Изобретение относится к черной металлургии, в частности к оборудованию.
Известна нагревательная печь, содержащая футерованную рабочую камеру, свод, горелки, систему удаления дыма, дополнительные пульсационные горелки.
А.С. 1601482 МКИ F 27 B 9/00, 1990 г.
Известен агрегат непрерывного нанесения покрытий на стальную полосу, содержащий печь изотермического отпуска с рабочей камерой и термоизоляцией, нагревательные элементы, механизм бифилярной намотки.
А.С. 1082861 МКИ C 23 C 1/14, 1984 г.
Недостатками известных устройств являются: сложность конструкции механизма бифилярной намотки, большие теплопотери.
Задача, на решение которой направлено предлагаемое решение - упрощение конструкции, повышение эксплуатационных свойств в производстве полосы с железо-цинковым покрытием высшей категории.
Вышеуказанный недостаток исключается тем, что печь изотермического отжига, содержащая рабочую камеру с термоизоляцией, нагревательные элементы и механизм бифилярной намотки, имеющий вращающиеся валки с прижимными фиксаторами, отличающаяся тем, что печь снабжена тягами, каждая из которых связана с соответствующим фиксатором и укрепленными в корпусе рабочей камеры коаксиально валкам втулками, на которых закреплены с возможностью качания кронштейны с роликами.
На чертеже показана печь изотермического отжига:
на фиг.1 - общий вид;
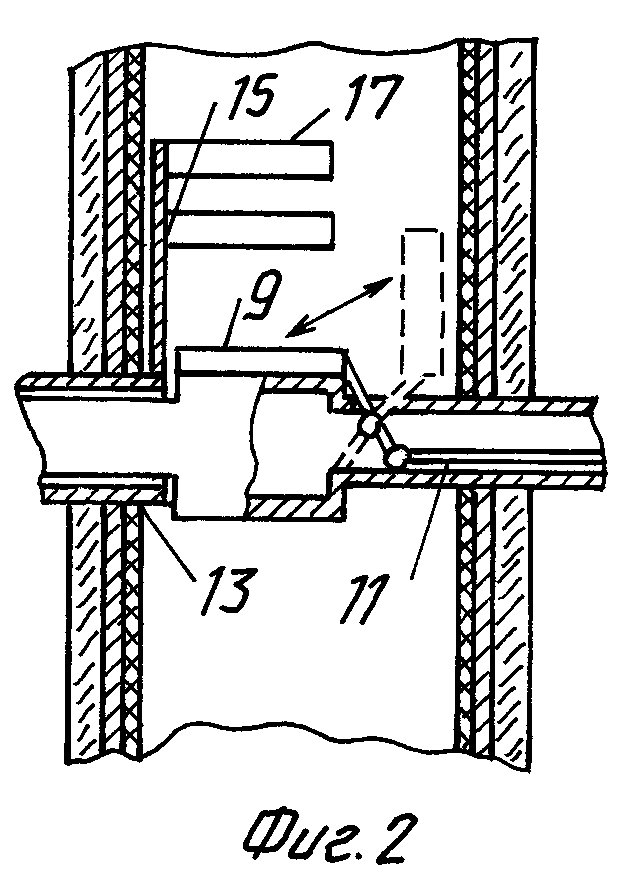
на фиг.2 - валок с фиксатором и качающимся кронштейном;
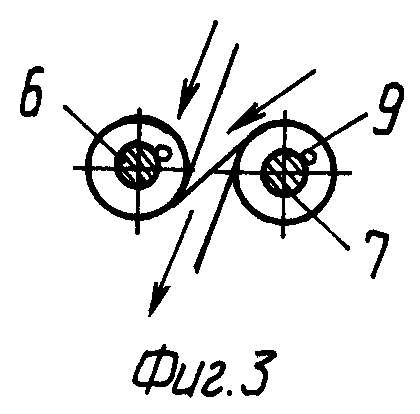
на фиг.3 - схема намотки валка (6);
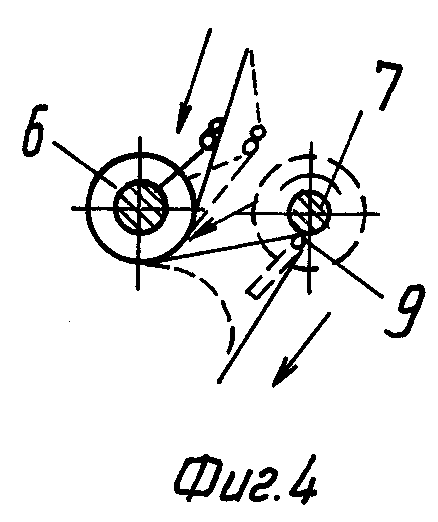
на фиг.4 - схема перехода меллополосы;
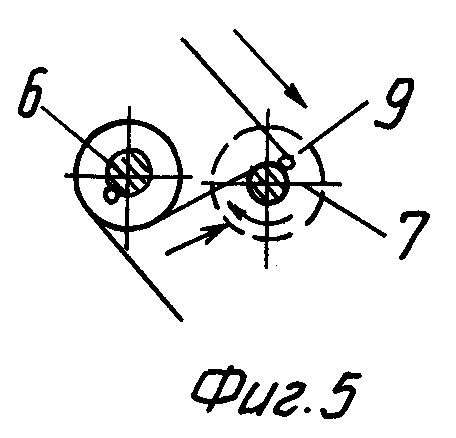
на фиг.5 - схема намотки валка (7).
