Изобретение относится к гидрометаллургической обработке медных сернистых (сульфидных) руд или концентратов в присутствии ионов хлорида. Оно также относится к обработке смешанной руды, которая помимо меди содержит цинк или никель.
Уровень техники
Гидрометаллургическая обработка медных сернистых руд, например, халькопирита (CuFeS2), является проблематичной, поскольку строгие условия, необходимые на стадии окисления под давлением для эффективного выщелачивания меди из этих руд, приводят к окислению сульфида в руде до сульфата, в результате которого образуются большое количество кислоты, которая требует дорогой нейтрализации. Были сделаны попытки получить сернистый концентрат выщелачиваемым в относительно менее строгих условиях, в которых сульфид окислялся бы только до элементарной серы и не превращался бы в сульфат. Эти попытки включали предварительную обработку концентрата перед стадией окисления под давлением, чтобы сделать сернистый концентрат более легко выщелачиваемым, и выщелачивание концентрата в присутствии ионов хлорида, например, описанное в патенте США N 4039406. В этом способе, медь в концентрате преобразовывали в твердую основную сернокислую медь, из которой затем должна была быть извлечена медь, как описано в патенте США N 4338168. В процессе, описанном в патенте 4039406, значительное количество (20-30%) сульфида руды или концентрата окисляется до сульфата, что вызывает более высокую потребность в кислороде в процессе выщелачивания под давлением и образования серной кислоты. Это особенно невыгодно для концентратов с низким содержанием меди, которые имеют большое отношение S/Cu.
Настоящее изобретение заявляет способ гидрометаллургического извлечения меди, в котором уменьшается окисление сульфида в руде или концентрате до сульфата, причем способ дает возможность обработки медных руд или концентратов как с высоким, так и с низким содержанием меди.
Сущность изобретения
В соответствии с настоящим изобретением заявляется способ извлечения меди из сернистой медной руды или концентрата, предусматривающий стадии окисления руды или концентрата под давлением в присутствии кислорода и кислого хлоридного раствора для получения результирующего фильтрата продукта окисления под давлением и нерастворимой основной медной сульфатной соли, отличающийся тем, что окисление подавлением проводят в присутствии источника ионов бисульфата или сульфата, который выбирают из группы, состоящей из серной кислоты и сернокислого металла (сульфата металла), который гидролизуется в кислом растворе, и в котором величина вводимых от источника ионов бисульфата или сульфата, содержащая по меньшей мере стехиометрическое количество ионов бисульфата или сульфата, требуемое для получения основной медной сульфатной соли, меньше величины сульфата, генерируемого in situ в процессе окисления под давлением.
В соответствии с предпочтительным вариантом осуществления настоящего изобретения, способ дополнительно предусматривает стадии рециркулирования фильтрата продукта окисления под давлением на стадию окисления под давлением; выщелачивания основной медной сульфатной соли, получаемой окислением под давлением в процессе второго выщелачивания кислого сульфатного раствора для растворения основной медной соли с получением щелока от выщелачивания, содержащего в растворе сернокислую медь и результирующий твердый остаток; отделения щелока (от выщелачивания) от твердого остатка; воздействия на щелок от выщелачивания в процессе жидкостной экстракции для получения медного концентрированного раствора и рафината; и рециркулирования рафината на вторую стадию выщелачивания. В этом варианте осуществления, окисление под давлением может быть проведено при температуре от приблизительно 115oC до примерно 175oC. Окисление под давлением может быть также проведено при парциальном давлении кислорода в диапазоне от приблизительно 445 кПа (50 фунт на кв. дюйм) до примерно 1825 кПа (250 фунт на кв. дюйм).
Окисление под давлением предпочтительно проводят при заданном молярном отношении H+/Cu, где H - ионы водорода в кислом хлоридном растворе, а Cu - медь в руде или концентрате, чтобы концентрация меди в результирующем фильтрате продукта окисления под давлением после окисления под давлением была по существу равна концентрации меди в фильтрате продукта окисления под давлением, который рециркулируют на стадию окисления под давлением.
Концентрацию хлорида в фильтрате продукта окисления под давлением, который рециркулируют на стадию окисления под давлением, предпочтительно поддерживают в диапазоне от приблизительно 8 г/л до примерно 20 г/л, более предпочтительно - от приблизительно 11 г/л до примерно 14 г/л, а предпочтительнее всего - приблизительно при 12 г/л.
В описании сделана ссылка на применение хлорида. Однако очевидно, что хлорид при необходимости может быть заменен бромидом.
Второе выщелачивание предпочтительно осуществляют при pH в диапазоне от приблизительно 1,3 до примерно 2,2. Было установлено, что это максимизирует растворение меди и минимизирует растворение железа. Более предпочтительно осуществлять второе выщелачивание в диапазоне pH от приблизительно 1,6 до примерно 1,9.
Второе выщелачивание может быть выполнено при температуре от приблизительно 20oC до примерно 70oC, а предпочтительно при температуре от приблизительно 35oC до примерно 45oC.
Было установлено, что для второго выщелачивания адекватное время удерживания составляет менее одного часа, например, 15-20 минут.
Рафинат может быть разделен на первую часть, содержащую приблизительно две трети рафината, и вторую часть, содержащую приблизительно одну треть рафината, причем первая часть может быть рециркулирована на стадию второго выщелачивания, а вторая часть может быть подвергнута вторичной жидкостной экстракции для получения вторичного выщелачивателя и вторичного рафината. Вторичный выщелачиватель может быть использован в качестве экстрагента при жидкостной экстракции щелока от выщелачивания.
В другом варианте осуществления настоящего изобретения, окисление под давлением проводят при заданном молярном отношении H+/Cu, где H - ионы водорода в кислом хлоридном растворе, а Cu - медь в руде или концентрате, чтобы фильтрат продукта окисления под давлением содержал первую часть меди руды или концентрата, а основная медная соль содержала вторую часть меди руды или концентрата, дополнительно предусматривая стадии отделения фильтрата продукта окисления под давлением от основной медной соли; выщелачивания основной медной соли на этапе второго выщелачивания кислым сульфатным раствором, чтобы растворить медную соль для получения второго медного раствора и твердого остатка; и воздействия на фильтрат продукта окисления под давлением и второй медный раствор в процессе жидкостной экстракции для получения концентрированного медного раствора для электрохимического извлечения из него меди.
Способ может дополнительно предусматривать стадии воздействия на второй медный раствор и фильтрат продукта окисления под давлением в процессе жидкостной экстракции цинка перед жидкостной экстракцией меди органическим экстрагентом цинка для получения соответствующих первого и второго насыщенных цинком экстрагентов и соответствующих первого и второго рафинатов экстракции цинка; воздействия на первый рафинат экстракции цинка в процессе жидкостной экстракции органическим экстрагентом меди для получения первого насыщенного медью экстрагента и первого рафината экстракции меди; воздействия на второй рафинат экстракции цинка в процессе жидкостной экстракции первым насыщенным медью экстрагентом для образования второго насыщенного медью экстрагента и второго рафината экстракции меди; и удаления цинка из первого и второго насыщенных цинком экстрагентов для получения концентрированного цинкового раствора для электрохимического извлечения (цинка).
Второй насыщенный цинком экстрагент может иметь помимо цинка небольшую концентрацию меди, а способ может дополнительно предусматривать обработку второго насыщенного цинком экстрагента водным раствором сернокислого цинка, подаваемого противоточно, для замещения небольшой концентрации меди в этом экстрагенте цинком для получения цинкового раствора, по существу не содержащего примесей, для электрохимического извлечения (цинка), причем указанная обработка имеет множество последовательных этапов.
Фильтрат продукта окисления под давлением может быть подвергнут воздействию в процессе жидкостной экстракции цинка первым насыщенным цинком экстрагентом для получения второго насыщенного цинком экстрагента, и далее предусматриваются стадии удаления цинка из второго насыщенного цинком экстрагента для получения очищенного от цинка экстрагента; и рециркулирования очищенного от цинка экстрагента для осуществления жидкостной экстракции цинка второго медного раствора.
Способ может дополнительно предусматривать стадии воздействия на первый и второй рафинаты из жидкостной экстракции меди в процессе жидкостной экстракции никеля органическим экстрагентом никеля для получения соответствующих первого и второго насыщенных никелем экстрагентов и соответствующих первого и второго рафинатов экстракции никеля; и удаления никеля из первого и второго насыщенных никелем экстрагентов для получения концентрированного никелевого раствора для электрохимического извлечения (никеля).
В соответствии с настоящим изобретением дополнительно заявляется способ извлечения меди из сернистой медной руды или концентрата, предусматривающий этапы выщелачивания руды или концентрата на первой стадии выщелачивания кислым хлоридным раствором для получения первого медного раствора и нерастворимой основной медной соли; отделения первого медного раствора от основной медной соли; выщелачивания основной медной соли на второй стадии выщелачивания кислым сульфатным раствором для растворения медной соли с получением второго медного раствора и твердого остатка; и воздействия на первый и второй медные растворы в процессе жидкостной экстракции органическим экстрагентом для получения концентрированного медного раствора для электрохимического извлечения из него меди.
В соответствии с дополнительным аспектом настоящего изобретения заданное отношение H+/Cu выбирают в соответствии с уровнем содержания меди в руде или концентрате, причем величину отношения увеличивают при уменьшении содержания меди в руде или концентрате.
В соответствии с дополнительным вариантом выполнения настоящего изобретения заявляется способ извлечения меди, в котором источник ионов бисульфата или сульфата содержит раствор серной кислоты или раствор сернокислой меди.
Это изобретение относится также к меди, цинку и никелю, полученным посредством способа, соответствующего настоящему изобретению.
Дополнительные задачи и преимущества настоящего изобретения станут очевидными из приведенного ниже описания предпочтительных вариантов выполнения настоящего изобретения.
Перечень фигур чертежей
Фиг. 1 - блок-схема процесса гидрометаллургического извлечения меди, соответствующего одному варианту выполнения настоящего изобретения, который пригоден для обработки медных руд или концентратов с высоким содержанием меди.
Фиг. 2 - блок-схема процесса гидрометаллургического извлечения меди, соответствующего другому варианту выполнения настоящего изобретения, который пригоден для обработки медных руд или концентратов со средним и низким содержанием меди.
Фиг. 3 - блок-схема процесса гидрометаллургического извлечения меди, соответствующего дополнительному варианту выполнения настоящего изобретения, который помимо извлечения меди обеспечивает извлечение цинка.
Фиг. 4 - блок-схема процесса гидрометаллургического извлечения меди, соответствующего еще одному варианту выполнения настоящего изобретения, который помимо извлечения меди обеспечивает извлечение никеля.
Сведения, подтверждающие возможность осуществления изобретения
Способ, соответствующий настоящему изобретению, достаточно гибок для обработки целого диапазона медных концентратов, в которых содержание меди изменяется от низкого, то есть приблизительно 15% или менее, до высокого, то есть приблизительно 35% или более.
Вообще говоря, способ предусматривает стадию окисления под давлением, стадию атмосферного выщелачивания, одну или более стадий жидкостной экстракции и стадию электрохимического извлечения. Концентраты с различным содержанием меди требуют различной обработки на стадии окисления под давлением, требующей различных режимов работы. Эти режимы работы названы, соответственно, режимом A и режимом B. В режиме A, который эффективен при выщелачивании медных руд с высоким содержанием меди, на стадии окисления под давлением медь не выщелачивается. В режиме B, который эффективен при выщелачивании медных руд со средним и низким содержанием меди, на стадии окисления под давлением медь выщелачивается.
Далее будет описан каждый из двух режимов работы.
Режим A осуществления способа
На фиг. 1 приведена блок-схема работы в режиме A. Процесс имеет стадию 12 окисления под давлением, осуществляемую в резервуаре или автоклаве для окисления под давлением, стадию 14 атмосферного выщелачивания, первую и вторую, соответственно, стадии 16 и 18 жидкостной экстракции и стадию 20 электрохимического извлечения.
На стадии 12 окисления под давлением, все медные минералы преобразуют в основную сернокислую медь, CuSO4 • 2Cu(OH)2. Обработку осуществляют кислородом в присутствии кислого хлоридного раствора. Для этой цели в автоклав вводят кислород, а также HCl и H2SO4. Температура в автоклаве составляет приблизительно 130-150oC, а давление приблизительно 800-1500 кПа (100-200 фунт на квадратный дюйм). Это общее давление, состоящее из давления кислорода и давления пара. Время обработки составляет приблизительно 0,5-2,5 часов и процесс, как правило проводят в автоклаве непрерывного действия. Однако, при необходимости, этот процесс может быть осуществлен в периодическом режиме.
