Изобретение относится к атомной энергетике и может найти применение на предприятиях, изготавливающих тепловыделяющие сборки (ТВС) для энергетических ядерных реакторов.
Дистанционирование тепловыделяющих элементов осуществляется пятнадцатью сотовыми решетками, расположенными по длине ТВС, через 250 мм каждая. Крепление дистанционирующих решеток осуществляется на центральной каркасной трубе размером ⊘11.2×0.8 мм (см. Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов, М., «Энергоатомиздат», 1895 г., стр.174, 175).
Дистанционирующие решетки в ТВС должны обеспечивать точное расположение тепловыделяющих элементов в соответствии с заданным шагом, при этом соответствовать таким условиям, когда каждая ячейка, соединенная с соседними ячейками ободом и центральной втулкой контактно-точечной сваркой, должна иметь в месте сварки литое ядро требуемой эквивалентной площади (ОСТ. 95.503-84 стандарт отрасли. Соединения сварные и паяные для изделий активных зон ядерных реакторов. Общие технические требования).
Так как дистанционирующие решетки должны устанавливаться в ТВС в строго определенном положении относительно центральной оси ТВС, то втулка тоже должна быть строго ориентирована относительно дистанционирующей решетки. Пазы втулки должны быть параллельны грани решетки, а выступающая часть находится с определенной стороны дистанционирующей решетки.
Наиболее близким по технической сущности и достигаемому эффекту является роботизированный модуль для контактной точечной сварки (см. Патент Российской федерации RU №2138376 от 13.05.98 г., опубл. 27.09.99 г., МКИ В23К 11/10, В23К 101:02, В25J 9/08), содержащий сварочную машину, промышленный робот с установленными на руке сварочными клещами с электродами, систему управления, стол с размещенным на нем устройством закрепления свариваемой решетки, выполненным в виде многокулачкового патрона с губками, охватывающими периметр решетки.
Недостатком роботизированного модуля для контактной точечной сварки является отсутствие возможности точного базирования втулки относительно дистанционирующей решетки по высоте и фиксации ее от поворота относительно грани дистанционирующей решетки перед сваркой.
Технической задачей изобретения является расширение технических возможностей модуля сварки за счет обеспечения точной базировки втулки относительно дистанционирующей решетки с последующей их сваркой между собой.
Эта техническая задача решается тем, что в роботизированном модуле для контактной точечной сварки преимущественно дистанционирующих решеток тепловыделяющих сборок ядерного реактора, содержащем сварочную машину, промышленный робот с установленными на руке сварочными клещами с электродами, систему управления, стол с размещенным на нем устройством закрепления свариваемой решетки, выполненным в виде многокулачнового патрона с губками, охватывающими периметр решетки, согласно изобретению многокулачковый патрон оснащен платформой для установки дистанционирующей решетки с выполненным в платформе глухим отверстием под втулку, глубина которого соответствует размеру выступания втулки относительно ячеек дистанционирующей решетки, закрепленными на ней фиксаторами, выполненными с возможностью расположения в определенных ячейках дистанционирующей решетки, и ориентиром, выполненным с возможностью размещения в одном из канальных отверстий, также многокулачковый патрон оснащен закрепленной с возможностью перемещения в направлении втулки подпружиненной планкой, на торце которой расположен базовый элемент, выполненный с возможностью захода в паз втулки для фиксации ее от поворота относительно ячеек дистанционирующей решетки.
Сущность изобретения поясняется чертежами.
На фиг.1 представлен роботизированный модуль для контактной точечной сварки, общий вид.
