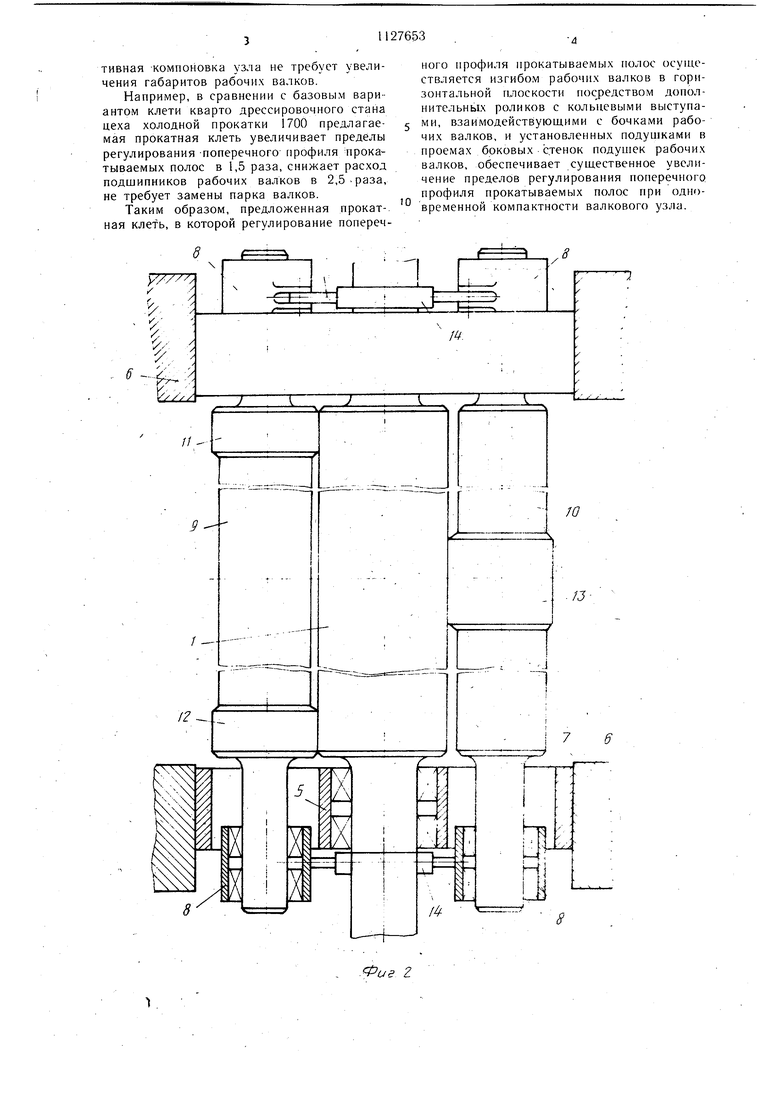
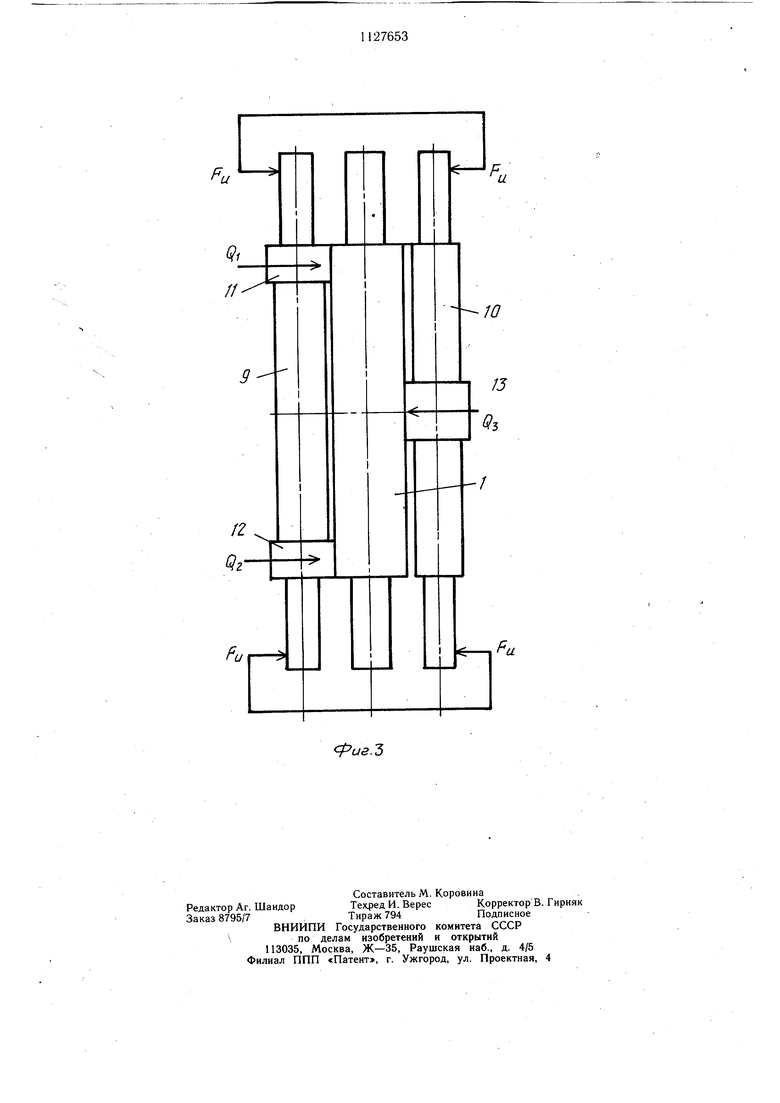
Изобретение относится к прокатному производству и может быть использовано для повышения точности геометрических размеров и улучшения качества формы лис-, тов и полос, получаемых на непрерывных и реверсивных станах горячей и холодной прокатки. Известна прокатная клеть, в которой регулирование поперечного профиля и формы полосы осуш.ествляется изгибом рабочих валков в горизонтальной плоскости при поМОШ.И гидроцилиндров, установленных в боковых лапах дополнительных подушек опорных валков за пределами станин прокатной клети 1. Недостатком устройства является дополнительноё нагружение опорных узлов рабочих валков регулировочными усилиями, которые существенно снижают несушую способность и долговечность подшипниковых узлов и ограничивают пределы регулирования прогиба рабочих валков в горизонтальной плоскости. Наиболее близким техническим решением к изобретению является прокатная клеть, содержащая валковый узел в составе опорных и рабочих валков, установленных подушками в станинах, а также средства принудительного изгиба рабочих валков в горизонтальной плоскости, например гидроцилиндры 2. Однако необходимость удлинения шеек рабочих валков увеличивает габариты валкового узла и прокатной клети в целом и затрудняет компоновку привода валков и главной линии стана. Цель изобретения - повышение компактности валкового узла. Указанная цель достигается тем, что в прокатной клети, содержащей валковый узел в составе опорных и рабочих валков, установленных подушками в станинах, а также средства принудительного изгиба рабочих валков в горизонтальной плоскоети, например гидроцилиндры, рабочий валок снабжен двумя холостыми роликами, один из которых имеет кольцевые утолщения, взаимодействующие с краями бочки рабочего валка, другой содержит кольцевое утолщение, взаимодействующее