Содержание твердых частиц в автоклаве поддерживают на уровне приблизительно 12-25%, то есть 150-300 г/л, что находится в соответствии с ограничениями теплового баланса и вязкости.
Суспензию, получаемую в автоклаве, выгружают через один или несколько сливных баков 22 для уменьшения давления до атмосферного и температуры до 90-100oC. Жидкая часть суспензии названа раствором продукта стадии 12 окисления под давлением и указана ссылочным номером 21.
Суспензию из сливного бака (сливных баков) фильтруют, как показано поз. 24, и полученный в результате отфильтрованную часть тщательно промывали для, как можно, более полного удаления захваченного щелока.
Фильтрат продукта окисления под давлением после фильтрации 24 рециркулируют на стадию 12 окисления под давлением, но при этом имеется небольшой остаток порядка 5%. Этот остаток на стадии процеживания 26 определяется концентрацией растворимых в руде или концентрате металлов, которые могут растворяться в течение стадии 12 окисления под давлением. Остаток от процеживания 26 обрабатывают известью для удаления металлов, поз. 28, например, цинка и магния, в качестве твердых остатков, которые имелись в медном концентрате, и для противодействия накапливанию этих металлов в цикле окисления под давлением. Цикл окисления под давлением является циклом, начинающимся от стадии 12 окисления под давлением до стадии слива 22 в бак (баки), от фильтрации 24, до процеживания 26 и заканчивающимся на стадии 12 окисления под давлением. Этот цикл показан ссылочным номером 23.
Остаток от процеживания 26 подвергают жидкостной экстракции 27 перед обработкой 28 остатка от процеживания. Жидкостную экстракцию 27 осуществляют посредством приемлемого органического экстрагента для экстракции меди из остатка от процеживания 26. Эта жидкостная экстракция связана с стадиями 16 и 18 жидкостной экстракции, на которые будут ссылаться при последующем описании этих последних двух стадий жидкостной экстракции.
Перед стадией 12 окисления под давлением медный концентрат подвергают сначала повторному измельчению 30 для уменьшения размеров приблизительно 97% частиц до приблизительно 325 меш, что соответствует величине Р80 (прохождение 80%) 15 мкм. Повторное измельчение 30 осуществляют в растворе, который рециркулируют со стадии обработки 28 остатка от процеживания. Таким образом, суспензию из обработки 28 остатка от процеживания подвергают разделению 32 жидкость/твердая фаза и раствор рециркулируют для повторного измельчения 30 и отсортировывают остаток цинк/магний, как показано поз. 17.
Раствор, рециркулированный для повторного измельчения 30, является щелочной хлоридной жидкостью, имеющей pH 10. Использование этой жидкости минимизирует подачу воды в цикл 23 окисления под давлением, что является важным для поддержания теплового баланса и для наилучшего сохранения хлоридного раствора в цикле 23.
Как указано выше, медь на стадии 12 окисления под давлением не выщелачивается, но превращается в нерастворимую основную медную соль. Питающий раствор, подаваемый на стадии 12 окисления под давлением, является раствором 25, рециркулированным из фильтрации 24. Хотя в питающем растворе 25 имеется медь, выщелачивания меди не происходит, то есть процесс осуществляется так, чтобы концентрация меди в питающем растворе 25, подаваемом на стадию 12 окисления под давлением, была равна концентрации меди в растворе 21 продукта, получаемого на стадии 12. Это показано как Δ [Cu2+] = 0.
Питающий раствор 25, подаваемый на стадию 12 окисления под давлением, содержит приблизительно 15 г/л Cu и 12 г/л Cl вместе с приблизительно 30-50 г/л серной кислоты. Эта кислота вводится как добавка к H2SO4 (обычно 93%). Раствор 21 продукта стадии 12 окисления под давлением также содержит приблизительно 15 г/л Cu и 11-12 г/л Cl, но при pH 3. В растворе 21 продукта по существу не остается кислоты, так как она вся потребляется на стадии 12 окисления под давлением для образования основной медной соли. Как указано выше, питающий раствор 25, подаваемый на стадию 12 окисления под давлением, частично содержит рециркулированный фильтрат, к которому добавлена H2SO4. Прямой эффект добавления кислоты к фильтрату выражается в увеличении кислотности фильтрата, который подают в автоклав для осуществления стадии 12 окисления под давлением, но было обнаружено, что самым важным эффектом добавления кислоты или более конкретно ионов сульфата, является фактическое подавление серы, выделяющейся из концентрата в процессе осуществления стадии 12.
Как правило, окисление серы, которое имеет место, если кислота не добавлена, составляет приблизительно 25-30% содержания серы в концентрате, как в случае способа, описанного в патенте США N 4039406. Однако, если добавлена кислота, то окисление серы до сульфата уменьшается до приблизительно 5-10%. Это улучшение оказывает существенно благоприятное воздействие на процесс гидрометаллургического извлечения. Окисление серы до сульфата приводит к дополнительному увеличению стоимости по нескольким причинам, например, вследствие дополнительного кислорода, требуемого для реакции, дополнительного реагента, требуемого для нейтрализации кислоты, образуемой в результате окисления, и обеспечения отвода тепла, выделяемого в процессе окисления серы до сульфата, которое является очень экзотермической реакцией. Это фактически ограничивает производительность автоклава, в котором осуществляют стадию 12 окисления под давлением.
Химическая реакция, имеющая место в течение осуществления стадии 12 окисления под давлением, как представляется, изменяется при добавлении кислоты следующим образом:
Без добавления кислоты:
3CuFeS2 + 21/4O2 + 2H2O ---> [CuSO4 • 2Cu(OH)2] + 3/2Fe2O3 + 5So. (1)
При добавлении кислоты:
CuFeS2 + 15/4O2 + H2O + H2SO4 ---> CuSO4 • 2Cu(OH)2] + 3/2Fe2O3 + 6So. (2)
В обеих реакциях медь выделяется в виде основной медной соли, которая, как было обнаружено, содержит главным образом основную сернокислую медь.
Представляется, что в первой реакции, сульфат основной сернокислой меди образуется в результате окисления серы в концентрате, в то время, как во второй реакции он образуется ионами сульфата в кислоте, которую вводят в автоклав, исключая, таким образом, необходимость окисления серы до сульфата. Таким образом, ионы сульфата используют только для образования основной медной соли. Количество серной кислоты, необходимое для подавления окисления серы, было найдено экспериментально и составляет приблизительно 25-75 г/л, в зависимости от типа концентрата и процентного содержания твердой фазы в концентрате.
При проведении эксплуатационных испытаний имеет место более высокое окисление серы, чем предсказывается с помощью любой реакции. Первая реакция предсказывает окисление одной шестой или 16,7% серы, в то время как экспериментально показано, что эта доля составляет 25-30%. При добавлении кислоты, эксперименты показали, что до сульфата окисляется приблизительно 2-16% серы, а не 0%, как можно было бы предсказать, если бы вторая реакция, как была написана, была бы единственной реакцией, имеющей место. По этой причине эти уравнения реакции неточно отражают то, что имеет место при осуществлении стадии 12 окисления под давлением, а только приблизительно.
Хлорид по возможности, как можно больше, сохраняют в цикле 23 окисления под давлением, но, как правило, 3-10% хлорида теряется, из-за его попадания в твердую фазу при фильтрации 24. Таким образом, потеря хлорида должна быть восполнена введением HCl или другого источника хлорида для обеспечения в питающем растворе 25 содержания 12 г/л хлорида. Потери хлорида минимизируют тщательной промывкой твердой фазы, получаемой после стадии 12 окисления под давлением на фильтре 24. Количество промывочной воды ограничивается требованием сохранения водного баланса в цикле 23 окисления под давлением. Единственной потерей воды из цикла 23 является потеря в виде пара на стадии слива 22 и в фильтрационной части на стадии фильтрации 24. Следовательно, необходимо использовать рециркулируемый раствор, получаемый из стадии обработки 28 остатка от процеживания, для разжижения концентрата на стадии 30 измельчения, и таким образом минимизировать подачу свежей воды к концентрату для осуществления стадии 12 окисления под давлением.
Было установлено, что выгодно поддерживать содержание по меньшей мере 15 г/л Cu в растворе 21 продукта после стадии 12 окисления под давлением с тем, чтобы противодействовать потере хлорида в виде твердого основного хлорида меди, CuCl2 • 3Cu(OH)2, которая может иметь место, если в растворе не имеется достаточно меди для образования основного сульфата меди
4CuCl2 + 6H2O ---> CuCl2 • 3Cu(OH)2 + 6HCl. (3)
Этой реакции можно противодействовать введением в автоклав достаточного количества кислоты на стадии 12 окисления под давлением для сохранения по меньшей мере достаточного количества меди в растворе для удовлетворения стехиометрических требований к Cl в качестве CuCl2. Для 12 г/л Cl в растворе стехиометрическое содержание Cu составляет
63,5/71 • 12= 10,7 г/л Cu.
Таким образом, содержание 15 г/л Cu является безопасным минимумом для предотвращения значительной потери хлорида в виде основной медной соли.
С другой стороны, концентрация меди в растворе 21 продукта после стадии 12 окисления под давлением должна быть сохранена как можно меньшей, чтобы противодействовать образованию CuS в результате реакции элементарной серы с водным сульфатом меди. Эта реакция может иметь место на стадии 12 окисления под давлением или в суспензии после выгрузки из автоклава, но перед стадией 24 фильтрации
3CuSO4(водн.) + 4So+ 4H2O ---> 3CuS(тв.) + 4H2SO4. (4)
Эта реакция является особенно нежелательной, поскольку CuS является нерастворимым веществом в разбавленных кислотных средах стадии 14 атмосферного выщелачивания. Таким образом, медь не извлекается и это приводит к потере меди в конечный осадок.
Для противодействия образованию CuS, необходимо сохранять концентрацию меди в растворе 21 продукта на, как можно, низком уровне, то есть для некоторых концентратов ниже 30 г/л. Склонность к образованию CuS очевидно относится к типу концентрата, подлежащего обработке, причем концентраты со средним - высоким содержанием меди более склонны к образованию CuS. Таким образом, хотя высокая концентрация меди в растворе 21 продукта не представляет проблему для концентратов с низким содержанием меди, она не может быть допустима для концентратов с высоким содержанием меди.
Как известно в настоящее время, концентраты с высоким содержанием меди, то есть более 35% меди, являются лучше всего обрабатываемыми для получения, как можно, более низкой концентрации меди в растворе 21 продукта, то есть ниже 25 г/л Cu.
При необходимости поддержания концентрации по меньшей мере 15 г/л Cu в растворе в цикле 23 окисления под давлением, для концентратов с высоким содержанием меди имеется оптимальный диапазон концентрации меди 15-25 г/л. Для концентратов со средним содержанием меди, верхний предел может быть значительно увеличен, а для руды с низким содержанием меди, концентрация меди не играет большого значения.
Концентрация меди в фильтрате 29 продукта окисления под давлением может быть просто отрегулирована путем введения в питающий раствор 25, подаваемый на стадию 12 окисления под давлением, требуемого количества кислоты. Больше кислоты приводит в результате к более высокой концентрации меди вследствие растворения основной сернокислой меди
CuSO4 • 2Cu(OH)2(тв.) + 2H2SO4 ---> 3CuSO4(водн.) + 4H2O. (5)
Введение приблизительно 1 г/л кислоты приводит в результате к увеличению концентрации меди приблизительно на 1 г/л. Требуемую фактическую концентрацию кислоты определяют эмпирически сравнением результатов количественного анализа питающего раствора 25, подаваемого на стадию 12 окисления под давлением, и раствора 21 продукта, получаемого в результате осуществления стадии 12 окисления под давлением, для удовлетворения требования Δ [Cu2+] = 0. Однако объем раствора в цикле 23 определяется тепловым балансом.
Массовый процент твердой фазы в подаче суспензии медного концентрата на стадии 12 окисления под давлением может быть изменен по необходимости. Масса твердой фазы концентрата, подаваемого на стадию 12 окисления под давлением, определяется количеством меди, подлежащей извлечению. Масса жидкой фазы определяется главным образом тепловым балансом на стадии 12.
