Изобретение относится к цветной металлургии, в частности к модифицированию и литью магниевых сплавов.
Известны способы (кн. Колобнев И.Ф., Крымов В.В., Мельников А.В. Справочник литейщика. Цветное литье из легких сплавов. Издание 2-е перераб. и дополн. - М.: Машиностроение, 1974, с.248-249) модифицирования сплавов цветных металлов перегревом металла или обработкой его углеродсодержащими веществами. Механизм модифицирования при обработке перегревом заключается в образовании субмикроскопических соединений алюминия с железом или марганцем, являющихся центрами кристаллизации при затвердевании сплава. При модифицировании углеродсодержащими материалами центрами кристаллизации являются образующиеся карбиды - в основном Аl4С3 или AlN Аl4С3. Данные методы позволяют получать отливки с диаметром зерен 350-500 мкм в сечениях размером порядка 1 см2.
Однако использование первого из этих методов связано с перегревом сплава на 300-350°С, снижением производительности процесса, повышенным износом плавильных тиглей и увеличенными потерями металла из-за высокой окисляемости при указанной температуре. Второй метод нежелателен из-за загрязнения металла оксидами магния и кальция, а также примесями, содержащимися в углеродсодержащих материалах.
Известны способ модифицирования сплавов цветных металлов и устройство для его осуществления (Чухров М.В. Модифицирование магниевых сплавов. - М.: Металлургия, 1972, с.121-122, 148-169). Способ включает заливку приготовленного сплава в емкость, где происходит электромагнитное перемешивание всего объема расплава с одновременной обработкой расплава магнитным полем. Затем расплав подвергают кристаллизации (литье) с получением слитков с более мелкой структурой зерна и хорошими механическими свойствами. Предполагаемый механизм измельчения структуры слитков заключается в том, что турбулентное течение, возникающее у фронта кристаллизации, значительно увеличивает коэффициенты тепловой проводимости и диффузии. Это способствует выравниванию температур и химического состава в объеме жидкой фазы, увеличению ее общего переохлаждения, уменьшению толщины теплового и гидродинамического пограничных слоев. В результате подавляется рост столбчатых кристаллов и вместо них образуются глобулярные кристаллы, приводящие к измельчению микроструктуры слитка. По данной технологии литья получают структуру слитка с кристаллами 200-300 мкм при скорости литья 2,4-3 м/с.
Устройство для осуществления способа состоит из емкости, в которую заливают сплав, индуктора и литейной формы (кристаллизатора).
Недостатком данных способа модифицирования и литья сплавов цветных металлов и устройства для его осуществления является то, что перед кристаллизацией при обработке магнитным полем и модифицировании происходит перемешивание расплавленного сплава, что приводит к загрязнению сплава шламами, к снижению качества слитка и его механических свойств.
Известен способ литья магния из емкости на литейный конвейер (Авт.свид. СССР №235323, опубл. 16.01.1969, БИ №5), который по количеству общих признаков выбран в качестве прототипа, включающий заливку металла в емкость (печь), разливку металла с помощью электромагнитного насоса и обработку металла магнитным полем в процессе разливки. Это позволяет упростить операцию разливки.
Для осуществления способа предложено устройство (Авт.свид. СССР №235323, опубл. 16.01.1969, БИ №5), состоящее из емкости (печи), в которой размещен электромагнитный насос с металлотрактом (трубой), на которой размещен индуктор. Индуктор передвигается по металлотракту при помощи роликов из зоны расплавленного металла и за пределы печи. Электромагнитный насос с индуктором служат для перекачки металла из емкости в литейные формы.
Недостатками данного способа и устройства являются то, что слитки, получаемые в процессе литья, обладают низкими механическими свойствами из-за макрокристаллической структуры. Индуктор служит для перемещения металла из емкости на литейный конвейер и обработка металла магнитным полем происходит небольшой силы, что не позволяет осуществить модифицирование структуры металла.
Технический результат заключается в получении сплавов цветных металлов с мелкокристаллической структурой с размером зерен в пределах 30-60 мкм, что позволяет улучшить механические свойства сплавов, такие, как предел прочности и предел текучести. Кроме того, данная конструкция позволяет использовать любые типы насосов, осуществлять одновременное литье и модифицирование сплавов цветных металлов.
