,2 вес.% SiO2, 39,9 вес.% B2O3, 5,1 вес. % Al2O3 , 10,3 вес.% Na2O, 1,3 вес.% Li2O, 2,1 вес.% MgO (CaO и следы K2O), 27,7 вес.% нефелинового сиенита, 20 вес.% Кентукской пластичной глины N 6, 10 вес.% порошка силиката натрия, 4,7 вес.% флинта (кварца), 4,3 вес. % карбоната лития, 1 вес.% волластонита и 2 вес.% чистой шпинели алюминия кобальта. Химический состав (в вес.%) нефелинового сиенита (1), Кентукской пластичной глины N 6 (2), силиката натрия (3), флинта (4), карбоната лития (5) и волластонита (6) приведен в табл. 1.
Связку получают сухим перемешиванием исходных материалов в вибромельнице Sweco в течение 3 ч. Затем связку смешивают с 60% абразивного порошка, образованного смесью 1: 1 посеянного золь-гель оксида алюминия с абразивом высокой чистоты из белого плавленого оксида алюминия. Полученную смесь дополнительно перемешивают с порошковой декстриновой связкой, жидким животным клеем и 0,1% этилен гликолем в качестве гигроскопического вещества, причем перемешивание производят в смесителе Хобарта N-50 (емкостью 2 кг смеси) при малой скорости. Затем смесь просеивают через сито ячейками 14 меш для разрыхления комков. После этого из смеси прессуют полоски с размерами 10,16 х 2,54 х 1,27 см в форме с тремя полостями. Затем полоски обжигают в печи периодического действия при следующих условиях: повышение температуры 40oC/ч от комнатной температуры до 1000oC; выдерживание при этой температуре в течение 8 ч, а затем охлаждение до комнатной температуры. Испытательные полоски также изготавливают из стандартной имеющейся в продаже связки Нортон с использованием указанной методики.
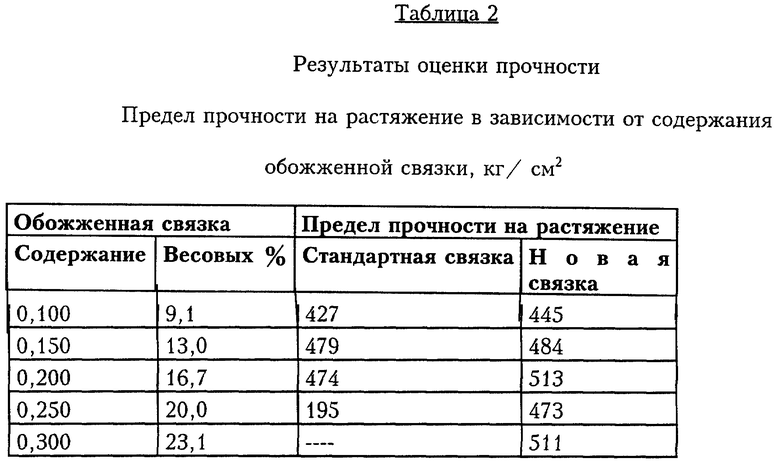
Испытание полосок производилось без надреза на механическом испытательном стенде Инстрон Модель 4204 с приспособлением для изгиба в 4-х точках, с опорным промежутком 7,62 см и промежутком нагружения 2,54 см, при скорости нагружения 0,127 см/мин поперечной головки. Были проведены испытания образцов, которые имели содержание обожженной связки в диапазоне от 10 до 30 вес.% от веса абразивной полоски. Результаты приведены в табл. 2.