Требуемая рабочая температура на стадии 12 окисления под давлением составляла 150oC и нагрев должен осуществляться главным образом за счет теплоты реакции сернокислых минералов с кислородом высокого давления в автоклаве. Для концентратов с высоким содержанием меди, которые будут подвергаться обработке в режиме А, описываемом в настоящее время, это означает относительно малую величину отношения S/Cu и, таким образом, меньшую величину тепла, выделяемого на тонну меди, обрабатываемой в автоклаве. Много тепла, выделяемого в результате окисления, получается не из-за содержания меди, а от присутствия других основных элементов в концентрате, в частности, железа и серы. Если содержание меди в концентрате велико, то отношение S/Cu и Fe/Cu имеет небольшую величину, следовательно, имеет место более низкое выделение тепла.
Для достижения рабочей температуры от исходной температуры 50-80oC, которая типична для фильтрата 29 продукта окисления под давлением, который рециркулируют после фильтрации 24, необходимо регулировать количество воды, которое должно быть нагрето, поскольку вода является основным потребителем тепла на стадии 12 окисления под давлением. Непрактично охлаждать или нагревать суспензию внутри автоклава косвенными средствами, например, посредством нагревательного или охладительного змеевиков, поскольку быстрое образование накипи на всех поверхностях, особенно теплообменников, ведет к получению очень низких характеристик теплопередачи. Прямой нагрев или охлаждение инжекцией пара или воды также непрактичен с точки зрения водного баланса. Про этой причине требуется, чтобы тепловой баланс поддерживался балансированием выделения тепла, получаемого в результате реакции, теплоемкостью подаваемых материалов, то есть рециркулируемого питающего раствора 25 и суспензии концентрата. Основным параметром, который может в этом случае контролироваться, является объем питающего раствора 25. Это является одним из отличительных признаков режимов A и B. В режиме B, еще подлежащем описанию, тепла на тонну медного продукта выделяется намного больше. По этой причине можно использовать больший объем питающего раствора 25, подаваемого на стадию 12 окисления под давлением.
Как только объем раствора установлен, может быть определена кислотность раствора, поскольку общая масса кислоты ограничивается необходимостью поддерживать Δ [Cu2+] = 0. Как правило, для концентрата с высоким содержанием меди потребуется приблизительно 35-55 г/л кислоты.
Было установлено, что выгодно вводить небольшие концентрации некоторых поверхностно-активных веществ, которые изменяют физические и химические характеристики жидкой элементарной серы (So) в автоклаве на стадии 12 окисления под давлением. Поверхностно-активные вещества, например, сульфонат лигнина и квебрахо, вводимые в питающий раствор 25, подаваемый на стадию окисления под давлением в небольших количествах, то есть 0,1-3 г/л, могут уменьшить вязкость жидкой серы, а также изменить химическую реакцию процесса в автоклаве.
Добавки поверхностно-активных веществ могут уменьшить окисление меди не совсем понятным образом, но благоприятно для процесса. Представляется, что вследствие уменьшения вязкости, приводящей к понижению тенденции жидкой серы и твердой фазы удерживаться в автоклаве, уменьшается время удерживания этих материалов и, следовательно, имеет место уменьшение склонности серы к окислению.
Было также установлено, что имеет место более полная реакция медных минералов, если введены поверхностно-активные вещества, очевидно вследствие более низкой вязкости серы, которая не "смачивает" не вступившие в реакцию сернистые минералы и, таким образом, позволяет требуемой реакции пройти до конца.
Реакция (5) описывает, как введение серной кислоты в питающий раствор 25, подаваемый на стадию окисления под давлением, будет регулировать концентрацию меди в фильтрате 29 продукта окисления под давлением. Общая реакция окисления халькопиритной руды под давлением при введении серной кислоты дана реакцией (2), приведенной выше.
Подобная реакция может быть записана при использовании CuSO4 (вместо H2SO4) в качестве источника ионов сульфида
3CuFeS2 + 15/4O2 + 3H2O + 3/2CuSO4 ---> 3/2CuSO4 • 2Cu(OH)2 + 3/2Fe2O3 + 6So. (6)
Следует отметить, что по сравнению с одним молем серной кислоты в реакции (2), в реакции (6) требуется 3/2 моля сернокислой меди в качестве сульфата. По этой причине, если вместо серной кислоты в качестве источника ионов сульфата используют CuSO4, необходимо использовать в полтора раза больше молей CuSO4. Учитывая это, заявителем была разработана концепция эквивалента избытка сульфата, которая позволяет вычислить количество кислоты, которое необходимо ввести в питающий раствор 25, подаваемый на стадию окисления под давлением для достижения необходимой концентрации меди, и еще соответствующее реакции (6).
Принимая во внимание реакцию (6), можно вычислить "априори" количество кислоты, требуемое для постоянной концентрации меди в фильтрате 29 продукта окисления под давлением. Концепция эквивалента избытка сульфата является полезной.
Эквивалент избытка сульфата равен количеству сульфата в питающем растворе 25, подаваемом на стадию окисления под давлением, для образования основной сернокислой меди на стадии 12 окисления под давлением. Этот доступный сульфат находится в избытке определенного основного уровня CuSO4 и CuCl2.
Основной уровень CuSO4 и CuCl2 является достаточным для поддержания хлорида в растворе при концентрации 12 г/л в виде CuCl2 и, кроме того, приблизительно 4,3 г/л Cu в качестве CuSO4. Концентрация CuCl2, соответствующая концентрации 12 г/л хлорида в растворе, составляет 134,5/71 • 12 = 22,7 г/л CuCl2, который содержит 10,7 г/л Cu. Дополнительные 4,3 г/л Cu по этой причине означают общую концентрацию 15 г/л меди в сочетании с CuSO4 и CuCl2 в основном уровне.
Доступный сульфат в этом случае является совокупным сульфатом в качестве CuSO4 менее основного уровня. Например, если общая концентрация меди в фильтрате 29 продукта окисления под давлением составляет 28 г/л, то концентрация доступного сульфата составляет 28-15 = 13 г/л Cu • 98/63,5 = 20 г/л H2SO4 в качестве доступного сульфата из CuSO4.
После этого, из доступного сульфата в качестве CuSO4 делением на 1,5 вычисляют эквивалент избытка сульфата.
Эквивалент избытка сульфата = (доступный сульфат в качестве CuSO4)/1,5
Таким образом, в примере с общей концентрацией меди 28 г/л или концентрацией доступного сульфата из CuSO4 имеется 20/1,5 г/л = 13,3 г/л эквивалента избытка сульфата из CuSO4.
Наконец, если эквивалент целевой свободной кислоты составляет, скажем, 52 г/л H2SO4 в питающем растворе 25, подаваемом на стадию окисления под давлением, то требуемое количество кислоты на 13, 3 г/л эквивалента избытка сульфата меньше 52 г/л или 38,7 г/л H2SO4 Это количество, которое должно быть добавлено в питающий раствор 25, подаваемый на стадию окисления под давлением, для получения постоянной концентрации меди в фильтрате 29 продукта окисления под давлением, то есть основного уровня 15 г/л Cu.
При использовании Fe2(SO4)3 и ZnSO4 в качестве источника ионов сульфата вместо H2SO4 могут быть записаны другие реакции. В случае ZnSO4, цинк гидролизуется до основного сернокислого цинка, ZnSO4 • 3Zn(OH)2, который является основной солью Zn, аналогичной основной сернокислой меди. Эти реакции даны ниже в виде реакций (7) и (8).
3CuFeS2 + 15/4O2 + 2H2O + 1/3Fe2(SO4)3 ---> CuSO4 • 2Cu(OH)2 + 11/6Fe2O3 + 6So; (7)
3CuFeS2 + 15/4O2 + 13H2O + 4/3ZnSO4 ---> CuSO4 • 2Cu(OH)2 + 6So + Fe2O3 + 1/3{ZnSO4 • 3Zn(OH)2 • 4H2O}. (8)
Твердую фазу из стадии 12 окисления под давлением после фильтрации 24, обрабатывают на стадии 14 атмосферного выщелачивания при pH 1,5-2,0 при использовании рафината первой стадии 16 жидкостной экстракции, который является кислым, для растворения основной сернокислой меди. Выщелачивание 14 имеет место при температуре приблизительно 40oC в течение времени удерживания, равного приблизительно 15-60 минут. Содержание твердой фазы составляет приблизительно 5-15% или примерно 50-170 г/л, хотя процесс может быть осуществлен при концентрациях, находящихся вне этого диапазона.
В процессе стадии 14 атмосферного выщелачивания основные медные соли растворяются почти полностью с очень небольшим количеством железа, имевшимся в концентрате и перешедшим в раствор.
Как правило, щелок 33 от выщелачивания после разделения 34 жидкая фаза/твердая фаза, содержит приблизительно 10-20 г/л меди, в зависимости от процентного содержания твердой фазы, подаваемой на стадию 14 атмосферного выщелачивания, с 0,1-1,0 г/л железа и приблизительно 0,1-1,0 г/л хлорида. Большая часть этого железа и хлорида поступает из питающего рафината 37, а не из твердой фазы из стадии окисления под давлением, то есть они рециркулируются. Как правило, приблизительно 0,1-0,2 г/л железа и хлорида растворяются за прохождение (через реакционную систему).
Было установлено, что извлечение меди составляет приблизительно 95-98% от исходной подачи на стадию 12 окисления под давлением. Переход железа в раствор составляет приблизительно менее 1%. Суспензию 31, получаемую на стадии 14 атмосферного выщелачивания, трудно, если не невозможно, отфильтровать, но она хорошо отстаивается. Вследствие необходимости очень тщательного промывания твердой фазы выщелачивания, суспензию 31 нагнетают в цикл промывки противоточной декантации, указанный на фиг. 1, как отделение 34 твердой фазы от жидкой фазы. В течение цикла 34 противоточной декантации твердую фазу подают через ряд концентраторов с промывочной водой, подаваемой в противоположном направлении. При таком способе твердая фаза промывается и захватывается удаляемым раствором. Для уменьшения в захваченном растворе до менее 100 частей Cu на миллион в конечном остатке, требуется приблизительно 3-5 концентраторов с промывочным отношением (воды к твердой фазе) 5-7.
Нижний поток из последнего концентратора является конечным остаточным потоком 35, содержащим приблизительно 50% твердой фазы. Он может быть обработан для извлечения благородных металлов, например, золота и серебра, или отправлен в отходы. Благородные металлы могут быть извлечены с помощью известных способов, например, цианированием. Основными компонентами потока 35 являются гематит и элементарная сера, которые могут быть извлечены флотацией, если гарантируется рыночная стоимость.
Верхний поток из первого концентратора является раствором 33 продукта, который подают на первую стадию 16 жидкостной экстракции. Этот раствор содержит приблизительно 12 г/л Cu, 1 г/л Cl и 0,5 г/л Fe.
Оптимальная концентрация меди ограничивается способностью стадии 16 жидкостной экстракции извлекать максимум меди из раствора 33. Поскольку фракция, составляющая приблизительно одну треть рафината из стадии 16 жидкостной экстракции, фактически нейтрализована, важно минимизировать содержание меди в этом рафинате.
Жидкостная экстракция лучше всего осуществляется на разбавленных медных растворах из-за того, что концентрированный медный раствор приводит к более высокой концентрации кислоты в рафинате, что в свою очередь ведет к уменьшению эффективности экстракции. Однако более концентрированные растворы дешевле для обработки с точки зрения капитальных затрат, поскольку имеют меньший объем. Однако выше определенной точки, повышенная концентрация не уменьшает размеры агрегата для жидкостной экстракции, поскольку (I) имеется максимум загрузки органических веществ и (II) водный объем, как правило, поддерживают равным объему органических веществ для смешивания посредством водного рециркулирования. По этой причине, весь объем органического экстрагента и водного раствора ограничен только объемом органического экстрагента. Максимальная загрузка органических веществ и, следовательно, объем органических веществ, связана с концентрацией и характеристиками конкретного выбранного органического растворителя. Для типового растворителя, например, реагента LIXТМ из компании Henkel Corporation, максимальная загрузка на проход при 40% объемной концентрации в разбавителе составляет приблизительно 12 г/л Cu. По этой причине, получаемый раствор 33 также должен содержать приблизительно 12 г/л Cu.
Медь извлекают из получаемого раствора 33 из верхнего потока концентратора в два этапа извлечения в первой стадии 16 жидкостной экстракции для получения рафината 37, имеющего приблизительно 20 г/л свободной кислоты и примерено 0,3-1 г/л Cu. Большую часть этого рафината 37 рециркулируют к стадии 14 атмосферного выщелачивания, но приблизительно 25-30% является избытком в соответствии с требованиями по кислоте на стадии 14 атмосферного выщелачивания и должно быть нейтрализовано. Этот избыток 121 отделяют на этапе 36 и нейтрализуют.