Печь изотермического отжига содержит: корпус рабочей камеры 1 с термоизоляционным слоем 2; блок нагревательных элементов 3; входной патрубок 4 для подачи газовой среды; система отвода отработанных газов 5; вращающиеся валки 6 и 7, укрепленные в корпусе рабочей камеры, с прижимными фиксаторами 8 и 9, имеющими тяги 10 и 11; расположенные коаксиально валкам 6 и 7 втулки 12 и 13, жестко связанные с поворотными кронштейнами 14 и 15, на которых расположены ролики 16 и 17; направляющие валки 18 и 19.
Принцип действия печи изотермического отжига следующий. Полоса, имеющая определенную температуру, через направляющие валки 18 поступает в печь, температура в которой задается и поддерживается, исходя из условий режима процесса термообработки. Полоса наматывается бифилярным способом на валок 6 и сматывается с валка 7 (см. фиг. 3); при максимальном наполнении валка 6 происходит переход металлополосы (см. фиг.4): фиксатор 9 отклоняется к стене и отпускает нижнюю часть полосы на валок 6, при этом поворотный кронштейн 14 прижимает полосу к валку 7 и срабатывает фиксатор 9 (см. фиг.1) затем полоса бифилярным способом начинает наматываться на валок 7, а валок 6 начинает вращаться в обратном направлении: часть полосы сматывается с валка 6 на валок 7, а часть полосы с валка 6 выходит из печи. При максимальном заполнении валка 7 происходит обратный процесс, цикл повторяется (реверсивные привода вращающихся валков и привода втулок поворотных кронштейнов на чертеже не показаны).
Печь изотермического отжига позволяет осуществить выдержку металлополосы в течение 1-1,5 часа при определенной и необходимой температуре с целью получения полосы высшего качества в агрегатах непрерывной обработке металла. Предлагаемая конструкция, в сравнении с ближайшим аналогом, имеет преимущества: простота конструкции, отсутствие больших инерционных нагрузок при переходе металлополосы, что позволяет уменьшить металлоемкость конструкции в 7-10 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| БАШЕННАЯ ПЕЧЬ ДЛЯ АГРЕГАТА НЕПРЕРЫВНОГО ОТЖИГА | 1997 |
|
RU2153012C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОГО МЕТАЛЛА ВЫСШИХ КАТЕГОРИЙ ВЫТЯЖКИ С ТОНЧАЙШИМ ЦИНКОВЫМ ПОКРЫТИЕМ С ПРЕВОСХОДНОЙ ШТАМПУЕМОСТЬЮ | 1997 |
