Настоящее изобретение относится к шлифовальным кругам, в частности, к шлифовальным кругам, содержащим в качестве абразивного порошка золь-гель окиси алюминия, с улучшенными характеристиками сохранности вершины. Кроме того, изобретение включает связующие композиции, которые позволяют увеличить механическую прочность и улучшить характеристики сохранности вершины.
Обзор технологии. Точные движущиеся части предназначены для работы с более высокой производительностью, более высокой эффективностью и большим сроком службы. Эти части являются, например, двигателями (внутреннего сгорания, реактивными и электрическими), ходовыми механизмами (передающими и дифференциальными) и несущими поверхностями. Для того, чтобы соответствовать этим требованиям, должны быть получены части повышенного качества, включающие конструкции лучшего качества (более прочные с более точным соблюдением допусков размеров). Для соблюдения этих допусков указанные части производят с использованием материалов лучшего качества до близкой или окончательной формы и размера.
Для производства такой части или для доведения окончательных ее размеров часто используют шлифовальные круги. Для металлических частей главным образом применяют шлифовальные круги со стеклообразным или стеклянным связующим. Для получения частей такого типа или точных частей с использованием шлифовального круга обратное изображение такой части шлифуют шлифовальным кругом с алмазным инструментом, "насаживая" его на поверхность круга. Так как получаемая часть принимает профиль шлифовального круга, важно, чтобы шлифовальный круг сохранял такую форму как можно дольше. Идеальной является ситуация, когда получают точные части со строгим соблюдением размеров и без разрушения материала.
Обычно шлифовальные круги теряют форму или изменяют вершину или кривизну круга. Стандартные абразивные продукты на основе плавленой окиси алюминия могут сохраняться при шлифовании двух или трех образцов до того, как произойдет существенное изменение вершины круга. Следовательно, для избежания дефектов операторы шлифовальных станков могут восстанавливать покрытие шлифовального круга после каждой детали.
Наиболее близким техническим решением по совокупности существенных признаков и достигаемому эффекту является абразивный шлифовальный круг, известный из патента США 5203886, B 24 D 3/02, 1993.
Известный шлифовальный круг содержит стеклообразное связующее и в качестве абразивного материала золь-гель окись алюминия.
Наиболее близким техническим решением по совокупности существенных признаков и достигаемому эффекту является стеклообразное связующее, известное из того же патента США N ...886. Указанное связующее создано на основе оксидных компонентов.
В случае шлифовальных кругов, изготовленных с использованием высокоэффективных абразивных порошков золь-гель окиси алюминия (Sol-gel alumina), изменение формы на вершине круга может не произойти даже после четвертого или пятого образца, и операторы шлифовальных станков могут планировать возобновление покрытия таких кругов после шлифования трех деталей. Так как снижение частоты возобновления покрытия шлифовальных кругов с золь-гель окисью алюминия является улучшением по сравнению со стандартными шлифовальными кругами, частота смены покрытия и потери золь-гель окиси алюминия при смене покрытия дают дополнительные преимущества в снижении частоты обновления покрытия, что является желательным.
Однако является необходимым лучшее сохранение вершины или формы шлифовального круга с золь-гель окисью алюминия, чтобы увеличить интервал службы покрытия. В основу изобретения положена задача создать шлифовальный круг с абразивным порошком золь-гель окиси алюминия с повышенной устойчивостью вершины или формы, а также получить связующее, которое можно использовать на шлифовальном круге с абразивным порошком золь-гель окиси алюминия для повышения устойчивости вершины или формы.
Поставленная задача решается тем, что в абразивном шлифовальном круге, содержащем стеклообразное связующее и в качестве абразивного материала золь-гель окиси алюминия, согласно изобретению стеклообразное связующее содержит после обжига более 47 весовых % SiO2, менее 16 весовых % Al2O3, от 7 до 11 весовых % Na2O, до 2,5 весовых % K2O, более 2,0 весовых % Li2O и менее 18 весовых % B2O3 при суммарном содержании данных ингредиентов, равном 100%.
Абразивный шлифовальный круг, согласно изобретению, имеет улучшенные характеристики сохранения вершины и формы и механические характеристики.