Эту нейтрализацию осуществляют в два этапа для максимизации извлечения меди и для предотвращения проблем, связанных с загрязнением окружающей среды остатками нейтрализации, содержащими медь, то есть неизвлеченная из рафината 37 медь будет осаждаться при нейтрализации и может после этого позднее повторно раствориться, например, в пруду-хранилище. Первую нейтрализацию осуществляют при pH 2-3, как показано в поз. 38, при использовании известняка, который очень экономичен в качестве реагента по сравнению с известью. Продукт нейтрализации фильтруют, как показано в поз. 40, и полученную твердую фазу промывают водой из внешнего источника 45. Твердая фаза, которая главным образом является гипсом (сернокислым кальцием) и гидроокисями железа, отсортировывается, как показано в поз.41.
Фильтрат 39 отправляют на вторую стадию 18 жидкостной экстракции для извлечения оставшейся меди. Вторая стадия 18 жидкостной экстракции выгодна после первой нейтрализации 38 и приводит к очень низкой концентрации меди во вторичном рафинате 43, как правило, приблизительно в диапазоне 0,03-0,06 г/л Cu.
Как показано пунктирными линиями на фиг. 1, на второй стадии 18 используют аналогичный органический экстрагент, что и на первой стадии 16 жидкостной экстракции. Это также связано с жидкостной экстракцией 27 после процеживания 26 фильтрата продукта окисления под давлением. Органический экстрагент, который промывают на этапе 42 промывочной водой 122 из внешнего источника 45 и очищают на этапе 44, повторно рециркулируют на вторую стадию 18 жидкостной экстракции и затем пропускают на первую стадию 16 жидкостной экстракции. Очищенный органический экстрагент 125 разделяют для прохождения его части к жидкостной экстракции 27. Рафинат из жидкостной экстракции 27 вводят в насыщенный (медью) органический экстрагент 123 из жидкостной экстракции 16 перед промывкой 42. Промывочную воду 47 из промывки 42 пропускают к фильтрации 24 продукта окисления под давлением для использования в качестве питающей промывочной воды в процессе фильтрации 24. Полученный фильтрат продукта промывки добавляют к фильтрату 29 продукта окисления под давлением, извлекая, таким образом, содержащиеся медь и хлорид из промывочной воды 47 жидкостной экстракции.
Рафинат 43, полученный на второй стадии 18 жидкостной экстракции, снова нейтрализуют на второй стадии 46 нейтрализации, на этот раз при pH 10, и профильтровывают на этапе 48 для удаления всех растворенных тяжелых металлов, получая раствор 51, который используют в качестве промывочной воды в цикле 34 противоточной декантации для промывки конечного остатка 35 выщелачивания. Твердый остаток, полученный после фильтрации 48, удаляют, как показано поз. 53.
Очистка насыщенного и промытого органического экстрагента на этапе 44 осуществляют посредством отработанной кислоты или электролита 55 из стадии 20 электрохимического извлечения для получения чистого раствора сернокислой меди или насыщенного электролита 57, который затем пропускают на стадию 20 для электрохимического извлечения обычным способом.
Таким образом, можно видеть, что все потоки раствора в этом процессе рециркулируются и не имеется ответвления раствора от основного потока процесса. Удаляют из процесса только твердые остатки.
Режим B осуществления способа
На фиг. 2 приведена блок-схема осуществления процесса в режиме B. Аналогичными ссылочными номерами указаны стадии и операции в процессе, которые соответствуют стадиям в предшествующем варианте выполнения, показанном на фиг. 1. Например, стадия окисления под давлением и в этом случае указана поз. 12, стадия атмосферного выщелачивания - поз. 14, стадия электрохимического извлечения - поз. 20, сливной бак (сливные баки) - поз. 22, фильтрация продукта окисления под давлением - поз. 24, обработка остатка от процеживания фильтрата 29 продукта окисления под давлением - поз. 28, стадия измельчения - поз. 30, а цикл промывки противоточной декантации - поз. 34.
В этом режиме работы процесса стадию 12 окисления осуществляют как для окисления, так и для выщелачивания в раствор наибольшей части меди, содержащейся в питающем концентрате. Как правило, приблизительно 85-90% меди выщелачивается в раствор, причем только приблизительно 10-15% остается в остатке в качестве основной сернокислой меди.
Условия стадии 12 окисления под давлением, осуществляемой в автоклаве, остаются теми же, что и в процессе, проводимом в режиме A, за исключением того, что концентрация твердой фазы меньше, то есть 150-225 г/л.
В этом режиме проведения процесса Δ [Cu2+], как правило, составляет приблизительно 30-40 г/л Cu, то есть концентрация меди больше в растворе 21 продукта, получаемого на стадии 12 окисления под давлением. Питающий раствор 25, подаваемый на стадию 12 окисления под давлением, как правило, содержит 10-15 г/л Cu и 12 г/л Cl вместе с приблизительно 20-30 г/л серной кислоты.
В этом режиме на стадии 12 окисления под давлением не вводят серную кислоту из внешнего источника, как это имеет место в варианте выполнения, показанном на фиг. 1. В этом режиме кислоту получают из рециркулирования в процессе, то есть путем рециркулирования фильтрата 29 продукта окисления под давлением. Раствор 21 продукта, полученного на стадии 12 окисления под давлением, содержит приблизительно 40-50 г/л Cu и 11-12 г/л Cl при pH 2-2,5.
Содержание меди, выщелоченной в раствор 21 продукта стадии 12 окисления под давлением, должно контролироваться для того, чтобы получить требуемое распределение меди между раствором (85-90%) и остатком (10-15%). Такое распределение приводит к получению небольшого, но важного количества твердой фазы основной сернокислой меди в остатке выщелачивания. pH является удобным показателем наличия основной сернокислой меди, поскольку она является буферным агентом. При определенной концентрации сернокислой меди в растворе, диапазон pH 2-2,5 указывает на наличие основной сернокислой меди. Ниже pH 2 почти вся основная сернокислая медь растворится, в то время, как выше pH 2,5, образовывается слишком много основной сернокислой меди и, вероятно, недостаточно меди образуется в растворе 21.
Первым способом контроля является контроль количества кислоты в питающем растворе 25, подаваемом на стадию 12 окисления под давлением. Уровень кислоты, в свою очередь, контролируется степенью нейтрализации рафината из жидкостной экстракции фильтрата 29 продукта окисления под давлением, как описано ниже. Как правило, приблизительно 25-50% кислоты должно быть нейтрализовано, в зависимости от требуемого количества кислоты.
Концентрация кислоты, образуемой на стадии 12 окисления под давлением, изменяется от одной к другой в соответствии с используемыми условиями. Если концентрат дает большое количество кислоты на стадии 12 окисления под давлением, то питающему раствору 25 для достижения требуемого результата потребуется меньше кислоты. Минимум меди (из подачи концентрата), который должен перейти в раствор 21, составляет приблизительно 10%. Ниже 10% pH падает достаточно низко, из-за чего в фильтрате 29 продукта окисления под давлением быстро увеличивается концентрация железа. Обычно железо составляет приблизительно 10-50 частей на миллион, но если pH менее 2 и основная сернокислая медь в остатке быстро исчезает, то железо довольно быстро может увеличиться до более 1 г/л. Это нежелательно, поскольку имеется несколько примесей, например, As и Sb, которые удаляются из раствора только одновременно с гидролизом железа. По этой причине, отсутствие железа в растворе является хорошей гарантией низкого содержания примесей в фильтрате 29 продукта окисления под давлением. Железо также само является примесью, которую нужно иметь, как можно меньше, в цикле 20 электрохимического извлечения.
Однако имеется причина, которая ограничивает максимальное содержание меди в растворе. Было обнаружено, что некоторые концентраты фактически выщелачиваются более полно, если концентрация меди низка. Представляется, что это объясняется либо образованием вторичной CuS, как описано выше, или другим явлением, приводящим к плохим характеристикам окисления первичного минерала, халькопирита, в растворах с высоким содержанием меди. Установлено, что элементарная сера, выделяемая в процессе реакции на стадии 12 окисления под давлением, может покрывать или фактически инкапсулировать непрореагировавшие частицы халькопирита и препятствовать доступу реагентов. Это приводит к плохому извлечению меди. Это явление очевидно усугубляется высоким уровнем содержания меди в растворе. Оно может быть подавлено или ослаблено путем применения поверхностно-активных веществ, как описано выше. Проблема обостряется при применении некоторых концентратов, особенно концентратов с высоким содержанием меди. По этой причине, для этих концентратов желательно прежде всего ограничить концентрацию меди в фильтрате продукта окисления под давлением (то есть более 95%). Чтобы это сделать, необходимо иметь значительную часть меди в качестве основной сернокислой меди, то есть в твердом остатке после стадии 12 окисления под давлением, а не в фильтрате продукта окисления под давлением. Как правило, 20-40% меди может уйти в твердую фазу, если необходимо, для сохранения концентрации меди на достаточно низком уровне, чтобы обеспечить высокое извлечение меди.
Концентраты с более высоким содержанием меди представляют проблему низкого извлечения меди при высоком содержании меди в растворе. По этой причине по мере увеличения содержания меди в концентрате должна быть увеличена доля меди в твердой фазе. Эту зависимость поясняют результаты испытаний трех различных концентратов (см. табл. 1, табл. 1-12 см. в конце описания).
Молярное отношение H+/Cu относится к H+ в питающей кислоте и к Cu в питающем концентрате. Все H+ в питающей кислоте являются протонами, доступными при полной диссоциации кислоты даже в том случае, если в существующих условиях кислота не полностью диссоциировала. Величина Н+, приведенная в таблице, является оптимальным уровнем, определенным экспериментально, для обеспечения наилучших результатов.
Для концентрата N 1, который был концентратом с высоким содержанием меди, выбран режим A процесса, где вся медь переходит в щелок от выщелачивания и Δ [Cu2+] = 0. Отношение H+/Cu имеет такую величину, которая экспериментально найдена необходимой для получения требуемого результата Δ [Cu2+] = 0.
Для концентрата N 2, который был концентратом со средним содержанием меди, выбран режим B процесса, но с существенным количеством меди, перешедшим в твердую основную сернокислую медь. Это было достигнуто поддерживанием отношения H+/Cu на достаточно низком уровне, чтобы не вся медь растворилась в щелоке.
Для концентрата N 3, который был концентратом с низким содержанием меди, был также выбран режим B процесса, но в этом случае минимальное количество меди переходило в остаток, благодаря регулированию отношения H+/Cu на достаточно высоком уровне.
Остаток продукта, полученного на стадии 12 окисления под давлением, выщелачивают на стадии 14 атмосферного выщелачивания рафинатом 37, возвращаемым из жидкостной экстракции 16, который разбавлен кислотой при 3-10 г/л H2SO4. Поскольку большая часть меди продукта стадии 12 окисления под давлением переходит в фильтрат 29 продукта окисления под давлением и только небольшая фракция - в остаток продукта окисления под давлением, результирующий щелок 31 от выщелачивания после стадии 14 атмосферного выщелачивания вполне растворяет медь. В свою очередь это дает разбавленный рафинат 37 после жидкостной экстракции 16. Как правило, щелок 31 от атмосферного выщелачивания содержит 3-7 г/л Cu и 0,2-0,5 г/л Fe.
Суспензию, получаемую со стадии 14 атмосферного выщелачивания трудно фильтровать, как было отмечено при описании режима A. Однако хорошее отделение жидкой фазы от твердой и промывка могут быть достигнуты также как и прежде при использовании ряда концентраторов в устройстве 34 противоточной декантации. Промывочная вода 51 обеспечивается рафинатом из жидкостной экстракции 16, который нейтрализован, как показано в позиции 46. Это аналогично тому, что было написано в отношении режима А. Единственным большим отличием является более низкое содержание раствора 33 и меньший объем.
Раствор 33, полученный в результате осуществления стадии 14 атмосферного выщелачивания, подвергают жидкостной экстракции 16. Содержащий медь, фильтрат 29 после стадии 12 окисления под давлением подвергают воздействию стадии 50 жидкостной экстракции. По этой причине, имеется две стадии жидкостной экстракции, 16 и 50, для обработки двух разных потоков раствора 33 и фильтрата 29, соответственно. Признаком способа, соответствующего настоящему изобретению, является то, что органический экстрагент, используемый для осуществления жидкостной экстракции, является общим для обеих жидкостных экстракций 16 и 50.
