Способ относится к области непрерывного дозирования сыпучих материалов и может быть использован в химической, фармацевтической и других отраслях народного хозяйства.
Известен способ непрерывного дозирования сыпучего материала, включающий подачу материала в трубу (Рогинский Г.А. Дозирование сыпучих материалов, М., Химия, 1978. с,128).
Недостаток способа заключается в низкой точности дозирования, обусловленной тем, что дозирование производится непрерывно объемным методом и трудно стабилизировать условия заполнения материалом дозирующей полости (межвиткового пространства).
Наиболее близким к предлагаемому является способ непрерывного дозирования сыпучих материалов, включающий подачу материала во вращающуюся трубу, высыпание материала непрерывным потоком (А. с. СССР N 838365, БИ N 22, 1981).
Недостаток способа заключается в низкой точности. Дозирование осуществляется самой вращающейся трубой, а производительность зависит от множества физико-механических свойств дозируемого сыпучего материала, таких как коэффициенты трения, гранулометрический состав, влажность и т.д. Поскольку указанные свойства даже в пределах одной партии сыпучего материала колеблются, изменяется производительность дозатора, а следовательно, снижается точность дозирования.
Техническая задача изобретения - повышение точности дозирования. Поставленная техническая задача достигается тем, что в способе непрерывного дозирования сыпучего материала, включающем подачу материала во вращающуюся трубу, высыпание материала непрерывным потоком из трубы, подачу материала осуществляют отдельными порциями, равными по величине, через равные промежутки времени при выполнении следующих соотношений: Q/Δτ = q (1) Vmin/V>0,1 (2), где Δτ - промежуток времени между подачей во вращающуюся трубу отдельных порций, т.е. между началом подачи очередной порции и началом подачи предыдущей, с; Vmin - минимальное количество материала, единовременно находящегося во вращающейся трубе, г или см3; q - заданная производительность дозирования, г/с или см3/с; Q - величина отдельной порции, г или см3.
Положительный эффект - повышение точности дозирования, достигается за счет того, что собственно дозирование осуществляется порциями, и эти порции, равные по величине, через равные промежутки времени подаются во вращающуюся трубу. Таким образом, труба служит только для преобразования отдельных порций в непрерывный поток. Отдельные порции могут отмеряться как объемным, так и весовым методами, в зависимости от требований, предъявляемых к дозатору. Если производительность задана в г/с, то порции целесообразно отмерять весовым методом, а если производительность - в см3/с, то объемным.
Как показывает анализ технических характеристик порционных и непрерывных дозаторов, выпускаемых как отечественной, так и зарубежной промышленностью, при одинаковой часовой производительности, точность порционного дозирования существенно выше, чем непрерывного.
Соотношение (1) получено из соображений обеспечения заданной производительности. Поскольку, во вращающейся трубе не происходит наполнения материала, количество материала, высыпающегося из трубы в единицу времени, равно количеству материала подаваемого в данную трубу.
Снижение точности дозирования при отношении Vmin/V<0,1 объясняется тем, что при малой степени заполнения трубы материалом изменяется режим его движения, а именно от циркуляционного движения происходит переход к периодическим обрушениям, что отрицательно сказывается на точности дозирования. Обеспечение указанного соотношения осуществляется за счет подбора диаметров отверстий диафрагм 2 и 3.
В предлагаемом способе используется хорошая сглаживающая способность машин барабанного типа, в данном случае вращающейся трубы (см. Конструирование и расчет машин химических производств/ Ю.И.Гусев, И.Н.Карасев, Э.Э.Кольман-Иванов и др.- М.: Машиностроение, 1985, с.251).
Предлагаемый способ проиллюстрируем на примере работы известного устройства.
