Изобретение относится к технологии изготовления слоистых изделий намоткой и может быть использовано для изготовления подшипников скольжения.
Известен способ изготовления подшипника скольжения методом намотки на оправку (Б.Д. Воронков. Подшипники сухого трения. Л.: Машиностроение, 1975, с.79-83).
Однако указанный способ допускает расслоение получаемых подшипников скольжения, что приводит к износу и разрушению корпуса подшипника при эксплуатации узлов трения.
Ближайшим аналогом является способ изготовления подшипника скольжения, в котором его изготавливают методом намотки ткани на оправку с пропиткой намотанной заготовки полимерным связующим с антифрикционным наполнителем (патент GB 1454385, кл. F 16 С 33/20, 03.11.76).
Недостатком известного способа является то, что при намотке невозможно получить равномерную пропитку ткани. Это приводит к повышенному износу подшипника скольжения и снижению долговечности.
Технической задачей является повышение долговечности подшипников скольжения.
Решение указанной задачи достигается тем, что в предлагаемом способе пропитку намотанной заготовки полимерным связующим с антифрикционным наполнителем производят центробежным способом после снятия с оправки намотанной заготовки и помещения последней в центрифугу. Кроме того, при намотке ткани на оправку изготавливают кольцевые фиксирующие элементы путем местной пропитки ткани полимерным связующим, которые отверждают до снятия намотанной заготовки с оправки. Кроме того, намотанную заготовку помещают в центрифугу посредством посадки по кольцевым фиксирующим элементам.
Пропитка намотанной заготовки полимерным связующим с антифрикционным наполнителем центробежным способом позволяет обеспечить равномерное распределение полимерного связующего по всему объему подшипника. Изготовление кольцевых фиксирующих элементов путем местной пропитки ткани полимерным связующим создает каркас, который удерживает намотанную заготовку от расслоения до процесса центробежной пропитки. Посадка намотанной заготовки по кольцевым фиксирующим элементам в центрифуге улучшает процесс пропитки ткани за счет надежного распределения полимерного связующего с антифрикционным наполнителем.
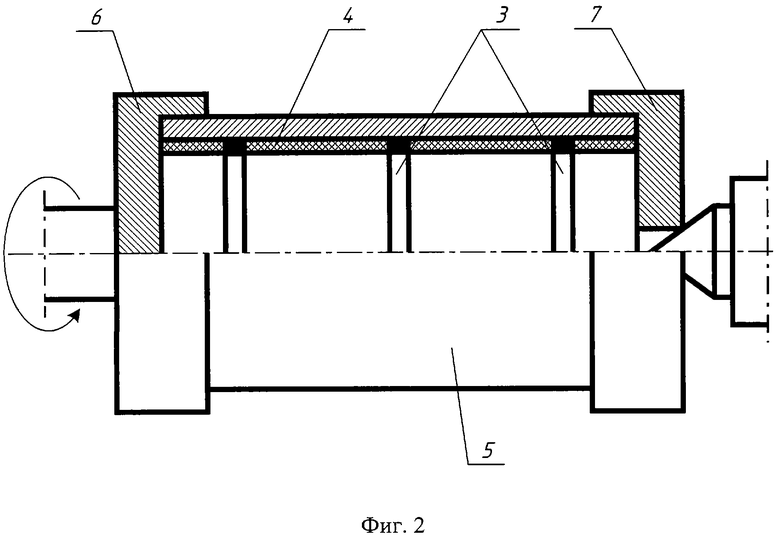
На фиг.1 приведена схема намотки заготовки.
На фиг.2 представлена схема пропитки заготовки центробежным способом.
Пример реализации способа.