Как показано на фиг. 2, очищенный органический экстрагент 125, поступающий с общей стадии 44 очистки органического экстрагента, сначала вводят в цикл 16 жидкостной экстракции, который имеет самую слабую концентрацию меди в водном растворе 33 и по этой причине для обеспечения эффективности необходимо, чтобы насыщение органического экстрагента медью было, как можно, меньше.
Затем насыщенный органический экстрагент 126 из жидкостной экстракции 16 направляют к жидкостной экстракции 50, где он вступает в контактное взаимодействие с фильтратом 29 с более высокой концентрацией меди. При жидкостной экстракции 50 нет необходимости достигать высокого отношения экстракции, поскольку рафинат 63 из этой экстракции рециркулируют, как показано, на стадию 12 окисления под давлением. С другой стороны, рафинат 37 из жидкостной экстракции 16 рециркулируют только частично, а часть нейтрализуют на этапе 46 для удаления избытка кислоты из этого цикла. По этой причине, более важным является достижение высокого извлечения меди из жидкостной экстракции 16.
Рафинат 37 из жидкостной экстракции 16 разделяют на этапе 36, как в режиме A, на одну треть 121, направляемую для нейтрализации 46, и две трети 120, рециркулируемые на стадию 14 атмосферного выщелачивания. Важным отличием от режима А является то, что рафинат 37 из жидкостной экстракции 16 имеет достаточно низкое содержание меди, то есть ниже 100 частей на миллион, так что перед нейтрализацией 46 нет необходимости иметь вторичную жидкостную экстракцию, как было в случае режима А. Это имеет место из-за низкой концентрации меди и объема раствора, дающих возможность более эффективно осуществлять жидкостную экстракцию 16.
Насыщенный органический экстрагент 65, полученный в результате двух последовательных операций 16, 50 жидкостной экстракции, промывают в два этапа в противотоке разбавленного кислого водного раствора 122, на этапе 42. Это делают главным образом для удаления захваченного водного раствора из насыщенного органического экстрагента 65 и, в частности, для уменьшения содержания хлорида прежде, чем органический экстрагент поступит на стадию 44 очистки. Требуемое количество промывочной воды составляет приблизительно 1-3% от объема органического экстрагента. Результирующий раствор 47, полученный после промывки, рециркулируют на стадию 12 окисления под давлением.
Промытый органический экстрагент 69 очищают на этапе 44 отработанным электролитом 55 со стадии 20 электрохимического извлечения для обеспечения чистого раствора сернокислой меди или насыщенного электролита 57 для обычного электрохимического извлечения.
Рафинат 63 разделяют на этапе 70 на две части 72, 74, как определяется требуемым молярным отношением H+/Cu. Часть 72 рециркулируют на стадию 12 окисления под давлением. Часть 74 нейтрализуют при pH 2 известняком на этапе 76 и фильтруют на этапе 78. Твердый остаток 80 промывают и удаляют. Фильтрат 82 рециркулируют с частью 72 для образования питающего раствора 25, подаваемого на стадию 12 окисления под давлением.
В связи с вышеуказанным, новым признаком способа является применение общего органического экстрагента для извлечения меди из двух отдельных водных питающих растворов. Это обеспечивает значительное уменьшение капитальных и эксплуатационных затрат в циклах жидкостной экстракции. Это также позволяет использовать большие количества воды в цикле противоточной декантации продукта атмосферного выщелачивания, так что хорошее промывание может быть достигнуто на конечном остатке и еще можно извлекать медь из такого разбавленного раствора.
Было установлено, что степень окисления серы, которое имеет место на стадии 12 окисления под давлением, сильно зависит от типа концентрата, например, от содержания меди и минералогии концентрата, подлежащего обработке, а также от условий осуществления стадии 12 окисления под давлением. На некоторых концентратах получено значительно более высокое окисление серы, то есть окисление серы в концентрате до сульфата, и этот эффект, в частности, отмечен в концентратах с низким содержанием меди (менее приблизительно 28 мас. % Cu). Было установлено, что значение этого параметра не так сильно влияет на содержание самой меди, как на отношение медь/сера в концентрате. Основными примесями в медном концентрате являются железо и сера из-за того, что медные руды, как правило, состоят из халькопирита вместе с другими минералами, в частности, пиритом FeS2 или прирролитом FeS.
При работе в режиме B проблему избыточного окисления серы на стадии 12 окисления под давлением при использовании концентратов с низким содержанием меди решают посредством преднамеренного растворения 90% меди и минимизации образования основной сернокислой меди. Реакция для халькопирита имеет вид
CuFeS2 + 5/4O2 + H2SO4 ---> CuSO4 + 1/2Fe2O3 + 2So + H2O. (6)
Таким образом, фильтрат 29 продукта стадии 12 окисления под давлением имеет высокое содержание сульфата и хлорида меди и его обрабатывают на стадии 50 жидкостной экстракции для получения чистого раствора сернокислой меди, который поступает на стадию 20 электрохимического извлечения.
На фиг. 3 приведена блок-схема гидрометаллургического процесса извлечения цинка, помимо меди. Аналогичными ссылочными номерами указаны стадии или операции процесса, которые соответствуют ссылочным номерам, использованным при описании предшествующих вариантов выполнения изобретения.
Концентрат подвергают повторному измельчению 30, как и в случае предшествующих вариантов выполнения.
Окисление под давлением смешанного медно-цинкового концентрата осуществляют аналогичным образом как концентрат, содержащий только медь, в соответствии с фиг. 2.
Цинк окисляется легко или легче, чем медь, и легче переходит в фильтрат 29 продукта окисления под давлением, чем в остаток продукта окисления под давлением. Это имеет место вследствие того, что цинк не так легко гидролизуется в качестве основного сернокислого цинка, как медь, то есть при более высоком pH.
Извлечение меди или цинка очевидно не затруднено высокими содержаниями раствора, как было обнаружено для концентратов с высоким содержанием меди. По этой причине, можно иметь наибольшую часть меди и цинка, перешедшую в фильтрат 29 продукта окисления под давлением, то есть, как в режиме B проведения процесса. Окисление серы мало, поэтому мало количество кислоты, образуемой на стадии 12 окисления под давлением. Следовательно, для получения большой величины отношения H+/Cu необходимо фактически рециркулировать всю кислоту со стадии 102 жидкостной экстракции при минимальной нейтрализации. Питающая кислота может иметь концентрацию 75 г/л H2SO4, приблизительно 10 г/л Cu, 5 г/л Zn и 12 г/л Cl.
Фильтрат 29 продукта окисления под давлением будет содержать как цинк, так и медь, в значительных концентрациях в зависимости от состава питающего концентрата. Для концентрата, содержащего 20% Cu и 5% Zn, фильтрат 29 продукта окисления под давлением может содержать приблизительно 50 г/л Cu, 15 г/л Zn и 12 г/л Cl.
Остаток продукта окисления под давлением выщелачивают на стадии 14 атмосферного выщелачивания аналогичным образом, как и в предшествующих вариантах выполнения, при использовании рафината 37 из жидкостной экстракции 16, получая смешанный медно-цинковый раствор для подачи к циклам жидкостной экстракции. Сначала извлекают цинк, а затем медь.
Как и в режиме B процесса для медных концентратов, подлежат обработке посредством жидкостной экстракции два водных потока. Фильтрат 29 продукта окисления под давлением имеет высокие концентрации меди и цинка, в то время как раствор 33 продукта атмосферного выщелачивания имеет небольшое содержание обоих элементов.
Новое устройство, описанное выше для цикла жидкостной экстракции, предназначенное для предшествующих вариантов выполнения, усовершенствовано для жидкостной экстракции цинка. Это заключается в том, что слабый раствор вступает в контактное взаимодействие с органическим экстрагентом, следующим за сильным раствором. В этом случае имеется два цикла, один для цинка и один для меди.
Можно извлекать медь после извлечения цинка в зависимости от выбора органического экстрагента и его сродства к этим двум элементам. Было установлено, что удовлетворительные результаты могут быть получены при использовании в качестве первого экстрагента диэтил-гексилфосфорной кислоты, которая избирательно действует на цинк по сравнению с медью. По этой причине были осуществлены две жидкостные экстракции 100 и 102, проведенные с помощью диэтил-гексилфосфорной кислоты, причем первая экстракция 100 - на слабом растворе 33, а вторая экстракция 102 - на более сильном растворе, каковым является фильтрат 29, поступающем со стадии 12 окисления под давлением, для извлечения цинка, оставляя медь в растворе.
Извлечение цинка с помощью диэтил-гексилфосфорной кислоты затруднялось плохими характеристиками экстракции в присутствии высоких концентраций кислоты. На практике это означает, что экстракция фактически останавливается при примерно pH 1,4 или приблизительно 7-10 г/л 42804. Для решения этой проблемы для жидкостной экстракции цинка предусмотрена промежуточная нейтрализация 104 при pH 2. Таким образом, жидкостная экстракция цинка осуществляется в две стадии, то есть на стадии 102 и на второй стадии 103 с нейтрализацией 104 между ними. Каждая стадия 102, 103 будет экстрагировать только 5-7 г/л цинка прежде, чем будет остановлена результирующей концентрацией кислоты в рафинате. Благодаря использованию промежуточной нейтрализации 104, общая экстракция цинка может быть увеличена до 10 г/л цинка или более. Рафинат 97 из первой стадии 102 жидкостной экстракции нейтрализуют до приблизительно pH 2-2,5 при нейтрализации 104 с помощью недорогого известняка (CaCO3) для получения твердых частиц гипса, которые отфильтровывают на этапе 98 и удаляют. Затем фильтрат 99 подают на вторую стадию 103 жидкостной экстракции. На вторую стадию, как правило, поступает 10 г/л Zn и 50 г/л Cu при pH 2-2,5. После экстракции второй рафинат 124, как правило, содержит 5 г/л Zn, 50 г/л Cu и 8 г/л кислоты.
Для цикла 16 жидкостной экстракции концентрация цинка достаточно мала с тем, чтобы это не представляло проблему.
Оптимальное содержание цинка фильтрата 29 продукта окисления под давлением ограничивалась главным образом возможностью цикла жидкостной экстракции экстрагировать цинк. Из-за того, что цинк достаточно слабо экстрагируется с помощью доступных экстрагентов (например, с помощью диэтил-гексилфосфорной кислоты), максимум приблизительно 5-7 г/л Zn может быть экстрагировано прежде, чем реакция остановится вследствие накопления кислоты в рафинате. Дальнейшая экстракция потребует нейтрализации кислоты. При использовании промежуточной нейтрализации могут быть извлечены более высокие концентрации Zn, однако промежуточная нейтрализация удаляет из цикла сульфат, который должен быть заменен либо окислением серы, либо введением свежей кислоты в цикле 23 окисления под давлением.
Одна промежуточная стадия нейтрализации, вероятно, совместима с сульфатным балансом, поэтому предпочтительно поддерживать Δ [Zn2+], величина которого равна концентрации цинка в фильтрате 29 продукта окисления под давлением минус концентрация цинка в рециркулируемом рафинате 72, до приблизительно 10 г/л. Таким образом, если питающая кислота, рециркулируемая как рафинат 72 из жидкостной экстракции содержит 5 г/л Zn, то фильтрат 29 продукта окисления под давлением должен содержать приблизительно 15 г/л Zn. Такое ограничение Δ [Zn2+] отличает процесс для Zn по сравнению с процессом для Cu. Более высокая способность к экстракции средства для экстракции растворителя Cu, которое хорошо экстрагирует Cu, может быть достигнута при гораздо более высоких концентрациях кислоты, до 75 г/л 42804, в рафинате по сравнению с только приблизительно 7-10 г/л для Zn. Следовательно Cu может быть экстрагирована из питающего раствора с концентрацией 50 г/л Cu.