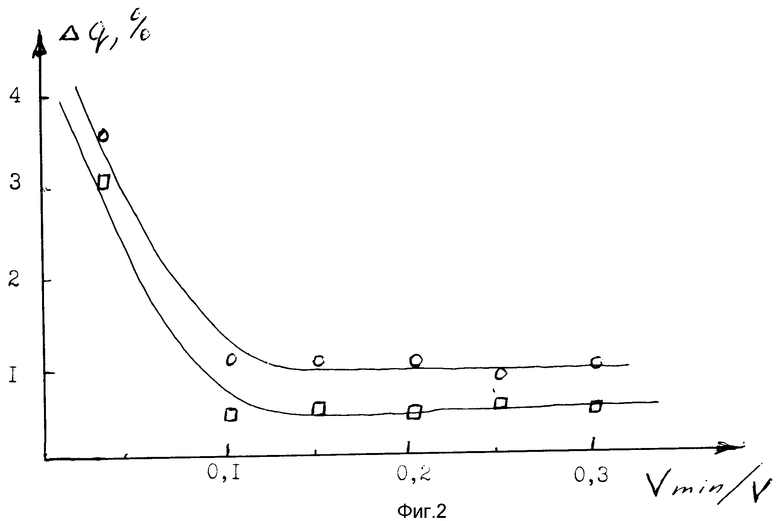
На фиг. 1 дана схема устройства, на фиг. 2 даны экспериментальные зависимости погрешности дозирования Δq от отношения Vmin/V.
Устройство для реализации предлагаемого способа содержит трубу 1 с диафрагмами на входе 2 и выходе 3, привод вращения трубы 4, узел 5 выдачи отдельных порций, равных по величине, через равные промежутки времени. В качестве узла 5 может быть использован, например, автоматический порционный весовой дозатор.
Лоток 6 служит для подачи отдельных порций во вращающуюся трубу 1 от узла 5.
Способ осуществлялся следующим образом. Во вращающуюся трубу 1 узлом 5 через лоток 6 через равные промежутки времени Δτ подавались отдельные порции сыпучего материала равной величины при соблюдении соотношений (1) и (2), а из трубы 1 сыпучий материал высыпался непрерывным потоком с заданной производительностью q. Следует отметить, что в начале работы дозатора, т.е. когда в трубе 1 нет сыпучего материала, наблюдается неустановившийся или пусковой период работы. Как показали результаты экспериментов, длительность пускового периода не превышает времени τ = 10Δτ. По истечении времени τ с момента начала подачи отдельных порций сыпучего материала во вращающуюся трубу, процесс дозирования стабилизируется, и точность при выполнении соотношений (1) и (2) становится существенно выше, чем при использовании прототипа.
С учетом рекомендаций по выбору геометрических и режимных параметров трубчатых дозаторов (см. Репкин Ю.А. Трубчатые устройства для подачи и дозирования сыпучих материалов. В сб. научных трудов: Разработка, исследование оборудования для получения гранулированных материалов. М., МИХМ, 1985) реализация предлагаемого способа, а также сравнение его с прототипом осуществлялось на трубчатом дозаторе с диаметром D = 5 см и длиной L = 25 см, т.е. с минимальным из рекомендуемых соотношением L/D = 5. Совершенно очевидно, что при больших отношениях L/D предлагаемый способ будет давать лучшие результаты, т. к. с увеличением длины трубы повышается сглаживающая способность дозатора, а следовательно, повышается равномерность потока на выходе.
Угловая скорость вращения изменялась от 0,1(g/R)0,5 до 0,5(g/R)0,5 что также соответствует рекомендуемому диапазону изменения угловой скорости, где g - ускорение свободного падения; R - внутренний радиус трубы. В качестве дозируемых материалов использовались как хорошосыпучие (песок с углом естественного откоса ϕ = 27-30o), так и плохосыпучие (порошок графита ϕ = 55-60o). Производительность дозатора изменялась от 300 см3/час до 10000 см3/час.
На фиг. 2 приведены экспериментальные зависимости погрешности дозирования от относительной величины Vmin/V.
На фиг. 2 показаны кружочками экспериментальные точки при производительности 0,28 см3/c (1000 см3/ч), а кривая 1 - это результирующая зависимость; квадратиками - при производительности 2,8 см3/с (10000 см3/ч) и соответствующая кривая 2.