с серединой бочки рабочего валка, а подушки роликов размещены в горизонтальных направляющих, установленных в проемах, выполненных в боковых стенках подушек рабочих валков, и соединены один с другим с помощью горизонтально расположенных гидроцилиндров. В предложенной прокатной клети изгиб рабочих валков в горизонтальной плоскости осуществляют регулировочными усилиями, приложенными непосредственно к бочкам валков по схеме, обеспечивающей их наибольший прогиб. При этом исключается необходимость выполнения валков с удлинениыми шейками, опоры рабочих валков разгружены от усилий изгиба. Не испытывают изгибающих нагрузок и шейки валков в области их сопряжения с бочками. Это обеспечивает повышение несущей способности опорных узлов рабочих валков, проч.ности их шеек, что обуславливает возможность изгиба рабочих валков и регулирование поперечного профиля прокатываемых полос в больших технологических пределах. На фиг. 1 показана прокатная клеть, вид сбоку; на фиг. 2 - то же, разрез; на фиг. 3 - силовая схема изгиба рабочих валков в горизонтальной плоскости. Рабочие валки 1 и 2 (фиг. 1) и опорные валки 3 установлены подушками 4 и 5 в станинах 6 прокатной клети. В боковь1х стенках подушек 5 рабочих валков 1 и 2 выполнены проемы 7, в которых в горизонтальных направляющих установлены подушки 8 дополнительных роликов 9 и 10. На бочке ролика 9 (фиг. 2) выполнены кольцевые утолщения И и 12, контактирующие с краями бочки рабочего валка 1. Бочка ролика 10 снабжена кольцевым выступом 13, входящим в контакт с поверхностью средней части бочки рабочего валка 1. Дополнительные ролики 9 и 10 связаны друг с другом посредством гидроцилиндров 14 (фиг. 1), взаимодействующих с приливами 15 Подушек 8. Регулирование поперечного профиля прокатываемых полос изгибом рабочих валков в горизонтальной плоскости осуществляется следующим образом. При прокатке полос