Предпочтительно, когда золь-гель окись алюминия содержит затравку, при этом в качестве затравки применяют альфа-окись алюминия.
Целесообразно, когда в круге присутствует золь-гель окись алюминия в количестве (4,0 - 54,0) объемных %. Не менее предпочтительно, когда стеклообразное связующее после обжига содержит от 52 до 62 весовых % SiO2, от 12 до менее 16 весовых % Al2O3, от 8 до 10 весовых % Na2O, от 0,5 до 2,5 весовых % K2O, от 2,0 до 3,4 весовых % Li2O и от 9 до 16 весовых % B2O3. Рекомендуется, чтобы стеклообразное связующее после обжига содержало SiO2 от 54 до 60 весовых % и Al2O3 от 13 до 15 весовых %.
Поставленная задача решается также тем, что стеклообразное связующее для шлифовальных кругов с золь-гель окисью алюминия в качестве абразива согласно изобретению содержит от 52 до 62 весовых % SiO2, от 12 до 16 весовых % Al2O3, от 7 до 11 весовых % Na2O, от 0,5 до 2,5 весовых % K2O, от 2,0 до 3,4 весовых % Li2O и от 9 до 16 весовых % B2O3, причем содержание ингредиентов в весовых % составляет 100%.
Стеклообразное связующее согласно изобретению, примененное в шлифовальном круге с золь-гель окиси алюминия обеспечивает кругу повышенную сохранность вершины и формы и повышенные механические характеристики.
Другие цели и преимущества изобретения станут более понятны из нижеследующих конкретных примеров его выполнения и чертежей:
на фиг. 1 схематически изображено шлифование обрабатываемой детали вершиной шлифовального круга в тесте на устойчивость вершины;
на фиг. 2 схематически изображена часть радиуса вершины шлифовального круга, находящейся в контакте с поверхностью обрабатываемой детали в тесте на устойчивость вершины.
Связанные стеклообразным связующим абразивные материалы настоящего изобретения включают порошки золь-гель окиси алюминия. Порошки золь-гель окиси алюминия хорошо известны в практике. Порошки золь-гель окиси алюминия могут иметь затравку или не иметь. Под золь гель окисью алюминия понимают окись алюминия, полученную способом, включающим пептизацию золя моногидрата окиси алюминия для образования геля, который затем сушат и обжигают для образования альфа-окиси алюминия.
Исходный золь может, кроме того, включать до 15 весовых % шпинели, муллита (mullite), двуокиси марганца, окиси титана, окиси магния, окислов редкоземельных металлов, порошка окиси циркония или предшественника окиси циркония (который можно добавить в большем количестве, например, 40 весовых % или более) или других совместимых добавок или их предшественников. Эти добавки часто включают для модификации таких характеристик, как стойкость на излом, твердость, хрупкость, механика излома или поведение при сушке.
Образовавшемуся гелю можно придать форму любым обычным способом, таким как прессование, формование или экструзия, и затем тщательно высушить, получив тело без трещин необходимой формы.
Гелю можно придать форму и обрезать его до подходящих размеров для обжига или просто растянуть до удобной формы и высушить обычно при температуре ниже температуры кипения геля. Для удаления из геля свободной воды и образования твердого вещества можно использовать любой из способов обезвоживания, включая экстракцию растворителем.
После высушивания твердое вещество можно разрезать или подвергать машинной обработке для придания требуемой формы, или дробить, или измельчать подходящими способами, например, молотком или в шаровой мельнице, получая частицы или гранулы. Можно применять любой способ дробления твердого вещества.
После придания формы высушенный гель можно прокалить для удаления практически всех летучих веществ и трансформации различных компонентов гранул в керамику (окислы металлов). Обычно высушенный гель нагревают до тех пор, пока не удалится свободная вода и основное количество связанной воды. Затем кальцинированный материал спекают при нагревании и выдерживают в подходящем температурном интервале до тех пор, пока практически весь моногидрат альфа-окиси алюминия не превратится в альфа-окись алюминия.
Как упоминалось ранее, золь-гель окись алюминия может иметь затравку или не иметь. В золь-гель окиси алюминия с затравкой активные центры введены умышленно или создаются на месте в дисперсии моногидрата окиси алюминия. Присутствие активных центров в дисперсии снижает температуру, при которой образуется альфа-окись алюминия, и дает кристаллическую структуру предельно высокого качества.