Как видно из графиков, погрешность дозирования при соотношениях Vmin/V > 0,1 практически не изменяется. При малых заполнениях трубы дозируемым материалом наблюдается неустойчивый режим периодических проскальзываний частиц материала относительно внутренней поверхности трубы и это отрицательно сказывается на точности дозирования. Чем меньше угловая скорость вращения, тем более вероятность проскальзывания. При заданной производительности 0,28 см3/с угловая скорость была равна 0,1(g/R)1/2, а при производительности 2,8 см3/с - 0,5(g/R)1/2. Как видно из графиков, при увеличении производительности точность повышается, однако даже при минимальной производительности соблюдение условия Vmin/V > 0,1, обеспечивает практически максимально возможную точность дозирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2251083C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ МНОГОКОМПОНЕНТНЫХ СМЕСЕЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2003 |
|
RU2242273C1 |
| БАРАБАННЫЙ ПОРЦИОННЫЙ ДОЗАТОР | 1998 |
|
RU2138784C1 |
| Способ непрерывного весового двухстадийного дозирования сыпучих материалов | 2021 |
|
RU2786341C1 |
| Способ непрерывного весового дозирования сыпучего материала и устройство для его осуществления | 2018 |
|
RU2691786C1 |
| СПОСОБ НЕПРЕРЫВНОГО ПРИГОТОВЛЕНИЯ МНОГОКОМПОНЕНТНЫХ СМЕСЕЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2207900C2 |
| СПОСОБ КОМПЛЕКСНОГО ОПРЕДЕЛЕНИЯ ТЕПЛОФИЗИЧЕСКИХ СВОЙСТВ МАТЕРИАЛОВ | 1999 |
|
RU2167412C2 |
| Устройство для весового непрерывного дозирования сыпучих материалов | 2022 |
|
RU2799982C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КОМПЛЕКСА ТЕПЛОФИЗИЧЕСКИХ ХАРАКТЕРИСТИК ТВЕРДЫХ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ | 2004 |
|
RU2263901C1 |
| СПОСОБ ПНЕВМОТРАНСПОРТИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 1996 |
|
RU2117621C1 |
Изобретение используется в химической, фармацевтической и других отраслях народного хозяйства. Технический результат изобретения - повышение точности дозирования. Поставленная техническая задача достигается тем, что в способе непрерывного дозирования сыпучего материала, включающем подачу материала во вращающуюся трубу, высыпание материала непрерывным потоком из трубы, подачу материала осуществляют отдельными порциями, равными по величине, через равные промежутки времени при выполнении определенных соотношений промежутков времени между подачей во вращающуюся трубу отдельных порций, т. е. между началом подачи очередной порции и началом подачи предыдущей, минимальным количеством материала, единовременно находящегося во вращающейся трубе, заданной производительностью дозирования и величиной отдельной порции. 2 ил.
Способ непрерывного дозирования сыпучего материала, включающий подачу материала во вращающуюся трубу, высыпание материала непрерывным потоком, отличающийся тем, что подачу материала осуществляют отдельными порциями, равными по величине, через равные промежутки времени при выполнении следующих соотношений:
Q/Δτ = q; Vmin/V > 0,1,
где Δτ - промежуток времени между подачей во вращающуюся трубу отдельных порций, с;
Vmin - минимальный объем материала, единовременно находящегося во вращающейся трубе, г или см;
q - заданная производительность дозирования, г/с или см3/с;
Q - величина отдельной порции, соответственно г или см3;
V - внутренний объем трубы.
| Трубчатый микропитатель для сыпучихи пОРОшКООбРАзНыХ МАТЕРиАлОВ | 1979 |
|
SU838365A2 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ КОМКУЮЩИХСЯ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1991 |
|
RU2008281C1 |
| Способ дозирования сыпучего материала | 1988 |
|
SU1638065A1 |