Пример 2. Для проверки в коммерческих (производственных) условиях работы были изготовлены абразивные круги из плавленого оксида алюминия, предназначенные для сравнения новой связки со стандартной связкой Нортона в областях применения, где требуется удержание формы. Состав новой связки соответствует пример 1, за тем исключением, что она содержит керамического красителя из шпинеля алюмината кобальта (т.е. связка представляет собой прозрачное стекло). Связка была изготовлена путем сухого перемешивания исходных материалов в производственной установке Нортон с использованием стандартного процесса производства. Абразивная смесь содержит 85,8 вес.% абразивного порошка (мелких твердых абразивных частиц) марки 100 (который состоит из 50% имеющегося в продаже коричневого плавленого оксида алюминия и 50% белого плавленого оксида алюминия), [в данном месте в английском тексте пропуск - Прим. переводчика] животного клея, а также содержит 0,47 вес.% воды и 0,13 вес. % этиленгликоля. Из смеси были отформованы 20 абразивных кругов с размерами 0,635 х 2,54 х 29,84 см, имеющих плотность во влажном (сыром) состоянии 2,182 г/см2. Обжиг кругов производился в печи периодического действия от комнатной температуры с нарастанием 20oC/ч до 1000oC, с выдержкой 8 ч и с последующим охлаждением до комнатной температуры.
Были также изготовлены абразивные круги с использованием стандартной коммерческой связки Нортон, которую получали путем сухого перемешивания исходных материалов в производственной установке Нортон с использованием стандартного процесса производства. Затем связку перемешивали с абразивной смесью. Абразивная смесь содержала 85,5 вес.% такого же абразивного материала марки 100, который был использован для изготовления круга с новой связкой, 10,83 вес. % связки, 1,84 вес. % декстрина, 1,73 вес.% воды и 0,09 вес.% этилен гликоля. Стандартный круг содержит несколько больше обожженной связки (11,15 вес.%), чем экспериментальный круг (10,46 вес.%).
Обжиг кругов производился с использованием производственного цикла с выдержкой при температуре обжига 1225oC.
Абразивные круги были испытаны при влажном цилиндрическом шлифовании O. D. (внешнего диаметра) внутренних беговых дорожек шарикоподшипника на коммерческом (серийном) шлифовальном станке, предназначенном для обработки таких дорожек. Дорожки подшипников изготовлены из подшипниковой стали 52100, упрочненной до Rc 58 - 100.
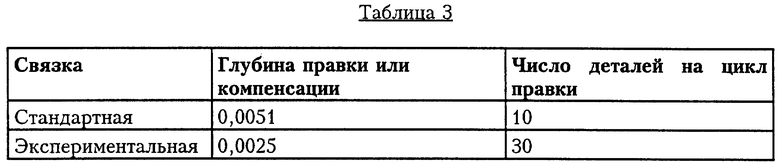
Глубина сошлифовки (среза) при предварительной обработке составляла 0,127 см и 0,0051 см при окончательной обработке для каждой дорожки. Шлифование производилось при скорости круга 3660 см/мин с использованием охладителя с 5% концентрацией коммерческого синтетического масла в воде, а также коммерческого инверсного профилирующего ролика, имеющего алмазное покрытие 60/80 меш. Результаты при обработке деталей с заданными размерными допусками и заданной чистотой поверхности (с погрешностью от 4 до 6 RMS (среднего квадратического отклонения)) приведены в табл. 3.
Таким образом, уменьшение в два раза глубины правки или компенсации и увеличение в три раза числа деталей на цикл правки дает шестикратное улучшение показателей (а именно, увеличение в 2 раза срока службы круга и увеличение в 3 раза числа деталей на цикл правки) для экспериментальной связки, использованной с абразивом из оксида алюминия.
Пример 3. Были изготовлены абразивные круги для испытания и сравнения зоны износа и радиального износа новой связки и стандартных связок Нортона для посеянных золь-гель абразивов. Новая связка имеет такой же состав, что и новая связка, использованная в примере 1. Связку получали путем сухого перемешивания исходных материалов в производственной установке Нортон с использованием стандартного процесса производства. Затем связку перемешивали с абразивной смесью. Абразивная смесь содержала 83,53 вес.% абразива (содержащего смесь 75 вес.% абразивного порошка (мелких твердых частиц) марки 70 и 25 вес.% абразивного порошка (мелких твердых частиц) марки 80 из однокристаллического высокой чистоты плавленого оксида алюминия), 12,61 вес. % связки, 0,84 вес.% декстрина, 2,25 вес.% жидкого животного клея, 0,65 вес. % воды и 0,13 вес.% этиленгликоля. Из смеси были отформованы 10 абразивных кругов с размерами 0,159 х 1,47 х 12,76 см, имеющих плотность во влажном состоянии 2,333 г/см2. Обжиг кругов производился в печи периодического действия от комнатной температуры с нарастанием 40oC/ч до 1000oC, с выдержкой 8 ч и с последующим охлаждением до комнатной температуры.
