Изобретение относится к технологии изготовления слоистых изделий и может быть использовано для изготовления антифрикционных накладок.
Известен способ изготовления антифрикционных накладок путем формования тканого материала, пропитанного связующим (Б.Д. Воронков. Подшипники сухого трения. Машиностроение. Л., 1979, с. 80).
Недостатком этого способа является расслоение получаемых изделий, что приводит к износу и разрушению узлов трения.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ изготовления антифрикционных накладок, включающий формование тканого материала с пропиткой связующим с армирующим и самосмазывающимся наполнителями, прессование, отверждение и механическую обработку (Б. Д. Воронков. Подшипники сухого трения. Машиностроение. Л., 1979, с. 82-83).
Недостатком известного способа являются низкая производительность, высокая трудоемкость при мелкосерийном производстве, требующем смены оснастки, наполнителей и т.д., низкое качество получаемых заготовок и большой перерасход материалов (отходы при механической обработке). Низкое качество получаемых заготовок обусловлено тем, что самосмазывающийся наполнитель находится во всем объеме антифрикционной накладки, что приводит к ее разупрочнению при температурных колебаниях, происходящих в процессе трения.
Целью изобретения является повышение производительности, снижение трудоемкости изготовления и увеличение долговечности антифрикционных накладок.
Указанная цель достигается тем, что в предлагаемом способе формование тканого материала производят путем намотки его на пластину с пропиткой последовательно связующим с самосмазывающимся наполнителем, затем связующим с армирующим наполнителем, причем антифрикционный слой изготавливают с лунками, которые образуют выдавливанием шипами, расположенными на поверхностях пластины, в процессе прессования заготовки, при этом после отверждения заготовки срезают сгибы тканого материала до краев пластины и удаляют пластину. Кроме того, в процессе прессования производят натяжение тканого материала на пластину, что достигается путем ее распрямления, обеспечиваемого опрессовкой гофр, выполненных на пластине перед формованием тканого материала.
Формование тканого материала путем намотки его на пластину повышает производительность и снижает трудоемкость процесса изготовления антифрикционных накладок, так как позволяет механизированно (с применением намоточных устройств) формовать заготовки.
Пропитка тканого материала последовательно связующим с самосмазывающимся наполнителем, затем связующим с армирующим наполнителем позволяет получать заготовки с заданными свойствами поверхностей. Одна сторона накладки получается антифрикционной, противоположная - армирующей, обеспечивающей надежное крепление накладки в узле трения и теплоотвод.
Выдавливание лунок на антифрикционной поверхности накладок посредством шипов, расположенных на поверхностях пластины, обеспечивает маслоемкость трущихся поверхностей в процессе работы узла трения, что повышает долговечность накладок.
Срезание сгибов тканого материала до краев пластины и удаление пластины повышают производительность процесса изготовления изделий, так как при этом получаются две накладки.
Выполнение на пластине гофр с последующим распрямлением их при прессовании заготовок обеспечивает натяжение тканого материала на пластину, которое повышает долговечность получаемых антифрикционных накладок, так как исключается образование коробления, складок, зажимов на рабочей поверхности заготовок. При этом натяжение происходит изнутри заготовки, что гарантирует качество получаемых антифрикционных поверхностей.
На фиг. 1 изображена схема намотки тканого материала на пластину.
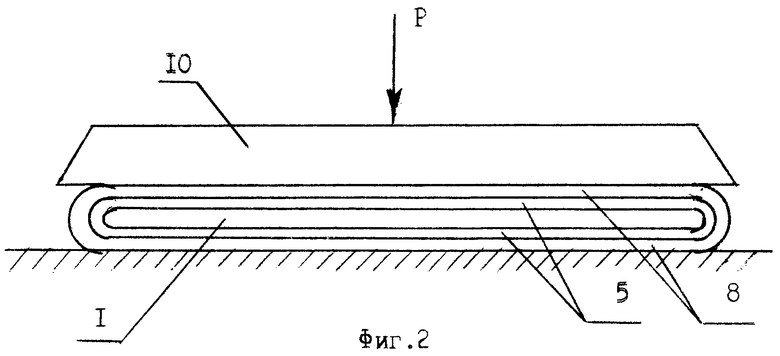
На фиг. 2 приведена схема прессования заготовки.