После экстракции, насыщенный органический экстрагент (диэтил-гексилфосфорная кислота) 106 из цикла жидкостной экстракции Zn имеет некоторую концентрацию Cu как результат несовершенной избирательной способности экстрагента на основе диэтил-гексилфосфорной кислоты по отношению к Zn и простого захвата крепкого медного раствора. Как правило, отношение Zn/Cu в насыщенном органическом экстрагенте 106 из жидкостной экстракции Zn составляет приблизительно 150-300 : 1. Если медь не удалять, то вся она будет удалена вместе с цинком в процессе жидкостной очистки 114 и, таким образом, цинк будет удален в цинковый электролит 120, который подают на стадию 118 электрохимического извлечения Zn. Электрохимическое извлечение цинка требует очень чистого насыщенного электролита, если необходимо получить цинковый катод удовлетворительной чистоты при адекватной производительности. В насыщенном электролите отношение Zn/Cu должно составлять приблизительно 100000 : 1. По этой причине очень важно удалить почти всю медь либо из насыщенного органического экстрагента 106 или позднее из насыщенного электролита перед электрохимическим извлечением. Намного проще очищать насыщенный органический экстрагент 106.
Для удаления этой меди необходимо несколько стадий промывки или обработки - от 3 до 10, как правило, 5. Промывку делают разбавленным кислым водным раствором сернокислого цинка. Стадии промывки расположены последовательно, то есть обработанный органический экстрагент, выходящий из первой стадии промывки входит во вторую стадию промывки и так далее пока не пройдет через все другие стадии. Некоторое количество цинка вымывается вместе с медью, поэтому необходимо минимизировать количество подаваемой промывочной воды, а вместо этого использовать несколько промывочных стадий, расположенных противотоком.
Полученный в результате промывочный раствор 110 рециркулируют в цикл атмосферного выщелачивания для извлечения меди и цинка.
После промывки поток 112 органического экстрагента из жидкостной экстракции с помощью диэтил-гексилфосфорной кислоты готов для очистки 114 отработанным электролитом 116 из цикла 118 электрохимического извлечения цинка. Это дает насыщенный электролит 120 для электрохимического извлечения цинка при высокой производительности.
После очистки 114 органический экстрагент подвергают очистке 131 для удаления железа до рециркулирования экстрагента на жидкостную экстракцию 100. Очистку 131 осуществляют свежеприготовленным раствором 133 соляной кислоты, который вводят на стадии окисления под давлением.
Каждый рафинат 122, 124 из жидкостной экстракции цинка с помощью диэтил-гексилфосфорной кислоты подвергают воздействию селективного экстрагента меди, например, LIXТМ, в жидкостных экстракциях 16 и 50, соответственно.
Схема этих двух циклов 16, 50 аналогична циклам режима B процесса при общем органическом реагенте, используемом сначала в жидкостной экстракции 16, а затем в жидкостной экстракции 50. Насыщенный органический экстрагент затем промывают и очищают, как показано поз. 42 и 44, соответственно. Было установлено, что требования к жидкостной экстракции 50 не высоки вследствие предшествующей нейтрализации в цикле обработки цинка.
Рафинаты из жидкостной экстракции с помощью LIXT рециркулируют также, как и прежде, обратно на стадию 12 окисления под давлением и стадию 14 атмосферного выщелачивания, соответственно.
На фиг. 4 приведена блок-схема процесса гидрометаллургического извлечения никеля, помимо извлечения меди.
Аналогичными ссылочными номерами показаны стадии или этапы процесса, которые соответствуют соответствующим стадиям в описанных выше вариантах выполнения изобретения.
Для медно-никелевых концентратов процесс очень похож на процесс для медно-цинковых за исключением того, что все доступные жидкие экстрагенты менее избирательны к никелю, чем к меди. По этой причине, циклы 130, 132 жидкостной экстракции никеля расположены после соответствующих циклов 16,50 жидкостной экстракции меди, соответственно.
Насыщенный никелем экстрагент 135 из жидкостной экстракции 132 подвергают промывке 137 и затем очистке 139 перед рециркулированием к жидкостной экстракции 130. Очистку 139 осуществляют с помощью отработанного электролита из процесса электрохимического извлечения 140 никеля.
Кроме того, экстракция никеля достаточно слаба, так что требуется, например, нейтрализация аммиаком, как показано поз. 134 и 136, соответственно. Аммиак должен быть регенерирован из соответствующих рафинатов, например, с помощью процесса 138 известкового кипения, и рециркулирован.
Далее процесс, соответствующий настоящему изобретению, будет дополнительно пояснен на Примерах. Примеры 1-7 иллюстрируют стадию 12 окисления под давлением процесса. Примеры 8 и 9 иллюстрируют стадию 14 атмосферного выщелачивания. Примеры 10 и 11 иллюстрируют стадии жидкостной экстракции процесса.
Пример 1
(Испытание N 258)
Медный концентрат из рудника Highland Valley Copper Mine в Британской Колумбии подвергали окислению под давлением и атмосферному выщелачиванию в следующих условиях (периодический процесс):
Окисление под давлением
Температура: 150oC
Время удерживания: 60 минут
Давление: 1500 кПа (200 фунтов на кв. дюйм)
Атмосферное выщелачивание
Температура: 40oC
Время: 60 минут
pH: 1,5-1,7
(См. данные в конце описания)
Результаты приведены в Таблице 2.
В приведенных примерах все величины Δ [Cu2+] были вычислены для постоянного объема питающего раствора и фильтрата продукта окисления под давлением. Кислоту вводили в раствор продукта атмосферного выщелачивания, как требуется для получения конечной pH, как указано. Процентное распределение меди, показанное в Таблице 2, относится к стадии окисления под давлением. Можно видеть, что фильтрат продукта окисления под давлением почти не содержал дополнительной меди помимо того, что было в питающем растворе. Вся медь из питающего концентрата перешла в основную медную соль. Было окислено только 9,1 % серы, а полное извлечение меди после атмосферного выщелачивания составляло 97,3%. Окисление серы было вычислено на основе сульфатного баланса между потоками питающего раствора и продукта.
Примеры 2 и 3
(Испытание N 263 и N 265)
Два дополнительных испытания были проведены в тех же условиях, которые указаны выше в Примере 1, за исключением того, что в Примере 2 концентрация кислоты в питающем растворе, подаваемом на стадию окисления под давлением, была равна нулю, а в Примере 3 она составляла 35 г/л. Сравнительные результаты, полученные в Примерах 1-3, приведены в Таблице 3. Испытания Примеров 1-3 проводили в автоклаве в периодическом режиме.
Можно видеть, что кислотность питающего раствора, подаваемого на стадию окисления под давлением, оказывает влияние на окисление серы.
Благодаря увеличению кислотности питающего раствора, подаваемого на стадию окисления под давлением, от 0 до 35 г/л, окисление серы уменьшалось от 14% до 8%. Кислотность питающего раствора, подаваемого на стадию окисления под давлением, оказывает также влияние на изменение концентрации меди в питающем растворе и фильтрате. Для сохранения равновесного содержания меди в процессе окисления под давлением требуется приблизительно 25 г/л кислоты. Если концентрация кислоты в питающем растворе выше 25 г/л, то имеет место накопление меди в фильтрате.
Пример 4
(Испытание N 198)
При использовании такого же концентрата, как и в предшествующих примерах, испытание окисления под давлением проводили в автоклаве в непрерывном (а не в периодическом) режиме в следующих условиях
Окисление под давлением
Температура: 150oC
Время удерживания: 149 минут
Давление: 1500 кПа (200 фунт на кв. дюйм)
Число отделений: 4
Расход сухой твердой фазы: 4,0 кг/час (69% сухой твердой фазы)
Скорость подачи кислоты: 12,4 л/час
Температура питающего раствора: 85oC
Концентрат: Highland Valley Copper
Атмосферное выщелачивание (на пробе)
Температура: 40oC
pH: 1,5-1,7
Пробу суспензии продукта окисления под давлением фильтровали и фильтрационную часть затем подвергали атмосферному выщелачиванию в периодическом режиме для определения общего извлечения меди.
Окисление под давлением
Масса концентрата: 49 кг % (39,5 Cu, 16,85 Fe, 24,9 S)
Питающий раствор: 139 л г/л (13,1 Cu, 11,7 Cl, 53,7 H2SO4, 286 частей Fe на миллион)
Объем раствора продукта: 125 л г/л (17,5 Cu, 3,1 pH, 10 частей Fe на миллион)
Масса остатка после атмосферного выщелачивания: 34 кг % (1,3 Cu)
Результаты испытания приведены в Таблице 4.
Можно видеть, что медь из концентрата в основном превратилась в основную медную соль; только приблизительно 1% меди осталось в фильтрате. Величина Δ [Cu2+] была мала и после атмосферного выщелачивания общее извлечение меди составляло 97,3%. Величину окисления серы 6,6% получили вычислением на основе сульфатного баланса между потоками питающего раствора и продукта. Эта величина иллюстрирует то, как минимизировано окисление серы благодаря использованию высокого содержания сульфата в питающем растворе.
Пример 5
(Испытание N 206)
В Примере приведены результаты аналогичного, как в Примере 4, испытания в автоклаве в непрерывном режиме. В этот раз питающий раствор содержал больше меди и меньше кислоты.
Окисление под давлением
Температура: 150oC
Время удерживания: 149 минут
Давление: 1500 кПа (200 фунт на кв. дюйм)
Объем: 34 л
Число отделений: 4
Расход сухой твердой фазы: 4,0 кг/час (69% сухой твердой фазы)
Скорость подачи кислоты: 12,4 л/час
Температура питающего раствора: 72oC
Концентрат: Highland Valley Copper
Атмосферное выщелачивание
Температура: 40oC
pH: 1,5-1,7
Окисление под давлением
Масса концентрата: 47 кг % (40,1 Cu, 15,6 Fe, 24,9 S)
Питающий раствор: 143 л г/л (34,1 Cu, 12,1 Cl, 33,6 H2SO4, 16 частей Fe на миллион)
Объем раствора продукта 129 л г/л (12,4 Cu, 3,2 pH, 4 частей Fe на миллион)
Масса остатка после атмосферного выщелачивания: 33 кг % (1,47 Cu)
Результаты приведены в Таблице 5.
Этот пример иллюстрирует, как концентрация кислоты в питающем растворе может быть уменьшена введением меди в питающий раствор, то есть 33,6 г/л H2SO4 против 53,7 г/л в предшествующем примере. И в этом случае окисление серы очень мало вследствие высокой концентрации сульфата в питающих растворах.
Следующие испытания были проведены на концентрате с низким содержанием меди при использовании режима B процесса для иллюстрации этого варианта выполнения настоящего изобретения. В этом варианте требуется перевести основную часть меди из концентрата в раствор.
Пример 6
(Испытание N 352)
Испытание проводили в периодическом режиме в следующих условиях:
Окисление под давлением
Температура: 150oC
Время удерживания: 60 минут
Давление: 1500 кПа (200 фунт на кв. дюйм)
Атмосферное выщелачивание
Температура: 40oC
Время: 60 минут
pH: 1,5-1,7
Окисление под давлением
Масса концентрата: 225 г % (22,8 Cu, 25,3 Fe, 28,9 S)
Питающий раствор: 1100 мл г/л (13,6 Cu, 11,7 Cl, 34,0 H2SO4, 0 частей Fe на миллион)
Объем раствора продукта: 1035 мл г/л (53,5 Cu, 10,9 Cl, 2,9 pH, 32 частей Fe на миллион)
Атмосферное выщелачивание:
Фильтрат продукта: 1420 мл г/л (3,4 Cu, 0,7 Cl, 1.7 pH, 2,3 H2SO4, 0,62 Fe)
Масса остатка после: 184 г % (1,43 Cu, 27,6 Fe)
Результаты приведены в Таблице 6.
В этом случае, основная часть меди находится в фильтрате. Окисление серы составляло 13,5%. Извлечение меди было получено равным 95%.
Переход 79% меди в фильтрат объясняется высоким отношением H+/Cu.
Пример 7
(Испытание N 88)
Дополнительное испытание было проведено с концентратом, имеющим то же низкое содержание меди, в автоклаве в непрерывном режиме в следующих условиях:
Окисление под давлением
Температура: 150oC
Время удерживания: 53 минуты
Давление: 1500 кПа (200 фунт на кв. дюйм)
Число отделений: 5
Расход сухих компонентов: 7,2 кг/час (68% сухих компонентов)
Скорость подачи кислоты: 32,8 л/час
Температура питающего раствора: 45oC
Концентрат: Island Copper
Атмосферное выщелачивание
Температура: 40oC
pH: 1,5-1,7
Окисление под давлением
Масса концентрата: 55 кг % (22,5 Cu, 25,4 Fe, 29,1 S)
Питающий раствор 250 л г/л (9,4 Cu, 13,2 Cl, 35,0 H2SO4
Объем раствора продукта 225 л г/л (50,8 Cu, 2,8 pH)
Атмосферное выщелачивание
Масса остатка: 47 кг % (1,4 Cu)
Результаты приведены в Таблице 7.