Подходящие затравки хорошо известны в практике. Обычно они имеют кристаллическую структуру и параметры решетки, как можно более близкие к соответствующим параметрам альфа-окиси алюминия. Затравки, которые можно использовать, включают, например, частицы альфа-окиси алюминия, альфа-окиси железа (Fe2O3), предшественники альфа-окиси алюминия или альфа-окиси железа, которые превращаются, соответственно, в альфа-окись алюминия или альфа-окись железа при температуре ниже температуры, при которой моногидрат окиси алюминия переходит в альфа-окись алюминия. Однако затравки этих типов приведены в качестве иллюстрации и не ограничивают область изобретения. Для того чтобы частицы затравки были эффективными, их размеры должны предпочтительно составлять менее микрона.
Предпочтительно, чтобы в используемой золь-гель окиси алюминия количество материала затравки не превышало 10 весовых % гидратированной окиси алюминия, и обычно невыгодно, чтобы количество затравки превышало примерно 5 весовых %. Если затравка достаточно мелкая (предпочтительно 60 м2 на грамм или более), предпочтительны количества от примерно 0,5 до 10 весовых %, более предпочтительно использование примерно от 1 до 5 весовых %. Затравки также можно добавлять в виде предшественников, которые превращаются в активную форму при температуре ниже температуры, при которой образуется альфа-окись алюминия.
В некоторых случаях можно также использовать абразивный материал золь-гель окись алюминия без затравки. Этот абразив можно приготовить таким же, как описанный выше, способом, исключая введение частиц затравки к золю или гелю, можно добавить подходящее количество окислов редкоземельных металлов или их предшественников, обеспечив, по крайней мере, около 0,5 весового % (предпочтительно от 1 до 30 весовых %) окисла редкоземельного металла после обжига.
Абразивные круги настоящего изобретения состоят из порошков золь-гель окиси алюминия и обычно одного или более вторичных абразивных материалов. Шлифовальные круги включают абразивный материал, связующее, пористость и возможно другие наполнители и добавки. Количество абразивного материала, используемое в шлифовальном круге, который может содержать вторичный абразивный материал, может варьироваться в широких пределах. Композиция шлифовального круга настоящего изобретения предпочтительно содержит примерно от 34 до 56 объемных % абразивного материала, более предпочтительно - примерно от 40 до 54 объемных % абразивного материала и наиболее предпочтительно - примерно от 44 до 52 объемных % абразивного материала.
Абразив золь-гель окись алюминия предпочтительно составляет от примерно 5 до 100 объемных % от общего количества абразива в круге, более предпочтительно - от 30 до 70 объемных % общего количества абразива в круге.
Вторичный абразив(ы) предпочтительно составляет примерно свыше 0 до 95 объемных % от общего количества абразива в круге и более предпочтительно - примерно от 30 до 70 объемных % от общего количества абразива в круге. Вторичные абразивные материалы, которые можно использовать, включают, например, плавленую окись алюминия, карбид кремния, кубический нитрид бора, алмазы, кремень, гранат и вспененную окись алюминия (bubble alumina). Однако эти примеры вторичных абразивов приведены только для иллюстрации и не ограничивают области изобретения.
Обычно композиции шлифовальных кругов включают пористость. Композиция шлифовального круга настоящего изобретения предпочтительно включает свыше 0 до 68 объемных % пористости, более предпочтительно - примерно от 28 до 56 объемных % пористости и наиболее предпочтительно - от 30 до 53 объемных % пористости. Пористость образуется в результате наличия естественного пространства в природной упаковке частиц материалов, а также в результате использования обычной порообразующей среды, такой как, например, полые гранулы стекла, насадка из скорлупы грецких орехов, гранулы пластического материала или органических соединений, частицы пенообразного стекла и вспененная окись алюминия (bubble alumina). Однако эти примеры образования пор приведены только в качестве иллюстрации и не ограничивают области изобретения.