Для достижения технического результата предложен способ модифицирования и литья сплавов цветных металлов, включающий заливку сплава в емкость, модифицирование и разливку в литейные формы, новым является то, что модифицирование осуществляют в металлотракте насоса вне емкости путем его обработки переменным осесимметричным магнитным полем соленоида при пропускании сплава по оси симметрии магнитного поля.
Кроме того, величину индукции переменного осесимметричного магнитного поля соленоида поддерживают в интервале 0,1-0,5 Тл.
Кроме того, температуру расплавленного сплава при обработке магнитным полем поддерживают выше температуры ликвидуса на 10°.
Кроме того, расплавленный сплав пропускают по оси симметрии переменного магнитного поля со скоростью 0,1-1,5 м/с.
Кроме того, перед разливкой сплав отстаивают.
Кроме того, сплав отстаивают не более 2,5 ч.
Для осуществления способа предложено устройство для модифицирования и литья сплавов цветных металлов, содержащее емкость для сплава, источник магнитного поля и литейные формы, новым является то, что оно снабжено размещенным в емкости для сплава насосом с металлотрактом, а источник магнитного поля выполнен в виде индуктора переменного магнитного поля, размещенного на металлотракте насоса вне емкости.
Кроме того, индуктор переменного магнитного поля выполнен в виде короткого соленоида с соотношением полудлины к радиусу, равным 0,1-0,3.
Кроме того, металлотракт в зоне размещения индуктора переменного магнитного поля выполнен из немагнитного материала.
Механизм модифицирования по предлагаемому способу и устройству заключается в следующем. Расплавленный сплав, поступая по каналу металлотракта в рабочую зону индуктора (короткого соленоида), подвергается активному воздействию двух электромагнитных сил. Одна из них, условно названная скоростной, обусловлена взаимодействием движущегося сплава с магнитным полем соленоида, а другая - переменная - обусловлена изменением переменного магнитного поля в металле. Обе эти силы в цилиндрической системе координат раскладываются на радиальные и осевые составляющие. Осевая составляющая всегда направлена против движения металла, а радиальная составляющая сжимает струю металла на входе в соленоид и растягивает ее по радиусу при выходе из соленоида. Значительно сложнее поведение осевой и радиальной составляющих переменной электромагнитной силы, которые независимо от направления скорости движения металла в течение одного периода изменения индукции переменного магнитного поля, дважды сжимает и растягивает струю по оси и по радиусу. Величина переменной электромагнитной силы примерно на порядок превышает скоростную силу, а давление, обусловленное действием этой силы, легко достигает нескольких атмосфер. При этом наибольший интерес представляют не абсолютные величины давлений, а скорости их изменения по оси к радиусу канала, т.е. градиенты давлений, которые уже измеряются в десятках и сотнях атмосфер на метр. В результате сплав за время прохождения соленоида подвергается многократным и очень высоким напряжениям со стороны действия переменной составляющей электромагнитных сил. Так, например, при промышленной частоте 50 Гц и скорости движения металла в канале 0,5 м/с за время одного периода Т=0,02 с металл пройдет путь только в 1 см, т.е. в соленоиде, длина которого составляет 4 см, металл за время прохождения в соленоиде, подвергается 8-кратному сжатию и растяжению струи как по ее оси, так и по радиусу. Учитывая, что электропроводность металла (магния ~3,6·106 1/Ом·м) на четыре и более порядка превышает электропроводность слабопроводящих (хлориды, нитриды фториды ~102 1/Ом·м, интерметаллиды 10-1-102 1/Ом·м) и непроводящих (оксиды ~0 1/Ом·м) включений, то электромагнитные силы будут возникать только в сплаве, а включения будут подвергаться со стороны последнего очень сильным механическим воздействиям (напряжениям). Под действием этих напряжений тугоплавкие интерметаллиды, такие, как Mg2Si, Mg2Ca, Mg2N, TiSi2 и MnSi и др., присутствующие при температуре обработки в расплаве, будут разрушаться. При литье металла мелкие (менее 0,1-1,0 мкм) раздробленные тугоплавкие интерметаллиды являются зародышами кристаллов и вследствие этого полученные отливки имеют мелкокристаллическую структуру с размером зерен 40-60 мкм, что в несколько раз ниже, чем по прототипу (диаметр зерен 200-300 мкм).