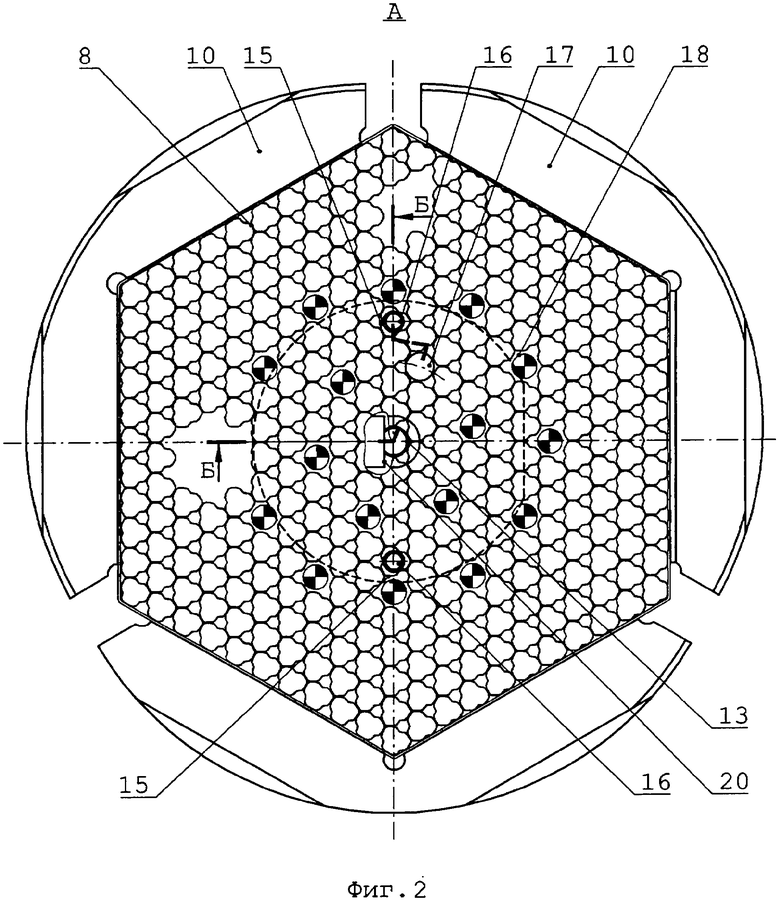
На фиг.2 - многокулачковый патрон с губками, вид А.
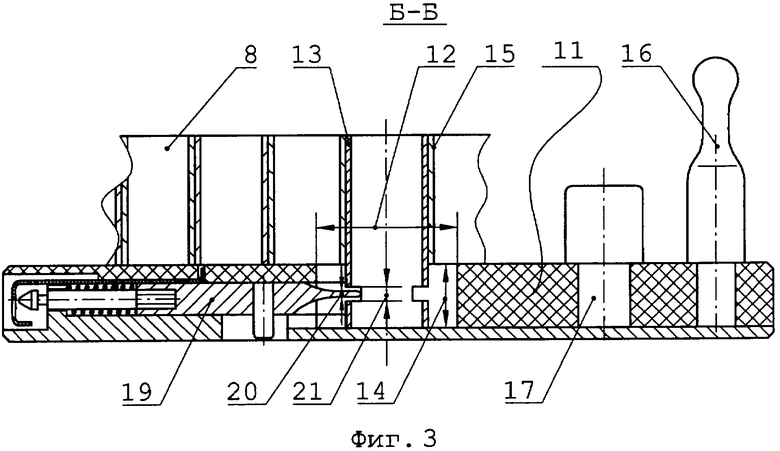
На фиг.3 - платформа для установки дистанционирующей решетки, разрез Б-Б.
Роботизированный модуль для контактной точечной сварки содержит сварочную машину 1, промышленный робот 2 с установленными на руке сварочными клещами 3 с электродами 4, систему управления 5, стол 6 с размещенным на нем устройством закрепления 7 свариваемой решетки 8, выполненным в виде многокулачнового патрона 9 с губками 10, охватывающими периметр решетки 8, многокулачковый патрон 9 оснащен платформой 11 для установки дистанционирующей решетки 8, при этом в платформе 11 выполнено глухое отверстие 12 под втулку 13, глубина которого соответствует размеру 14 выступания втулки 13 относительно ячеек 15 дистанционирующей решетки 8, закрепленными на платформе 11 фиксаторами 16, выполненными с возможностью расположения в определенных ячейках 15 дистанционирующей решетки 8, ориентиром 17, выполненным с возможностью размещения в одном из канальных отверстий 18, закрепленной с возможностью перемещения в направлении втулки 13 подпружиненной планкой 19, оснащенной на торце базовым элементом 20, выполненным с возможностью захода в паз 21 втулки 13 для фиксации ее от поворота относительно ячеек 15 дистанционирующей решетки 8.
Роботизированный модуль для контактной точечной сварки работает следующим образом. Дистанционирующая решетка 8 устанавливается на платформу 11, находящуюся в многокулачковом патроне 9, при этом фиксаторы 16 располагаются в ячейках 15, а ориентир 17 в канальном отверстии 18, втулка 13 устанавливается с выступанием 14 относительно ячеек 15 дистанционирующей решетки 8 в глухое отверстие 12 платформы 11, под действием пружины подвижная планка 19 входит в паз 21 втулки 13 и фиксирует ее от поворота относительно ячеек 15, после этого дистанционирующая решетка 8 обжимается губками 10 по всему периметру. Через систему управления 5 подается команда промышленному роботу 2, сварочные клещи 3 с электродами 4 перемещаются на позицию сварки, электроды 4 сжимаются, сварочная машина 1 выдает сварочный импульс.