Шлифовальные круги настоящего изобретения скреплены стеклообразным связующим материалом. Используемое стеклообразное связующее вносит значительный вклад в улучшение характеристик сохранности вершины или формы шлифовальных кругов настоящего изобретения. Предпочтительно сырые материалы для скрепления включают глину Kentucky N 6 Ball Clay нефелин (hepheline) порошок силиката натрия, карбонат лития, кремень, волластонит (wollastonite) и кобальтовую шпинель. В комбинации эти материалы содержат следующие окислы: SiO2, Al2O3, Fl2O3, TiO2, CaO, MgO, Na2O, K2O, Li2O, B2O3, CoO.
Композиция абразивного круга предпочтительно содержит примерно от 4 до 20 объемных % связующего, наиболее предпочтительно - примерно от 5 до 18,5 объемных % связующего.
После обжига связующее содержит более 47 весовых % SiO2, предпочтительно - примерно от 52 до 62 весовых % SiO2, более предпочтительно - примерно от 54 до 60 весовых % SiO2, наиболее предпочтительно - около 57 весовых % SiO2, менее 16 весовых % Al2O3, предпочтительно - примерно от 12 до 16 весовых % Al2O3, более предпочтительно - примерно от 13 до 15 весовых % Al2O3 и наиболее предпочтительно - около 14,4 весового % Al2O3; предпочтительно от примерно 7 до примерно 11 весовых % Na2O, более предпочтительно - от примерно 8 до 10 весовых % Na2O и наиболее предпочтительно - около 8,9 весового % Na2O; менее 2,5 весовых % K2O, предпочтительно - примерно от 0,5 до 2,5 весовых % K2O, более предпочтительно - примерно от 1 до 2 весовых % K2O и наиболее предпочтительно - около 1,6 весового % K2O; более 2,0 весовых % Li2O, предпочтительно - примерно от 2,0 до 10,0 весовых % Li2O, предпочтительно - от 2,0 до 3,4 весовых % Li2O, более предпочтительно - примерно от 2,0 до 2,7 весовых % LiO2, наиболее предпочтительно - около 2,2 весовых % Li2O; менее 18 весовых % B2O3, предпочтительно - примерно от 9 до 16 весовых % B2O3, более предпочтительно - примерно от 11 до 14 весовых % B2O3 и наиболее предпочтительно - около 12,6 весовых % B2O3, предпочтительно - примерно от 0 до 2 весовых % CoO, более предпочтительно - от 0,5 до 1,3 весового % CoO и наиболее предпочтительно - около 0,9 весового % CoO. Для изобретения не является необходимым окисел кобальта (CoO), так как его включают только в качестве подкрашивающего агента. Другие окислы, находящиеся в стеклообразном связующем, такие как Fe2O3, TiO2, CaO и MgO являются примесями в сырых материалах, несущественными при образовании связи. Связующее также обеспечивает повышенную механическую прочность шлифования кругов, сделанных из золь-гель окиси алюминия в качестве абразивного материала.
Шлифовальные круги обжигают способами, известными специалистам. Условия обжига определяются прежде всего использованными связующими и абразивными материалами. Связанное стеклообразным связующим тело можно, кроме того, пропитать обычным способом вспомогательным шлифовальным средством, таким как сера, или связующим, таким как эпоксидная смола, внося шлифующее средство в поры шлифовального круга.
Полученные шлифовальные круги неожиданно обладают улучшенными характеристиками сохранности вершины или формы круга, которые можно измерить количественно и качественно. Изменение формы вершины шлифовального круга считают неудачным критерием качества шлифовальных кругов, его нельзя определить количественно, так как изменение формы можно наблюдать только под микроскопом и качественно почувствовать ногтем пальца или кончиком карандаша. Поэтому разработан тест для определения и количественного измерения типов нарушений вершины круга.