Для достижения указанных условий необходимо, чтобы величина индукции переменного осесимметричного магнитного поля соленоидального типа поддерживалась в интервале от 0,1 до 0,5 Тл, температура магниевого сплава в процессе обработки превышала температуру ликвидуса сплава не менее чем на 10°С, а скорость расплава в канале металлотракта при прохождении через магнитное поле составляла 0,1-1,5 м/с.
Обработанный в магнитном поле расплав можно направлять сразу же на литье или предварительно подвергнуть отстою, что позволяет получить слитки с низким содержанием примесей.
Размещение индуктора вне емкости позволяет применять для разливки сплава насосы любого типа и осуществлять одновременно модифицирование и литье сплава.
Выполнение индуктора переменного магнитного поля в виде соленоида с отношением полудлины к радиусу, равным 0,1-0,3, позволяет получить на входе и выходе соленоида магнитное поле с максимально большой радиальной составляющей, т.к. именно она участвует в создании электромагнитных сил.
Кроме того, часть металлотракта насоса, пересекающая магнитное поле, должна быть установлена на оси симметрии короткого соленоида, выполнена из немагнитного материала (нержавеющая сталь, титана и т.д.).
Заявленная группа изобретений соответствует требованию единства изобретения, поскольку заявленная группа - способ модифицирования и литья сплавов цветных металлов и устройство для его осуществления образует единый изобретательский замысел, причем устройство предназначено для осуществления способа модифицирования и литья. При этом оба объекта предназначены для решения одной и той же задачи с получением единого технического результата.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными (идентичными) всем существенным признакам изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволил установить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном способе и устройстве для его осуществления, изложенных в пунктах формулы изобретения.
Следовательно, заявленное изобретение соответствует условию “новизна”.
Для проверки соответствия заявленного изобретения условию “изобретательский уровень” заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного способа и устройства. Результаты поиска показали, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований для достижения технического результата. Следовательно, заявленное изобретение соответствует условию “изобретательский уровень”.
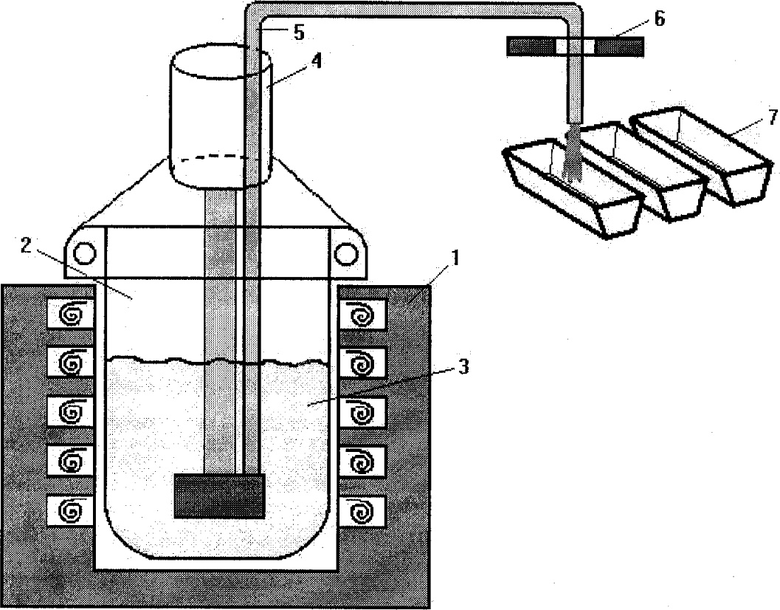
На чертеже показано устройство для модифицирования и литья сплавов цветных металлов, состоящее из печи 1, емкости 2 для расплавленного сплава 3, насоса 4, металлотракта 5, индуктора 6 переменного магнитного поля соленоидального типа, литейные формы 7.