Использование роботизированного модуля для контактной точечной сварки позволит проводить сварку втулки с ячейками дистанционирующей решетки, обеспечив их точную и полную базировку относительно друг друга.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2005 |
|
RU2304498C2 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2346794C2 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1998 |
|
RU2138376C1 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2013 |
|
RU2542187C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2322709C2 |
| ТЕПЛОВИЗИОННАЯ УСТАНОВКА КОНТРОЛЯ И РАЗБРАКОВКИ КОНТАКТНО-СВАРОЧНЫХ СОЕДИНЕНИЙ | 1997 |
|
RU2138057C1 |
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2008 |
|
RU2399468C2 |
| СПОСОБ КОНТРОЛЯ КОНТАКТНО-ТОЧЕЧНЫХ СВАРНЫХ СОЕДИНЕНИЙ | 2001 |
|
RU2196668C1 |
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2001 |
|
RU2215626C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2209475C2 |
Изобретение относится к атомной энергетике, а именно к изготовлению дистанционирующих решеток тепловыделяющих сборок ядерных реакторов с использованием роботизированного модуля для контактной точечной сварки. Модуль содержит сварочную машину, промышленный робот с установленными на руке сварочными клещами с электродами, систему управления, стол с размещенным на нем устройством закрепления свариваемой дистанционирующей решетки, выполненным в виде многокулачкового патрона с губками, охватывающими периметр решетки. Патрон оснащен платформой, в которой выполнено глухое отверстие под втулку. Глубина отверстия соответствует размеру выступания втулки относительно ячейки дистанционирующей решетки. Платформа снабжена фиксаторами дистанционирующей решетки, ориентиром дистанционирующей решетки и подпружиненной планкой. Фиксаторы выполнены с возможностью расположения в ячейках дистанционирующей решетки. Ориентир выполнен с возможностью размещения в одном из канальных отверстий решетки. Планка закреплена на платформе с возможностью перемещения в направлении втулки и оснащена с торца базовым элементом, выполненным с возможностью захода в паз втулки. Расширяются технологические возможности модуля за счет обеспечения точной базировки втулки относительно решетки с последующей их сваркой между собой. 3 ил.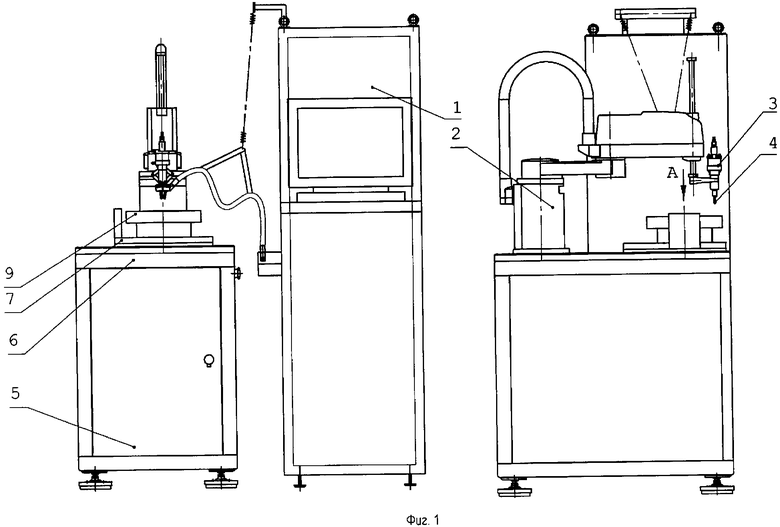
Роботизированный модуль для контактной точечной сварки, преимущественно дистанционирующих решеток тепловыделяющих сборок ядерного реактора, содержащий сварочную машину, промышленный робот с установленными на руке сварочными клещами с электродами, систему управления, стол с размещенным на нем устройством закрепления свариваемой дистанционирующей решетки, выполненным в виде многокулачкового патрона с губками, охватывающими периметр решетки, отличающийся тем, что многокулачковый патрон оснащен платформой, в которой выполнено глухое отверстие под втулку, при этом глубина отверстия соответствует размеру выступания втулки относительно ячейки дистанционирующей решетки, а платформа снабжена фиксаторами дистанционирующей решетки, выполненными с возможностью расположения в ячейках дистанционирующей решетки, ориентиром дистанционирующей решетки, выполненным с возможностью размещения в одном из канальных отверстий дистанционирующей решетки, и подпружиненной планкой, закрепленной на платформе с возможностью перемещения в направлении втулки и оснащенной с торца базовым элементом, выполненным с возможностью захода в паз втулки.
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1998 |
|
RU2138376C1 |
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2001 |
|
RU2215626C2 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1994 |
|
RU2066608C1 |
| Автоматизированная линия сборки и контактной точечной сварки изделий | 1987 |
|
SU1532239A1 |
| DE 19631038 A, 05.02.1998. | |||