Этот тест измеряет "радиальный износ" и "площадь износа" при установленной скорости подачи заготовки. Далее определены условия тестирования, в которых проверяли шлифовальные круги, и установлены стандарты, по которым можно измерять аналогичные шлифовальные круги, условия теста, следующие:
Шлифовальный станок Bryant Ltctraline TMLL31D/OD
Шлифовальный станок 10 лошадиных сил
Шлифование с охлаждением: 5-7% Trim Masterehemical TMV HP E200 с водой
Основа материала заготовки: 4330V стальной коленчатый вал,
Rс 28 - 32 (4330 Verankshaftstell Rс 28to 32)
Размер заготовки: внешний диаметр 4 дюйма (10,16 см)
Ширина шлифовки от вершины заготовки: 0,009 дюйма (0,023 см)
Радиус вершины шлифовального круга: 0,110 дюйма (0,2894 см)
Скорость детали (partspeed): 200 sfpm
Скорость подачи в деталь (Infeed Rate in to Part 0,0133 дюйма/сек (0,033782 см/сек)
Отделка поверхности круга: роторный алмазный валик (PPC 2993) при 4600 об/мин, при скорости отделки 0,00508 см/сек, достигая 0,110 радиуса [rotry diamond roll (RPC 2993) at 4600 R pm at dess rate of 0,002 inches/second to achieve the 0,110 radius]
Скорость круга: 12,000 sfpm
Количество шлифовок на Тест: до 12
Подачи на шлифовку: 0,04 дюйма (0,1016 см)
Тест на сохранность вершины предназначен для измерения степени сохранности формы вершины шлифовального круга в течение операции шлифования. Сохранность формы измеряют двумя количественными характеристиками "радиальный износ" и "площадь износа". Фиг. 1 является схематическим изображением шлифования вершиной шлифовального круга 10 заготовки 12, такой как, например, коленчатый вал. Числа 21 - 26 обозначают дискретное продвижение шлифовального круга по заготовке, 21 - 22 представляет 1 шлифование. Ширина шлифования 14 составляет 0,009 дюйма (0,023 см) от вершины заготовки. Подача 16 составляет 0,04 дюйма (0,1016 см) на шлифование. Радиус вершины 18 шлифовального круга 10 составляет 0,110 дюйма (0,2894 см). Фиг. 2 представляет ту часть радиуса вершины 30 шлифовального круга 10, которая находится в контакте с поверхностью заготовки 12 в тесте на сохранность вершины. Ширина шлифования 14, горизонтальное расстояние между A и C на фиг. 2 является толщиной металла, удаляемого с заготовки. Высота взаимодействия 32, на фиг. 3 - это вертикальное расстояние между A и B, является высотой той части шлифовального круга, которая взаимодействует с материалом заготовки в конце шлифовального прохода. Для количественного определения сохранности вершины делают два измерения при условиях шлифования, определенных выше. Этими двумя измерениями являются "площадь износа" и "радиальный износ".
Площадь износа является величиной изменения площади профиля вершины шлифовального круга после шлифования заготовки. На фиг. 2 площадь износа показана как площадь AEBDA для данной высоты взаимодействия 32, радиуса вершины 18 и ширины среза 14. Радиальный износ является величиной максимального изменения радиуса вершины 18 между точками A и B. Эта величина показана на фиг. 2, радиальный износ равен DE, где точка E является максимальным изменением радиуса вершины между точками A и B для высоты взаимодействия 32. Площадь износа и радиальный износ измеряют путем шлифования керамического образца после каждого шлифования заготовки для получения профиля круга. Керамические образцы рассматривают на оптическом компараторе с увеличением в 50 раз. Площадь износа определяют по чертежу при помощи планиметра, а радиальный износ измеряют по чертежу как максимальный радиальный износ при помощи штангенциркуля.
Данные, представленные в примерах, количественно показывают повышенную сохранность вершины шлифовальных кругов с золь-гель окисью алюминия, демонстрируя неожиданно увеличенное количество шлифований новыми кругами до достижения степени радиального износа и площади износа, сравниваемых с соответствующими величинами стандартных шлифовальных кругов с золь-гель окисью алюминия.
Для того чтобы специалист лучше понял способ настоящего изобретения, приведены следующие примеры, которые являются иллюстративными, но не ограничивающими. Дополнительную информацию по прототипам, известным в практике, можно найти в ссылках и цитированных здесь патентах, которые включены ссылками.