Устройство работает следующим образом. В емкости 2 (тигля 2 производительностью 2 т с печью сопротивления 1) приготавливают сплав заданного состава, например МЛ5 (7,5-9,0% Аl, 0,15-0,5% Mn, 0,2-0,8% Zn). Затем в емкость 2 устанавливают центробежный насос 4 с металлотрактом 5, на выходе из емкости 2 перед литейной формой 7 размещен на металлотракте 5 индуктор 6 типа короткого соленоида при отношении полудлины к радиусу, равным 0,1-0,3. В зоне воздействия магнитного поля металлотракт 5 выполнен из немагнитного материала. Сплав в расплавленном виде проходит через металлотракт 5 и зону магнитного поля индуктора 6, где подвергается многократному сжатию и растяжению по оси и радиусу струи. В результате обработки магнитным полем тугоплавкие интерметаллиды, содержащиеся в сплаве, дробятся на мелкие частицы размером 0,1-1,0 мкм, сплав с измельченными металлидами сливают в литейные формы 7. В процессе обработки отбирали пробы металла на химический и металлографический анализы. Металл, отобранный от струи из металлопровода, т.е. сразу же после обработки в магнитном поле индуктора, имел мелкокристаллическую структуру с размером зерен от 35 до 60 мкм.
Таким образом, обработка сплавов цветных металлов осесимметричным переменным магнитным полем с индуктором в виде соленоида, размещенным на металлотракте насоса, позволяет в 1,5-2 раза уменьшить микроструктуру сплава цветных металлов и тем самым улучшить механические свойства сплава. Кроме того, предложенные способ и устройство позволяют осуществлять одновременное модифицирование сплава и литье, используя различного типа насосы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ МАГНИЯ И МАГНИЕВЫХ СПЛАВОВ | 1998 |
|
RU2135324C1 |
| СПОСОБ ОБРАБОТКИ ЛИГАТУРЫ МАГНИЙ-ЦИРКОНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2196844C2 |
| Способ модифицирования алюминия и его сплавов | 2017 |
|
RU2674553C1 |
| СПОСОБ ЛИТЬЯ МЕТАЛЛИЧЕСКИХ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2216427C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА ИЗ СПЛАВОВ ЦВЕТНЫХ МЕТАЛЛОВ | 2011 |
|
RU2477193C2 |
| Устройство для разливки и дозирования жидкого металла | 1981 |
|
SU1018797A1 |
| СПОСОБ ДЛЯ НЕПРЕРЫВНОЙ И ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457064C1 |
| СПОСОБ ВОЗДЕЙСТВИЯ ЭЛЕКТРОМАГНИТНЫМ ПОЛЕМ НА РАСПЛАВ МЕТАЛЛА И ИНДУКТОР ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2759178C2 |
| Установка для модифицирования алюминиевого расплава | 2019 |
|
RU2725820C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССАМИ КРИСТАЛЛИЗАЦИИ И СЕГРЕГАЦИИ В СЛИТКАХ | 1993 |
|
RU2095493C1 |
Изобретение относится к цветной металлургии, в частности, к модифицированию и литью магниевых сплавов. Способ включает заливку сплава в емкость, модифицирование и разливку в литейные формы. Модифицирование осуществляют в металлотракте насоса вне емкости путем его обработки переменным осесимметричным магнитным полем соленоида при пропускании сплава по оси симметрии магнитного поля. Величину индукции переменного осесимметричного магнитного поля соленоида поддерживают в интервале 0,1-0,5 Тл. Температуру расплавленного сплава при обработке магнитным полем поддерживают выше температуры ликвидуса на 10°С. Расплавленный сплав пропускают по оси симметрии переменного магнитного поля со скоростью 0,1-1,5 м/с. Перед разливкой сплав отстаивают не более 2,5 часов. Устройство содержит емкость для сплава, источник магнитного поля и литейные формы и снабжено размещенным в емкости для сплава насосом с металлотрактом. Источник магнитного поля выполнен в виде индуктора переменного магнитного поля, размещенного на металлотракте насоса вне емкости. Индуктор выполнен в виде короткого соленоида с отношением полудлины к радиусу, равным 0,1-0,3. Металлотракт в зоне размещения индуктора выполнен из немагнитного материала. Изобретение позволит получать сплавы с мелкокристаллической структурой, имеющие улучшенные механические свойства, а также использовать любые типы насосов. 2 с. и 7 з.п. ф-лы, 1 ил.
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 1992 |
|
RU2031171C1 |
| СПОСОБ ЛИТЬЯ МАГНИЯ И МАГНИЕВЫХ СПЛАВОВ | 1998 |
|
RU2135324C1 |
| СПОСОБ ВВЕДЕНИЯ ЦИРКОНИЯ В МАГНИЙ | 1991 |
|
SU1822592A3 |
| US 5186236, 16.02.1993. | |||