Были также изготовлены абразивные круги с использованием стандартной коммерческой связки Нортон, которую получали путем сухого перемешивания исходных материалов в производственной установке Нортон с использованием стандартного процесса. Затем связку перемешивали с абразивной смесью. Абразивная смесь содержала 87,05 вес.% абразивного материала (который содержал смесь 50 вес. % абразивного порошка (мелких твердых частиц) марки 70 и 50 вес. % абразивного порошка (мелких твердых частиц) марки 80 из однокристаллического высокой чистоты плавленого оксида алюминия, 14,28 вес.% связки, 0,52 вес.% декстрина, 1,71 вес.% смеси (смесь содержит 40 вес.% жидкого животного клея, 30 вес.% порошковой яблочной кислоты и 30 вес.% воды). Из абразивной смеси были отформованы 10 абразивных кругов с размерами 0,159 х 1,47 х 12,76 см, имеющих плотность во влажном состоянии 2,323 г/см2. Стандартные круги были использованы для дублирования экспериментальных кругов, имеющих состав 87,5 вес.% абразива и 12,5 вес.% стекла (стекловидной связки). Обжиг кругов производился с использованием производственного цикла с выдержкой при температуре обжига 900oC. Абразивные круги были испытаны при влажном цилиндрическом врезном шлифовании на шлифовальном станке Bryant Lectraline LL3 I. D/ O.D, мощностью 10 л.с., при условиях, указанных в его технических характеристиках. Получены результаты, сведенные в табл. 4 и 5, которые показывают улучшенное удержание угла.
Несмотря на то, что был описан предпочтительный вариант осуществления изобретения, совершенно ясно, что в него специалистами в данной области могут быть внесены изменения и дополнения, которые не выходят однако за рамки приведенной далее формулы изобретения. Таким образом, следует понимать, что объем патентных притязаний ограничен не приведенным выше описанием, а включает в себя все обладающие новизной патентоспособные характеристики, содержащиеся в изобретении, в том числе любые характеристики, которые специалистами, которых касается изобретение, могут считаться эквивалентами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ КРУГ И СТЕКЛООБРАЗНОЕ СВЯЗУЮЩЕЕ ДЛЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 1994 |