Пример 1. Получены образцы для проверки и сравнения модуля разрыва нового связующего и Norton's стандартного коммерческого связующего для использования с золь-гель абразивными материалами с затравкой. Новое связующее до обжига имеет следующий состав: 30,3 весовых % измельченного в порошок стеклоцемента (состав стеклоцемента 41,2 весовых % SiO2, 39,9 весовых % B2O3, 5,1 весовых % Al2O3, 10,3 весовых % Na2O, 1,3 весовых % Li2O, 2,1 весовых % MgO/CaO и следовые количества K2O), 27,7 весовых % нефеленсинита (nephelene syenite), 20 весовых % глины Kentucky N 6 Ball Clay, 10 весовых % порошка силиката натрия, 4,7 весовых % кремния (кварц), 4,3 весовых % карбоната лития, 1 весовой % волластонита (wollastonite) и 2 весовых % чистой шпинели алюмината кобальта. Химические составы nephelene Syenite, Kentucky N 6 Ball Clay силиката натрия, кремния, карбоната лития и wollastonite приведены в Таблице I.
Связующее получают путем сухого смешивания сырых материалов в вибрационной мельнице (Sweco Vibratory Mill) в течение 3 часов. Связующее смешивают с абразивным порошком 60 (60 grit abrasive), состоящим из смеси (от 1 до 1) золь-гель окиси алюминия с затравкой и абразивного материала высокой чистоты плавленой белой окиси алюминия. Затем это смешивают с порошкообразным декоративным связующим, жидким животным клеем и 0,1% этиленгликоля в качестве увлажнителя в миксере для паст (Hobart N 50 dough mixer) на 2 кг смеси при низкой скорости. Смесь просеивают через сито 14 меш, разбивая комки. Затем смесь прессуют в стержни с размерами 4'' x 1'' x 1/2'' (10,16 см х 2,54 см х 1,27 см) на прессовальной установке с полостями для трех стержней. Стержни обжигают при следующих условиях: поднимают температуру на 40oC в час от комнатной до 1000oC, выдерживают в течение 8 часов при этой температуре, затем охлаждают до комнатной температуры в печи периодического действия. Также готовят образцы стержней с Norton стандартным коммерческим связующим, применяя процедуру, описанную выше.
Стержни проверяют без надреза на механическом испытательном приборе Instron Model 4204 с 4-точечным сгибающим зажимным приспособлением с участком опоры 3'' (7,62 см), участком нагрузки 1'' (2,54 см) и скоростью нагрузки 0,050'' в мин (0,127 см в мин), поперечной скорости. Испытывали образцы с содержанием связующего от 10 до 30 весовых % в обожженных абразивных стержнях. Результаты представлены в таблице II и фиг. 2.
Пример 2. Готовят шлифовальные круги для тестирования и сравнения площадей износа и радиального износа для кругов с новым связующим и Norton стандартными связующими для золь-гель абразивных материалов с затравкой. Новое связующее имеет такой же состав, что и новое связующее примера 1. Связующее получают сухим смешиванием сырых материалов в течение 3 часов на мельнице Sweco Vibratory Mill. Затем связующее подмешивают в абразивную смесь. Абразивная смесь состоит из 76,56 весовых % абразива (состоящего из смеси 50 весовых % золь-гель абразивных нитей 120 с затравкой [seeded sol-gel 120 grit filaments] 43,54 весовых % порошкообразной 70 белой плавленой окиси алюминия высокой чистоты и 6,46 весовых % вспененной окиси алюминия с размером частиц менее 36 меш), 18,47 весовых % связующего, 1,38 весового % декстрина, 3,06 весовых % жидкого животного клея, 0,34 весового % воды и 0,18 весового % этиленгликоля. Из смеси формуют шлифовальные круги с размерами 10''-3/16'' x 0,580'' x 5,025'' и плотностью в сыром виде 2,190 г/см3. Сырые шлифовальные круги подвергают обжигу, поднимая температуру от комнатной до 1000oC на 40oC в час, затем выдерживая при этой температуре в течение 8 часов и охлаждая до комнатной температуры в печи периодического действия.