с нарушенной геометрией поперечного профиля рабочую жидкость подают Б штоковые полости гидроцилиндров 14, которые посредством подушек 8 взаимодействуют с шейками дополнительных роликов 9 и 10 с усилием Рц (фиг. 3). В свою очередь, ролики 9 и 10 передают усилия гидроцилиндров через контакт кольцевых утолщений И, 12 и 13 на бочку рабочего валка 1, что вызывает изгиб последнего в горизонтальной плоскости. Из геометрических соображений ввиду симметричности условий нагружения рабо-. чего валка , а.2к., где Ц1,Цг,(-усилия, воздействующие на бочку рабочего валка. Дополнительные ролИки 9 и 10 установлены относительно рабочих валков 1 и 2 таким образом, что их изгиб в горизонтальной плоскости в процессе регулирования поперечного профиля полос осуществляется в противоположных направлениях (фиг. 1), что увеличивает эффективность регулирования. При этом шейки рабочих валков и их опоры не испытывают регулировочных нагрузок, схема нагружения бочек валков обеспечивает наибольший их прогиб, а конструктивная -компоновка узла не требует увеличения габаритов рабочих валков.
Например, в сравнении с базовым вариантом клети кварто дрессировочного стана цеха холодной прокатки 1700 предлагаемая прокатная клеть увеличивает пределы регулирования -поперечного профиля прокатываемых полос в 1,5 раза, снижает расход подшипников рабочих валков в 2,5-раза, не требует замены парка валков.
Таким образом, предложенная прокатная клеть, в которой регулирование поперечного профиля прокатываемых полос осуществляется изгибом рабочих валков в горизонтальной П.ЛОСКОСТИ посредством дополнительных роликов с кольпевыми выступами, взаи.модействуюш.ими с бочками рабочих валков, и установленных подушками в проемах боковых стенок подушек рабочих валков, обеспечивает существенное увеличение пределов регулирования поперечного профиля прокатываемых полос при одновременной компактности валкового узла.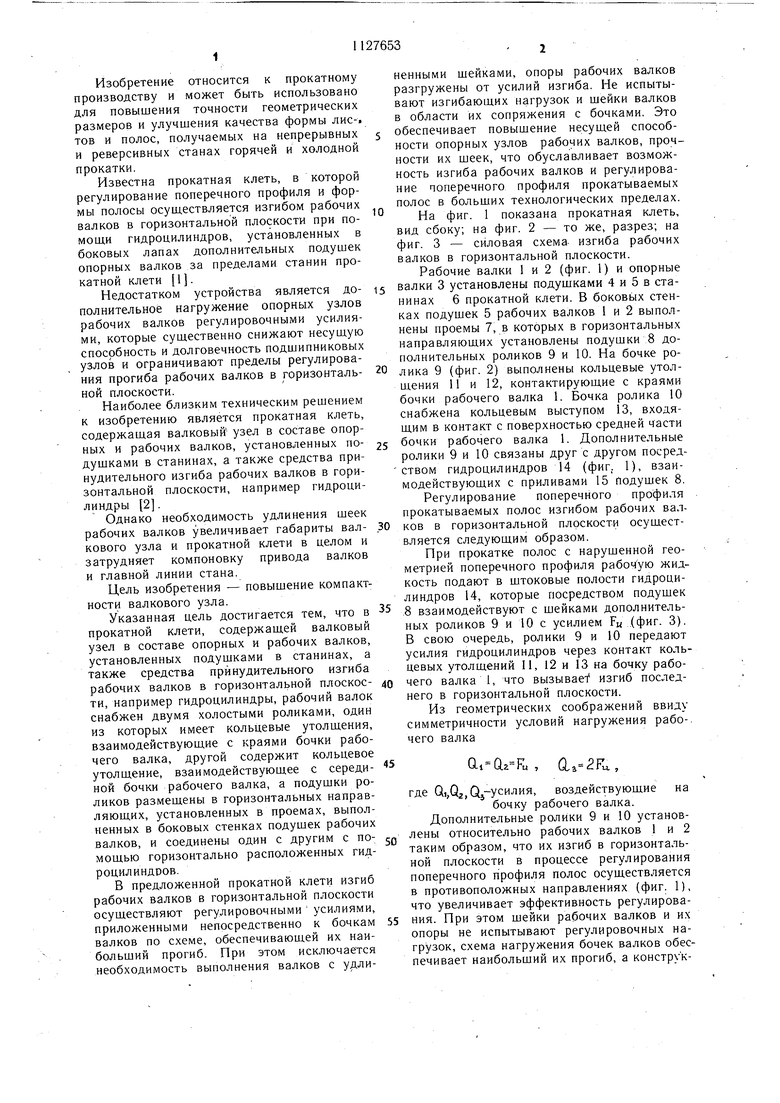