И в этом случае основная часть меди перешла в фильтрат продукта окисления под давлением из-за высокого отношения H+/Cu.
Примеры 8 и 9.
Эти примеры иллюстрируют работу атмосферного выщелачивания и противоточной промывки в непрерывных режимах A и B. В этих примерах были созданы рабочие условия, приведенные в Таблице 8.
Пример 8 иллюстрирует режим A (фиг. 1) варианта выполнения процесса, в котором медь по существу полностью содержится в фильтрационной части продукта окисления под давлением, а Пример 9 иллюстрирует режим B (фиг. 2) варианта выполнения, где только небольшая часть меди содержится в фильтрационной части. Полученные результаты приведены в Таблицах 9 и 10, соответственно. В Примере 8 общее извлечение меди составляло 97,5%, а в Примере 9 - 94,6%.
Примеры 10 и 11
Эти примеры иллюстрируют стадии жидкостной экстракции процесса. В Примере 10 процесс проводили в соответствии с фиг. 1 варианта выполнения, в Примере 11 - в соответствии с фиг. 2. В обоих случаях были использованы следующие рабочие параметры:
Время удерживания в смесителе: 3-6 минут
Температура: 40-45oC
Органический экстрагент меди: 40% v/v LIXТМ 70 : 30 v/v 860n : 84N
Органический разбавитель: 60% v/v ORFOM SX-11
Полученные результаты приведены в Таблицах 11 и 12. Ссылочные номера, идентифицирующие различные потоки, аналогичны ссылочным номерам, показанным на фиг. 1 и фиг. 2, соответственно.
В Примере 11 приблизительно две трети очищенного экстрагента 125 отводили на жидкостную экстракцию 16 и подавали непосредственно на стадию 50 жидкостной экстракции, которая имела две стадии. Только одну треть очищенного экстрагента 125 подавали на жидкостную экстракцию 16, получая первый экстрагент с захваченной медной солью, который вводили во вторую стадию 50 жидкостной экстракции для соединения с потоками из жидкостных экстракций 16 и 50 в комбинированный экстрагент 65.
Хотя в этой заявке подробно были описаны только предпочтительные варианты выполнения настоящего изобретения, это изобретение не ограничено ими и в объеме прилагаемой формулы изобретения могут быть сделаны изменения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗВЛЕЧЕНИЯ НИКЕЛЯ И/ИЛИ КОБАЛЬТА ИЗ РУДЫ ИЛИ КОНЦЕНТРАТА | 1996 |
|
RU2178007C2 |
| СПОСОБ ИЗВЛЕЧЕНИЯ МЕТАЛЛА | 1996 |
|
RU2179192C2 |
| СПОСОБ ИЗВЛЕЧЕНИЯ НИКЕЛЯ И/ИЛИ КОБАЛЬТА (ВАРИАНТЫ) | 1996 |
|
RU2174562C2 |
| СПОСОБ ИЗВЛЕЧЕНИЯ МЕТАЛЛА ИЗ РУДЫ ИЛИ КОНЦЕНТРАТА | 1998 |
|
RU2224036C2 |
| Способ комплексной переработки сульфидно-окисленных медно-порфировых руд | 2018 |
|
RU2685621C1 |
| СПОСОБ ПЕРЕРАБОТКИ СУЛЬФИДНО-ОКИСЛЕННЫХ МЕДНЫХ РУД | 2007 |
|
RU2337160C1 |
| Способ переработки медно-никелевых сульфидных материалов | 2019 |
|
RU2706400C1 |
| СПОСОБ ЭКСТРАКЦИИ МЕДИ ИЗ СЕРНОКИСЛЫХ РАСТВОРОВ, СОДЕРЖАЩИХ ИОНЫ ДВУХВАЛЕНТНОГО ЖЕЛЕЗА | 2007 |
|
RU2339714C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОСТАТКОВ СИНТЕЗА КАРБОНИЛЬНОГО НИКЕЛЯ | 2009 |