Также готовят абразивные круги, используя Norton стандартное коммерческое связующее, получаемое сухим смешиванием сырых материалов на оборудовании фирмы Norton, применяя стандартные способы производства. Связующее смешивают с абразивной смесью. Абразивная смесь состоит из 76,27 весовых % абразива (состоящего из смеси 50 весовых % золь-гель абразивных нитей 120 с затравкой, 43,54 весовых % порошкообразной 70 белой плавленой окиси алюминия высокой чистоты и 6,46 весовых % вспененной окиси алюминия с размером частиц менее 36 меш), 20,34 весовых % связующего, 0,92 весового % декстрина, 2,30 весовых % смеси (смесь состоит из 40 весовых % жидкого животного клея, 30 весовых % порошкообразной яблочной кислоты и 30 весовых % воды) и 0,18 весового % этиленгиколя. Этот стандартный абразивный круг составлен таким образом, что повторяет состав экспериментального шлифовального круга: 81 весовой % абразивного материала и 19 весовых % стекла. Круги обжигают, применяя производственный цикл с температурой пропитки и обжига 900oC. Абразивные круги испытывают, применяя шлифование с охлаждением с погружение цилиндров (wet cylindricall plunge grinding) на шлифовальном станке Bryant Lectraline LL3 1. D/0.D (10 лошадиных сил) при условиях, указанных в описании. Результаты представлены в таблицах III и IV и демонстрируют улучшение сохранности вершины.
Пример 3. Готовят шлифовальные круги для проверки и сравнения площади износа и радиального износа для случаев использования нового связующего и Norton стандартных связующих для золь-гель абразивных материалов с затравкой. Новое связующее имеет такой же состав, что и связующее, использованное в примере 1. Связующее получают путем сухого смешивания сырых материалов в течение 3 часов на мельнице Sweco vobratory Mill. Затем связующее смешивают с абразивной смесью. Абразивная смесь состоит из 83,56 весовых % абразива (состоящего из смеси 25 весовых % порошка 70 золь-гель окиси алюминия с затравкой, 25 весовых % порошка 80 золь-гель окиси алюминия с затравкой и 50 весовых % порошкообразной 70 белой плавленой окиси алюминия высокой чистоты), 12,47 весовых % связующего, 0,84 весового % декстрина, 2,97 весовых % жидкого животного клея и 0,17 весового % этиленгликоля. Из смеси формуют шлифовальные круги с размерами 10-3/16'' x 0,580'' x 5,025'' с плотностью в сыром состоянии 2,341 г/см3. Сырые шлифовальные круги обжигают, повышая температуру от комнатной до 1000oC на 40oC в час, выдерживая при этой температуре в течение 8 часов и затем охлаждая до комнатной температуры в печи периодического действия.
Также получают шлифовальные круги, используя Norton стандартное коммерческое связующее, получаемое сухим смешиванием сырых материалов на оборудовании фирмы Norton, применяя стандартные способы производства. Связующее смешивают с абразивной смесью. Абразивная смесь состоит из 83,68 весовых % абразива (состоящего из смеси 25 весовых % порошка 70 золь-гель окиси алюминия с затравкой, 25 весовых % порошка 80 золь-гель окиси алюминия и 50 весовых % порошкообразной 70 белой плавленой окиси алюминия высокой чистоты). 13,82 весовых % связующего, 0,50 весовых % декстрина, 1,82 весового % смеси (смесь состоит из 40 весовых % жидкого животного клея, 30 весовых % порошкообразной яблочной кислоты и 30 весовых % воды) и 0,18 весового % этиленгликоля. Затем из этой смеси прессуют шлифовальные круги (такого же размера как шлифовальные круги, полученные ранее с новым связующим) и подвергают обжигу, применяя производственный цикл с температурой пропитки при обжиге 900oC. Состав этого стандартного круга повторяет состав экспериментального шлифовального круга: 87,4 весовых % абразива и 12,6 весовых % стеклообразного связующего. Шлифовальные круги тестируют способом шлифования с охлаждением с погружением цилиндра на шлифовальном станке (10 лошадиных сил) при условии, указанных в описании. Результаты представлены в таблицах V и VI и демонстрируют улучшенную сохранность вершины шлифовального круга.