|
RU2128719C1 |
| ВАННА ДЛЯ ЦИНКОВАНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1997 |
|
RU2128715C1 |
| МАССАЖНОЕ КРЕСЛО | 1998 |
|
RU2135060C1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1998 |
|
RU2147616C1 |
| СПОСОБ ОХЛАЖДЕНИЯ МЕТАЛЛА В КОЛПАКОВОЙ ПЕЧИ | 1998 |
|
RU2138749C1 |
| Агрегат непрерывного нанесения покрытий | 1980 |
|
SU1082861A1 |
| БЕГОВАЯ ДОРОЖКА | 1998 |
|
RU2154512C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОС ХОЛОДНОКАТАНОГО ЛИСТОВОГО ПРОКАТА ДЛЯ ЭМАЛИРОВАНИЯ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ТИПА 08, ЛЕГИРОВАННОЙ ФОСФОРОМ (0,04 - 0,10 МАС.%) И АЛЮМИНИЕМ (0,02 - 0,08 МАС.%) | 1992 |
|
RU2010634C1 |
| Агрегат непрерывной обработки протяжных изделий | 1984 |
|
SU1234445A1 |
Изобретение относится к металлургической промышленности, а именно к печам для термообработки металлопроката. Техническим результатом является повышение эксплуатационных свойств и расширение функциональных возможностей печи. Печь изотермического отжига содержит рабочую камеру с термоизоляционным слоем, нагревательные элементы, патрубки для подачи газовой среды и выброса обработанных газов, валки с фиксаторами, имеющими тяги, оси, расположенные коаксиально валкам, с качающимися кронштейнами с роликами. Печь изотермического отжига открывает новые возможности проведения длительного изотермического отжига в процессе производства стальной полосы непрерывным способом. 5 ил.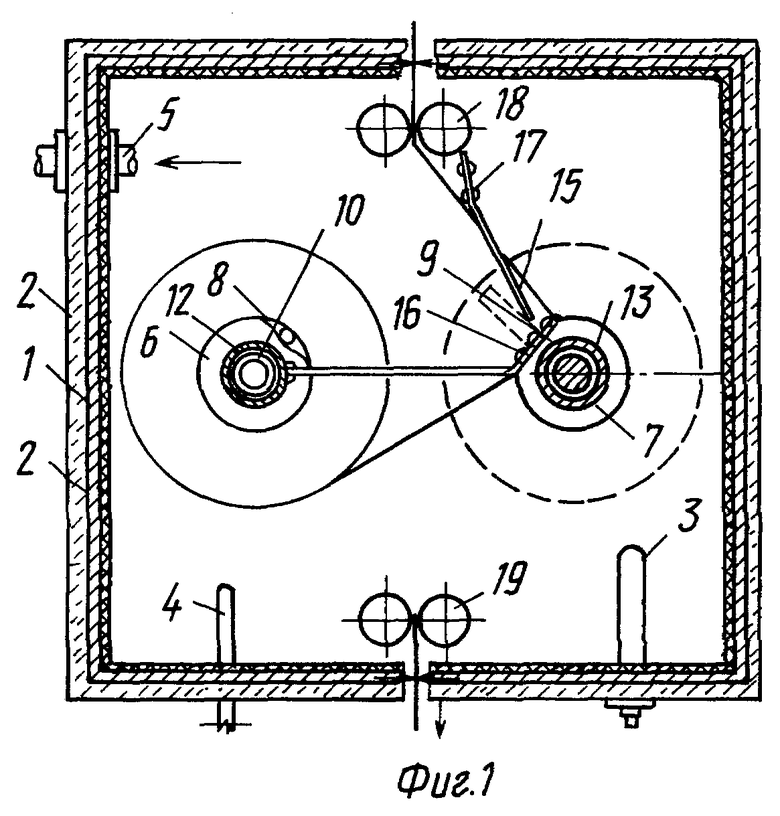
Печь изотермического отжига, содержащая рабочую камеру с термоизоляцией, нагревательные элементы и механизм бифилярной намотки, имеющий вращающиеся валки с прижимными фиксаторами, отличающаяся тем, что печь снабжена тягами, каждая из которых связана с соответствующим фиксатором и укрепленными в корпусе рабочей камеры коаксиально валкам втулками, на которых закреплены с возможностью качания кронштейны с роликами.
| Агрегат непрерывного нанесения покрытий | 1980 |
|
SU1082861A1 |
| Нагревательная печь | 1988 |
|
SU1601482A1 |
| Устройство для непрерывной термической обработки проката | 1979 |
|
SU998522A1 |
| US 4012028 А, 15.03.77 | |||
| Способ получения серной кислоты | 1926 |
|
SU8375A1 |