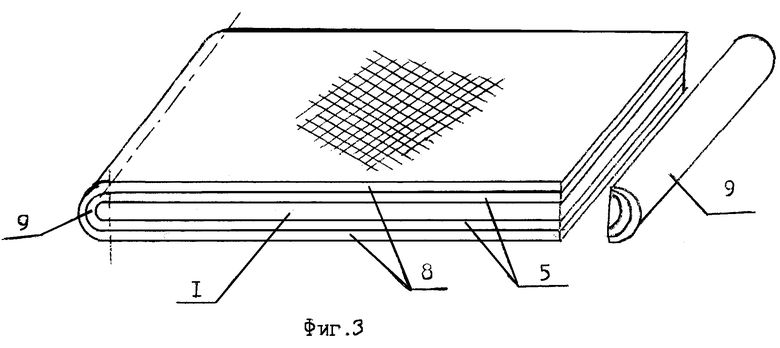
На фиг. 3 показана схема срезания сгибов тканого материала.
Для реализации способа используют пластину 1 с гофрами 2 и шипами 3. Материал пластины 1 выбирают или упругим (стальным), или пластичным (медным). При выборе пластичного материала гофры 2 изготавливают перед каждой намоткой тканого материала на пластину. Размер гофр 2 определяют экспериментально в зависимости от необходимых размеров заготовки и требуемого натяжения (до повреждения ткани). Шипы 3 выполняют с обеих сторон пластины 1 для обеспечения лунок 4 на верхней и нижней частях заготовки. Шипы 3 изготавливают прошивкой отверстий в пластине 1 в шахматном порядке и закреплением в них заклепок с головками. Размер головок и частоту расположения их на пластине 1 определяют экспериментально в зависимости от размеров накладок и требуемой маслоемкости лунок 4. Заготовка состоит из антифрикционного слоя 5, образованного тканым материалом 6 (стеклоткани, хлопчатобумажной ткани, капроновой ткани, фторопластовой ткани и т.д.), пропитанным связующим 7 (эпоксидной смолой ЭД-20 с полиэтиленполиаминовым отвердителем) с самосмазывающимся наполнителем (порошок графита, фторопласта, дисульфида молибдена), и прочностного слоя 8, образованного либо тем же тканым материалом 6, что и антифрикционный слой 5, либо другим (омедненная ткань, углеродная ткань, металлическая сетка), пропитанным связующим с армирующим наполнителем (металлические опилки, порошок и др.). По краям заготовки образуют сгибы 9. Для прессования используют известное оборудование, например пресс 10.
Пример реализации способа.
Тканый материал 6 (стеклоткань) с пропиткой связующим 7 (эпоксидной смолой ЭД-20 с полиэтиленполиаминовым отвердителем) с самосмазывающимся наполнителем (порошок графита и фторопласта) наматывают на пластину 1 с гофрами 2 и шипами 3. При этом первый наматываемый слой тканого материала 6 фиксируют относительно пластины 1 посредством шипов 3, а остальные слои тканого материала 6 наматывают в натяжку к первому слою. При достижении требуемой толщины антифрикционного слоя 5 в связующее 7 добавляют армирующий наполнитель (бронзовый порошок) и наматывают прочностной слой 8.
После намотки заготовку прессуют на прессе 10 до выпрямления гофр 2. При этом происходит натяжение тканого материала на пластину 1 за счет ее распрямления, что исключает образование складок и коробление антифрикционного слоя 5. Давление прессования 60-110 кгс/см2, температура отверждения 60-160oC, выдержка - до полного отверждения (0,5-1,5 часа).
При опрессовке заготовки шипы 3 вдавливаются в антифрикционный слой 5 и образуют лунки 4.