Понятно, что специалисты видят и легко могут изготовить различные другие модификации, не отклоняясь от области и духа настоящего изобретения. Таким образом, не имеется в виде, что область приложенной формулы изобретения ограничена данным выше описанием, скорее, формулу изобретения толкуют как включающую все признаки патентуемой новизны, присущие настоящему изобретению, включая все признаки, которые специалисты, имеющие отношение к изобретению, должны трактовать как их эквиваленты.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ И СТЕКЛОВИДНАЯ СВЯЗКА ДЛЯ НЕГО | 1996 |
|
RU2135344C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ С ВЫСОКОЙ ПРОНИЦАЕМОСТЬЮ | 1997 |
|
RU2151045C1 |
| ШЛИФОВАЛЬНЫЕ КРУГИ С ВЫСОКОЙ ПРОНИЦАЕМОСТЬЮ | 1997 |
|
RU2153411C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2078678C1 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ ДЛЯ ОПЕРАЦИЙ НИЗКОСКОРОСТНОГО ШЛИФОВАНИЯ | 2013 |
|
RU2603515C2 |
| АБРАЗИВНЫЙ КРУГ СО СВЯЗКОЙ | 2011 |
|
RU2510323C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2122934C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГО ИЗДЕЛИЯ И ШЛИФОВАЛЬНОЕ ИЗДЕЛИЕ С ПОКРЫТИЕМ | 1997 |
|
RU2169068C2 |
| КОМПОЗИТНЫЕ АБРАЗИВНЫЕ ИЗДЕЛИЯ | 1995 |
|
RU2121427C1 |
| КЕРАМИЧЕСКАЯ СВЯЗКА ДЛЯ ИНСТРУМЕНТА ИЗ КУБИЧЕСКОГО НИТРИДА БОРА | 1991 |
|
RU2024465C1 |



Изобретение может быть использовано при изготовлении абразивных шлифовальных кругов со стеклообразным связующим. Часть абразивного порошка включает золь-гель окись алюминия в качестве абразива. Шлифовальный круг обладает улучшенными характеристиками при сохранений формы. Изобретение предусматривает использование композиции связующего, которая обеспечивает повышение сохранности вершины или формы и улучшение механических характеристик инструмента при использовании золь-гель окиси алюминия в качестве абразивных материалов. 2 с. и 5 з.п.ф-лы, 2 ил., 6 табл.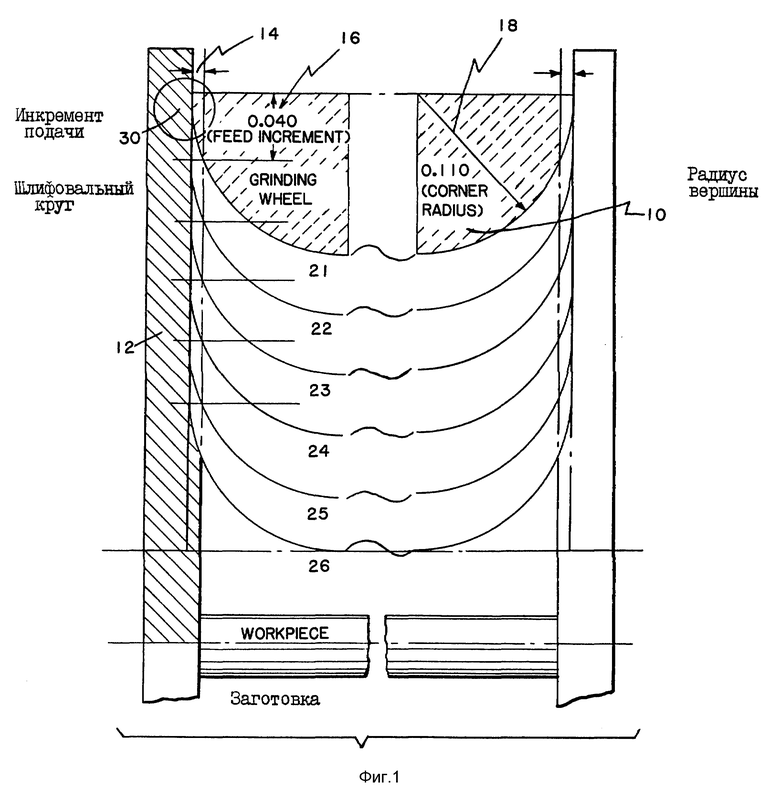
| US 5203886 A, 20.04.93 | |||
| Керамическая связка для абразивного инструмента | 1976 |
|
SU604668A1 |
| Керамическая связка | 1976 |
|
SU596429A1 |
| Керамическая связка для абразивного инструмента | 1976 |
|
SU590296A1 |