|
RU2139181C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ С ВЫСОКОЙ ПРОНИЦАЕМОСТЬЮ | 1997 |
|
RU2151045C1 |
| ШЛИФОВАЛЬНЫЕ КРУГИ С ВЫСОКОЙ ПРОНИЦАЕМОСТЬЮ | 1997 |
|
RU2153411C1 |
| СПОСОБ ГЛУБОКОЙ ПЕЧАТИ ДЛЯ ПОЛУЧЕНИЯ АБРАЗИВНЫХ ПОВЕРХНОСТЕЙ С НАНЕСЕННЫМ РЕЛЬЕФОМ | 1997 |
|
RU2173631C2 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2078678C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГО ИЗДЕЛИЯ И ШЛИФОВАЛЬНОЕ ИЗДЕЛИЕ С ПОКРЫТИЕМ | 1997 |
|
RU2169068C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ ДЛЯ ОПЕРАЦИЙ НИЗКОСКОРОСТНОГО ШЛИФОВАНИЯ | 2013 |
|
RU2603515C2 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ И ИСПОЛЬЗУЕМЫЙ В НЕМ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2351453C2 |
| СТРУКТУРИРОВАННЫЕ АБРАЗИВЫ СО СЦЕПЛЕННЫМИ ФУНКЦИОНАЛЬНЫМИ ПОРОШКАМИ | 1998 |
|
RU2173251C1 |
| КОМПОЗИТНЫЕ АБРАЗИВНЫЕ ИЗДЕЛИЯ | 1995 |
|
RU2121427C1 |


Изобретение относится к изготовлению металлорежущего инструмента, используемого для шлифования узлов точной механики. Абразивный шлифовальный круг выполнен на основе стекловидной связки с абразивным порошком из плавленного оксида алюминия. Стекловидная связка на основе окиси кремния после обжига содержит окись алюминия, окись калия, окись лития, окись бора, окись натрия. Абразивный порошок представляет собой смесь коричневого плавленного оксида алюминия и белого плавленного оксида алюминия. Выбранные ингредиенты и их количественное соотношение позволяет реализовать технический результат, который выражается в обеспечении стойкости шлифовального круга, сохранении его формы и увеличении промежутков между очередными правками. 2 с. и 4 з.п. ф-лы, 2 ил., 5 табл.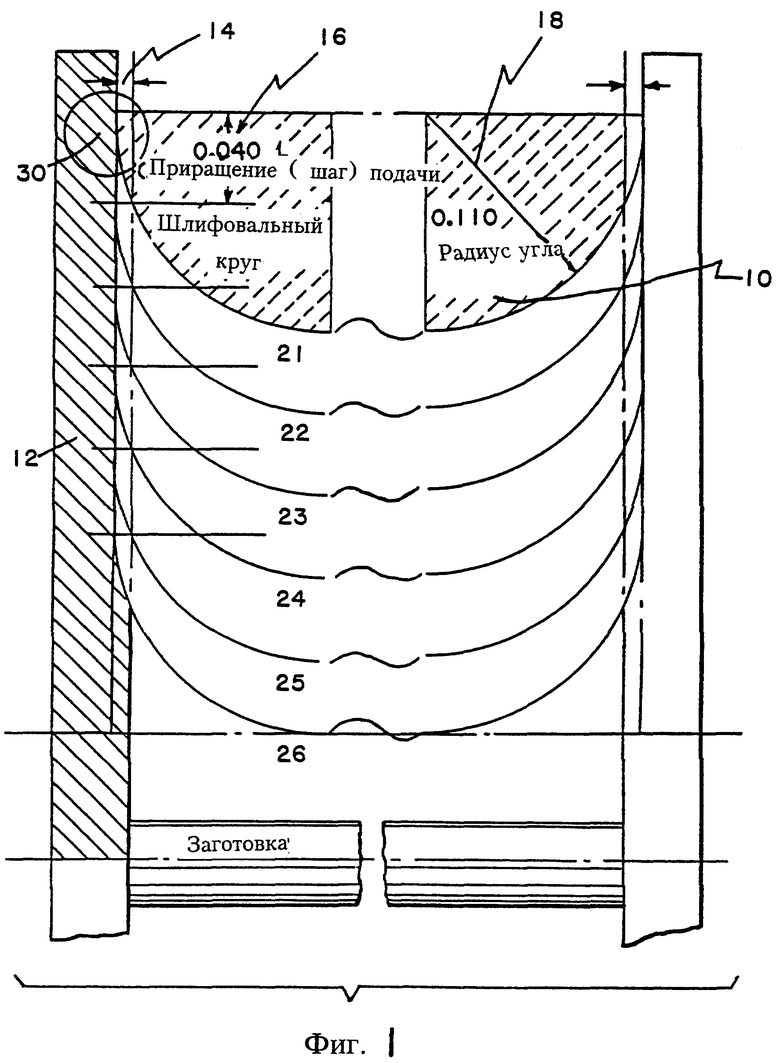
| SU, 458427, 25.01.75 SU, 604668, 26.04.78 SU, 481417, 24.12.75. |