После отверждения заготовки срезают сгибы 9 тканого материала 6 до краев пластины 1 (см. фиг. 3) и удаляют пластину 1, используя ее упругие свойства.
Таким образом получают две одинаковые накладки, которые механически обрабатывают и раскраивают на требуемые размеры.
Перед каждым формованием тканого материала 6 пластину 1 обрабатывают антиадгезионным составом (эмульсией фторопласта).
В отличие от аналогов данный способ изготовления накладок более производителен, менее трудоемок, экономичен и позволяет повысить долговечность узлов трения за счет разделения антифрикционного и прочностного слоев, образования лунок для смазки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ САМОСМАЗЫВАЮЩЕГОСЯ ПОДШИПНИКА | 2000 |
|
RU2178102C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОЙ КОМПОЗИЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2152304C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 1998 |
|
RU2147699C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2002 |
|
RU2207956C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2000 |
|
RU2208722C2 |
| САМОСМАЗЫВАЮЩИЙСЯ ПОДШИПНИК СКОЛЬЖЕНИЯ | 2001 |
|
RU2222721C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2001 |
|
RU2200257C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2001 |
|
RU2215654C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1998 |
|
RU2150386C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2001 |
|
RU2207955C1 |
В способе изготовления антифрикционных накладок формуют тканый материал с пропиткой связующим с армирующим и самосмазывающимся наполнителями прессованием, отверждением и механической обработкой заготовки. Формование тканого материала производят путем намотки его на пластину с пропиткой связующим. Причем сначала осуществляют пропитку связующим с самосмазывающимся наполнителем, затем - связующим с армирующим наполнителем. При этом антифрикционный слой изготавливают с лунками, которые образуют выдавливанием шипами, расположенными на поверхностях пластины, в процессе прессования заготовки. После отверждения заготовки срезают сгибы тканого материала до краев пластины и удаляют пластину. Способ позволяет повысить производительность, снизить трудоемкость изготовления, а также увеличить долговечность антифрикционных накладок. 1 з.п.ф-лы, 3 ил.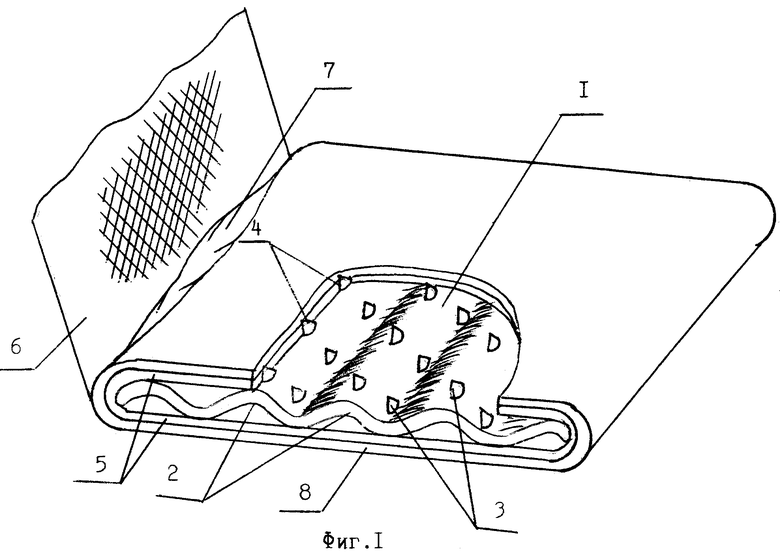
| Воронков Б.Д | |||
| Подшипники сухого трения | |||
| - Л.: Машиностроение, 1979, с | |||
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
| Способ изготовления металловолокнистых полимерсодержащих материалов | 1973 |
|
SU504889A1 |
| Приспособление для улавливания узлов у верхней нити швейных машин | 1952 |
|
SU96962A1 |
| Способ соединения трубопровода | 1984 |
|
SU1321983A1 |
| DE 1400041 A, 26.02.70. | |||