Ткань 1 (например, стеклоткань или хлопчатобумажную ткань) наматывают на оправку 2, при этом изготавливают кольцевые фиксирующие элементы 3 путем местной пропитки ткани полимерным связующим (например, эпоксидной смолой ЭД-20 с отвердителем ПЭПА). Процесс намотки продолжают до достижения требуемой толщины намотанной заготовки 4. Затем кольцевые фиксирующие элементы 3 отверждают. Намотанную заготовку помещают в центрифугу посредством посадки по кольцевым фиксирующим элементам 3 и оправку 2 удаляют из центрифуги. Центрифуга состоит из стакана 5, приводной крышки 6 и прижимной крышки 7. Внутрь стакана 5 загружают определенное количество полимерного связующего с антифрикционным наполнителем (например, эпоксидной смолой ЭД-20 с отвердителем ПЭПА и порошками графита и фторопласта) и центробежным способом распределяют композицию по всему объему намотанной заготовки 4. При вращении центрифуги кольцевые фиксирующие элементы 3 удерживают слои ткани 1 от разматывания и обеспечивают пропитку намотанной заготовки 4 в осевом и радиальном направлениях. Скорость вращения центрифуги и температуру отверждения определяют экспериментально.
После отверждения заготовки 4 центрифугу разбирают и вынимают подшипник скольжения.
Перед каждым центробежным формированием подшипника скольжения внутреннюю поверхность стакана 5 обрабатывают известным антиадгезионным составом.
В отличие от аналогов данный способ изготовления подшипника скольжения обеспечивает равномерное распределение полимерного связующего с антифрикционным наполнителем по всему объему подшипника, что исключает возможность расслоения. Кольцевые фиксирующие элементы улучшают условия равномерного распределения полимерного связующего с антифрикционным наполнителем в объеме подшипника.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ САМОСМАЗЫВАЮЩЕГОСЯ ПОДШИПНИКА | 2000 |
|
RU2178102C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2001 |
|
RU2215654C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 1998 |
|
RU2147699C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2000 |
|
RU2173417C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1998 |
|
RU2150386C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2003 |
|
RU2232927C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2000 |
|
RU2194888C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2001 |
|
RU2200257C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2001 |
|
RU2189904C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2002 |
|
RU2207956C1 |
Изобретение относится к технологии изготовления слоистых изделий намоткой и может быть использовано для изготовления подшипников скольжения. Способ изготовления подшипника скольжения заключается в намотке ткани на оправку с пропиткой намотанной заготовки полимерным связующим с антифрикционным наполнителем. При намотке ткани на оправку изготавливают кольцевые фиксирующие элементы путем местной пропитки ткани полимерным связующим, которое отверждают до снятия заготовки с оправки. Пропитку намотанной заготовки полимерным связующим с антифрикционным наполнителем производят центробежным способом после снятия с оправки намотанной заготовки и помещения последней в центрифугу. Технический результат - повышение долговечности подшипников скольжения. 1 з.п.ф-лы, 2 ил.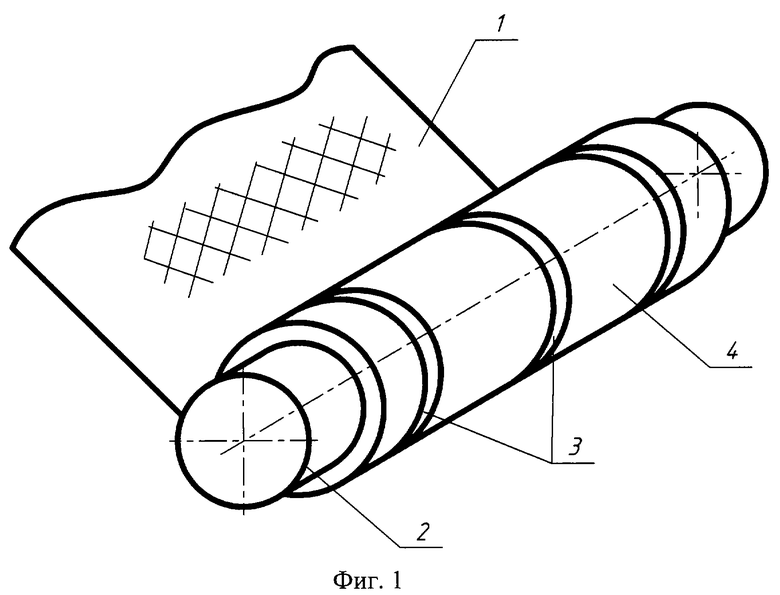
| Тренажер | 1986 |
|
SU1454385A1 |
| US 4865787, 12.09.1989 | |||
| DE 3312702, 18.10.1984 | |||
| Транспортное средство для поочередной перевозки жидких и твердых грузов | 1988 |
|
SU1511163A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 1998 |
|
RU2147699C1 |