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1982 |
|
SU1088819A1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| Прокатная клеть | 1980 |
|
SU1003948A1 |
| Многовалковая система прокатной клети | 1986 |
|
SU1375365A1 |
| ВАЛОК ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА, ЧЕТЫРЕХВАЛКОВАЯ И ШЕСТИВАЛКОВАЯ КЛЕТИ С ПРИМЕНЕНИЕМ ЭТОГО ВАЛКА И НЕПРЕРЫВНАЯ ГРУППА ЧЕТЫРЕХВАЛКОВЫХ И (ИЛИ) ШЕСТИВАЛКОВЫХ КЛЕТЕЙ | 2012 |
|
RU2539119C2 |
| Прокатная клеть | 1983 |
|
SU1072934A1 |
| Валковый узел прокатной клети кварто | 1990 |
|
SU1733136A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Прокатная клеть | 1980 |
|
SU984519A1 |
| Способ регулирования толщины полосы при прокатке | 1978 |
|
SU772635A1 |
ПРОКАТНАЯ КЛЕТЬ, содержащая валковый узел в составе опорных и рабочих валков, установленных подушками е станинах, а также средства принудительного изгиба рабочих валков в горизонтальной плоскости, например гидроцилиндры, отличающаяся тем, что, с целью повышения компактности валкового узла, рабочий валок снабжен двумя холостыми роликами, один из которых имеет кольцевые утолщения, взаимодействуюш,ие с краями бочки рабочего валка, другой содержит кольцевое утолщение, взаимодействующее с серединой бочки рабочего валка, а подушки роликов размещены в горизонтальных направляющих, установленных в проемах, выполненных в боковых стенках подущек рабочих валков, и соединены один с другим с помощью горизонтально расположенных гидроцилиндров. (Л to О) сд со
I
3
Ш.
-Фае г
F,
и
Qi //
9
12
QzFur иг.Ъ
.
и
10 /J
e
3
/
-.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прокатная клеть | 1980 |
|
SU1003948A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПОПЕРЕЧНОЙ РАЗНОТОЛЩИННОСТИ ПОЛОСЫ ПРИ ПРОКАТКЕ | 0 |
|
SU392995A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