|
RU2398030C1 |
| СПОСОБ ПЕРЕРАБОТКИ МЕДНОГО КОНЦЕНТРАТА ОТ ФЛОТАЦИОННОГО РАЗДЕЛЕНИЯ ФАЙНШТЕЙНА | 2007 |
|
RU2341573C1 |
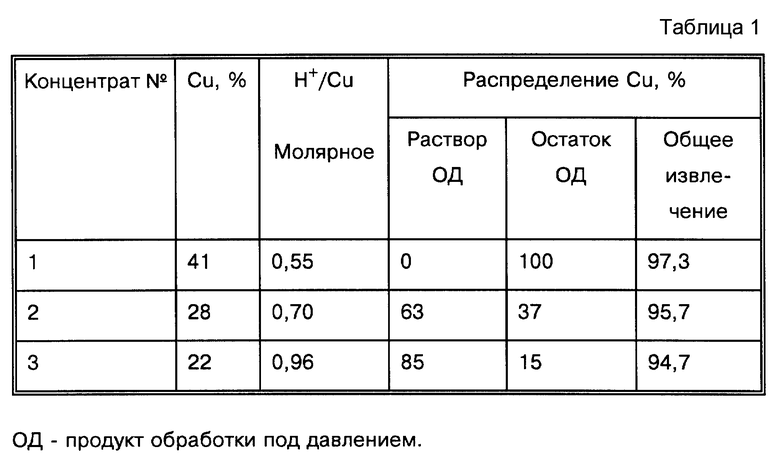
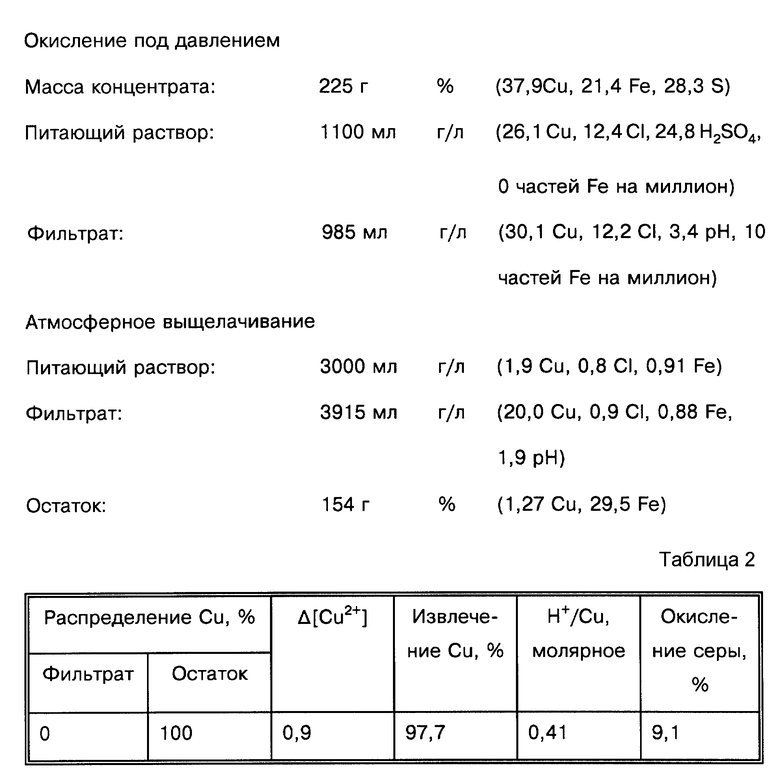
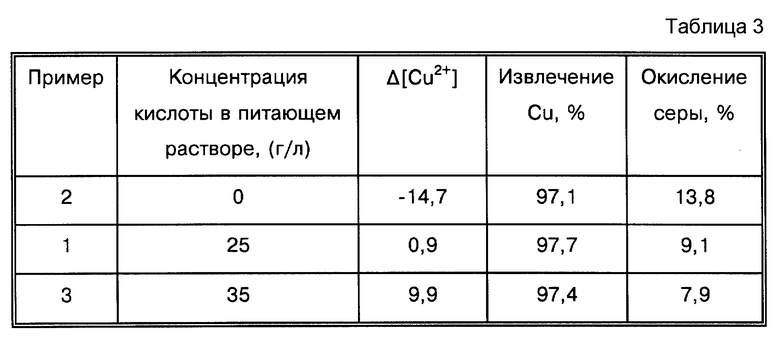
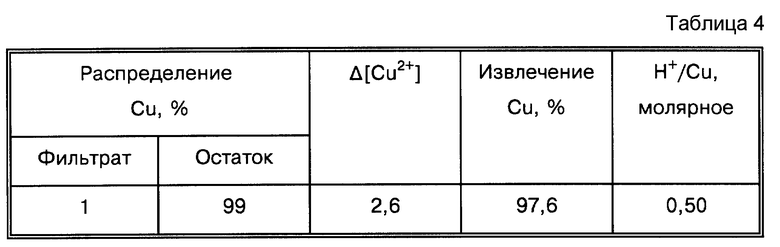
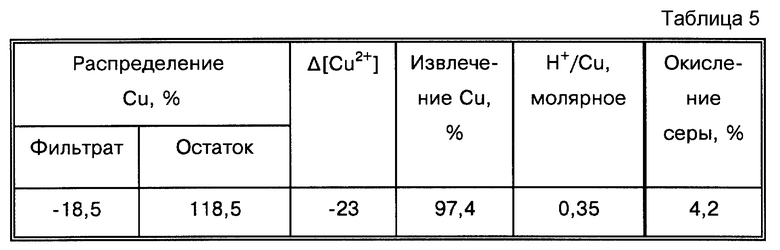
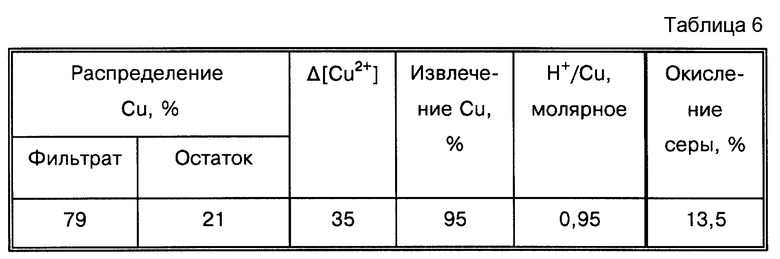

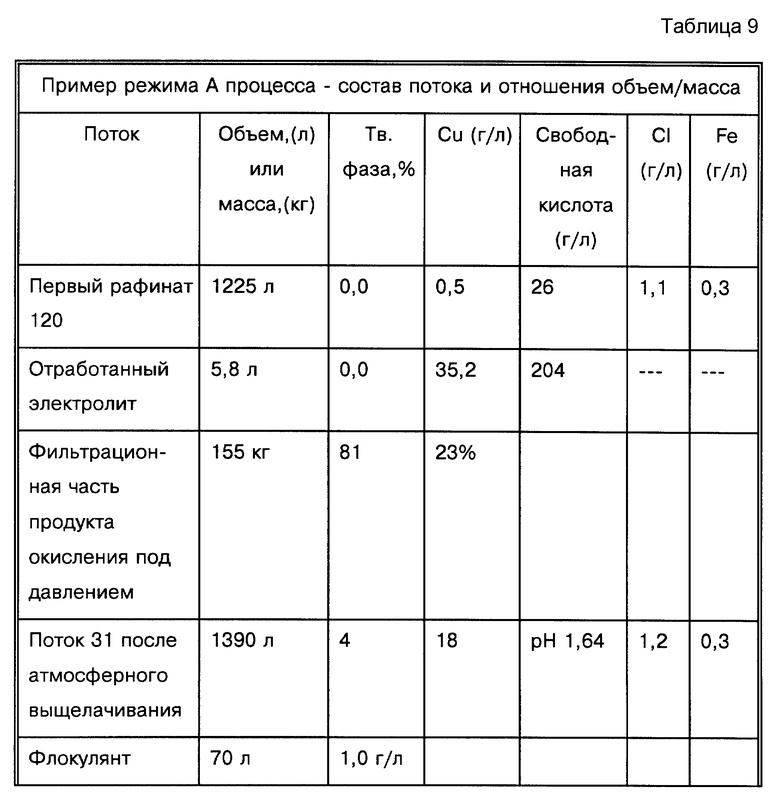
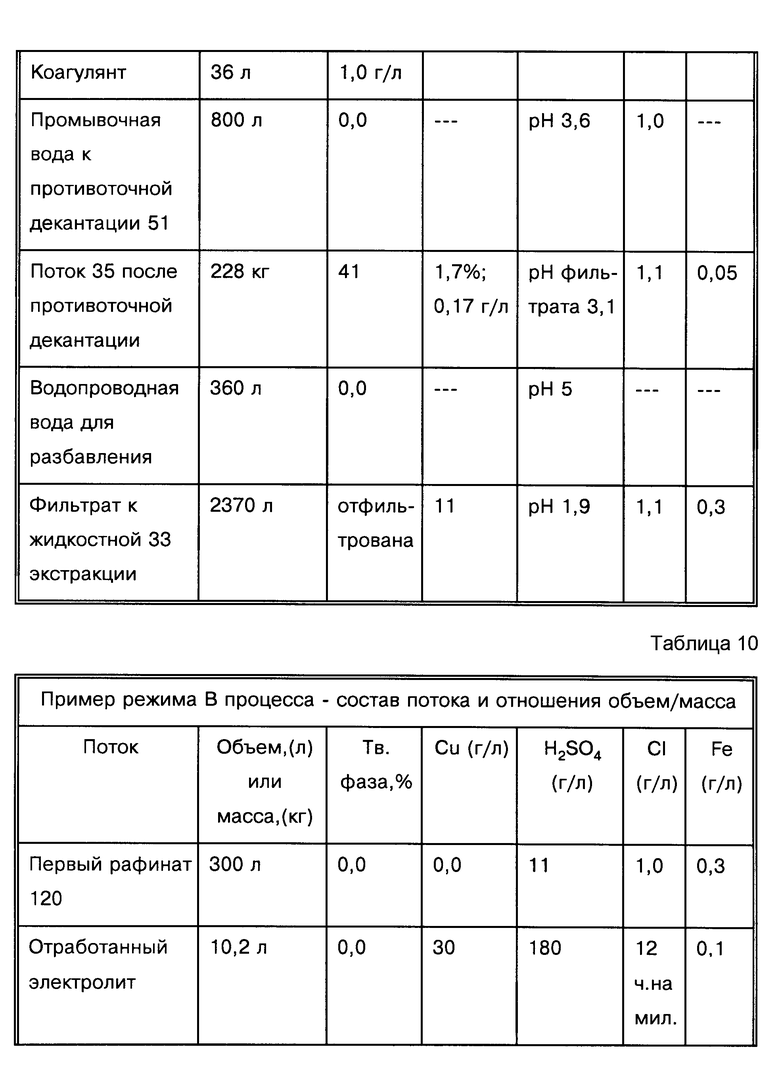


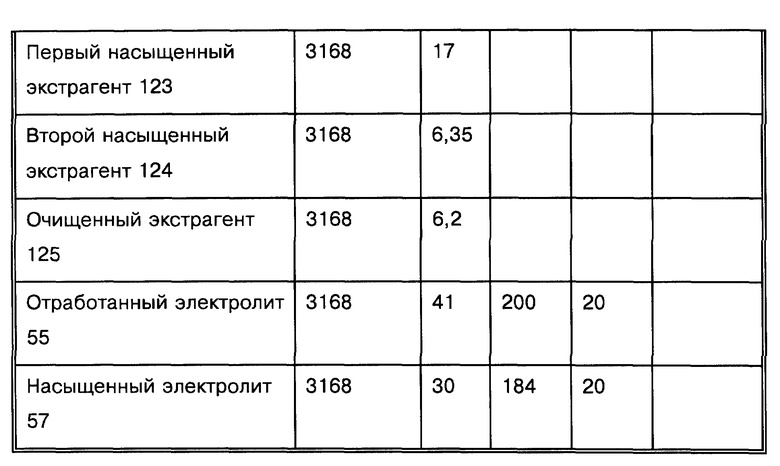
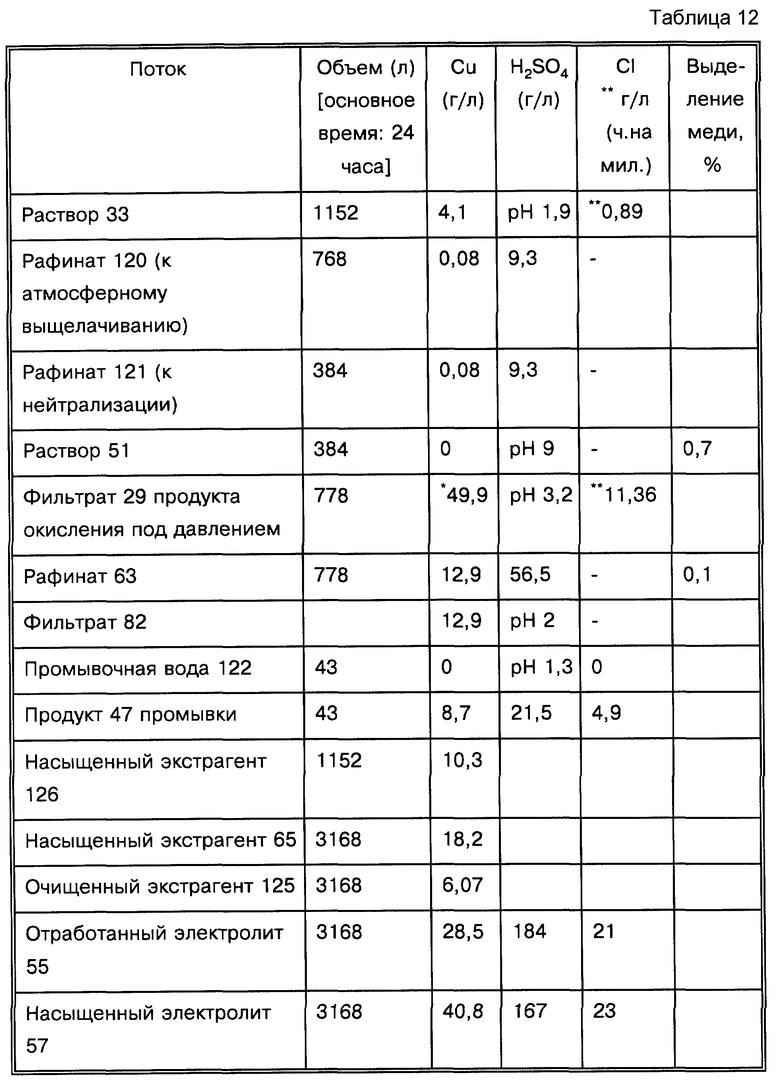

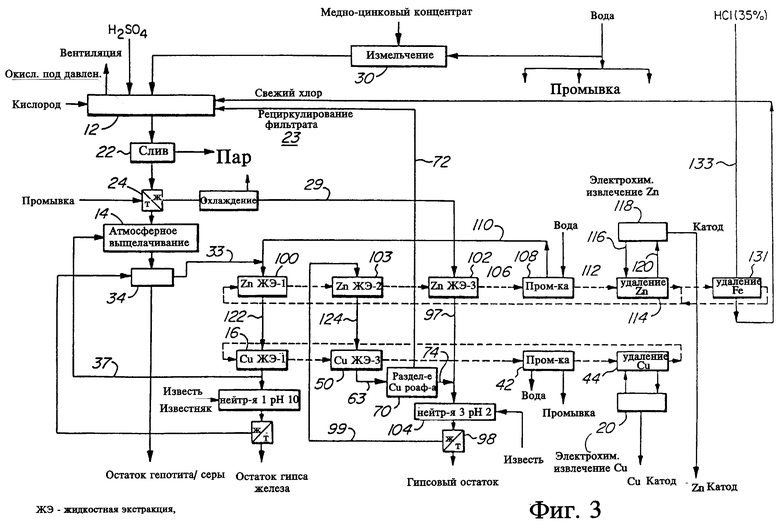
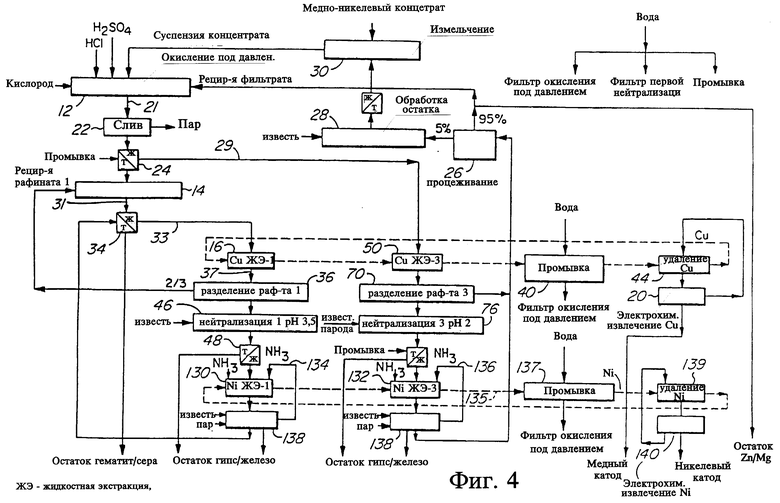
Способ может быть использован для гидрометаллургической переработки медных сульфидных руд или концентратов. В способе извлечения меди из сернистой медной руды или концентрата руду или концентрат подвергают окислению под давлением в присутствии кислорода и кислого хлоридного раствора для получения фильтрата продукта окисления под давлением и нерастворимой основной медной сульфатной соли. Окисление под давлением осуществляют в присутствии источника ионов бисульфата или сульфата, например, серной кислоты. Величина вводимого источника сульфата содержит по меньшей мере стехиометрическое количество ионов сульфата, требуемое для получения основной медной сульфатной соли, меньшее количество сульфата, генерируемого in siti при окислении под давлением. В характерном варианте осуществления окисление под давлением проводят при заданном отношении Н+/Сu так, чтобы фильтрат продукта окисления под давлением содержал основную часть меди руды или концентрата, а основная медная соль содержала незначительную часть меди концентрата. Настоящее изобретение дополнительно обеспечивает выбор отношения H+/Cu, соответствующего содержанию меди в руде или концентрате, причем величину отношения увеличивают при уменьшении содержания меди в руде или концентрате. В дополнительном варианте осуществления основную медную соль растворяют на последующей стадии атмосферного выщелачивания. Концентрированный медный раствор, который пригоден для электрохимического извлечения (меди), получают посредством жидкостной экстракции. Этот способ обеспечивает также извлечение из руды цинка и меди, повышается степень извлечения меди. 2 с. и 53 з.п.ф-лы, 4 ил., 12 табл.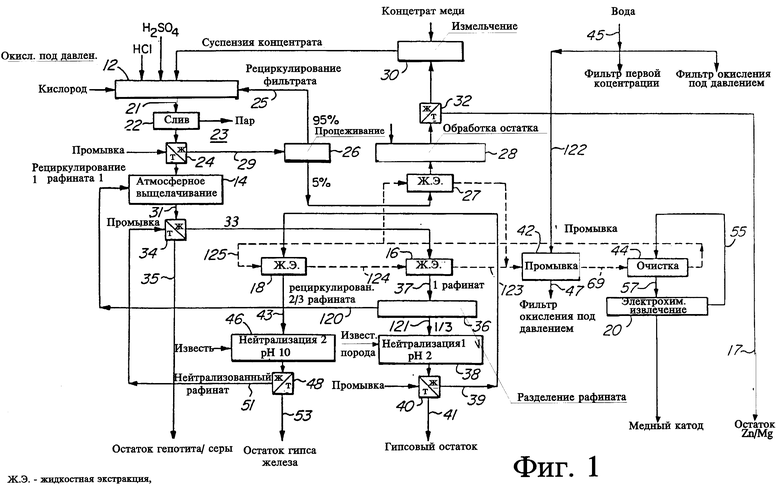
| US 4039406 A, 02.08.77 | |||
| US 4338168 A, 06.07.82 | |||
| СПОСОБ ОКИСЛИТЕЛЬНОГО АВТОКЛАВНОГО ВЫЩЕЛАЧИВАНИЯ СУЛЬФИДОВ ЦВЕТНЫХ МЕТАЛЛОВ | 0 |
|
SU392127A1 |
| Способ гидрометаллургической переработки медных сульфидных концентратов | 1974 |
|
SU629890A3 |
| US 4632738 A, 30.12.86 | |||
| Способ получения лаковых покрытий для амальгамированных поверхностей зеркал | 1952 |
|
SU102725A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНСЕРВОВ "ВЕРЕЩАКА" | 2007 |
|
RU2351177C1 |

