Изобретение относится к восстановлению деталей электрошлаковым способом.
Известно устройство для электрошлаковой наплавки, серийно выпускаемое промышленностью (модель А-550. Сварочное оборудование. Часть II: Каталог - Справочник/ - Киев.: Изд-во "Наукова-Думка", 1968 г. - 385 с.)
Недостатком данного устройства является его малая производительность.
В качестве ближайшего аналога выбрано устройство для восстановления деталей электрошлаковой наплавкой, содержащее водоохлаждаемый кристаллизатор, приспособление для крепления детали, электрод с приводом вертикального перемещения и систему отключения процесса наплавки (патент РФ №2132264, Кл. В 23 К 25/00, опубл. 27.06.1999).
Недостатком устройства является его малая производительность, связанная с длительностью холостого хода при переводе электродов в крайнее верхнее положение после окончания процесса наплавки, а также их подвода к детали, т.к. скорость перемещения электродов обычно составляет 0,8-1,0 м/час.
Технической задачей, на решение которой направлено заявленное техническое решение, является повышение производительности устройства за счет сокращения времени на перемещение электродов после окончания процесса наплавки в крайнее верхнее положение и подвода к восстанавливаемой детали.
Указанный технический результат достигается тем, что в устройстве для восстановления деталей электрошлаковой наплавкой, содержащем привод вертикального перемещения электродов, состоящий из винта и грузовой гайки, связанной с вертикально подвижной кареткой, расположенной на направляющей колонне, в отличие от известного устройства, грузовая гайка выполнена разъемной и дополнительно содержит механизм для вывода ее из контакта с винтом, а каретка через трособлочную систему связана с противовесом.
Механизм вывода из контакта гайки с винтом выполнен в виде электромагнитной муфты, электрически связанной с конечными выключателями ее включения в крайнем верхнем и выключения в крайнем нижнем положениях, а также с системой управления процессом наплавки.
Выполнение грузовой гайки разъемной и наличие механизма для вывода ее из контакта с винтом, выполненного в виде электромагнитной муфты, электрически связанной с системой управления процесса наплавки, а также применение трособлочной системы, связывающей каретку с противовесом, обеспечивает возможность быстрого подвода электродов к восстанавливаемой детали и автоматического возвращения на исходное положение после окончания процесса наплавки, что значительно повышает производительность технологического процесса восстановления.
Сущность изобретения поясняется чертежом, где показана принципиальная схема предлагаемого устройства.
Устройство состоит из рамы 1, на которой смонтирован привод вертикального перемещения, состоящий из электропривода 2, винта 3 и грузовой гайки 4. На основании 1 также установлены кристаллизатор 5, колонна 6 с расположенной на ней вертикально подвижной кареткой 7 с держателем 8 электрода 9. Каретка 7 через трособлочную систему 10 связана с противовесом 11. Грузовая гайка 4 выполнена разъемной и связана с механизмом 12, служащим для вывода ее из контакта с винтом 3 и выполненного в виде электромагнитной муфты, электрически связанной с конечными выключателями 13, 14 и системой управления процессом наплавки.
Устройство работает следующим образом.
До начала процесса восстановления производится подготовка установки к работе. При этом подвижная каретка 7 находится в крайнем верхнем положении, а замкнутый конечный выключатель 13 включает электромагнитную муфту 12 и гайка 4 входит в зацепление с винтом 3, что сделано для удобства смены электрода 9. Подготовка включает замену электрода 9 в держателе 8 и установку изношенной детали в кристаллизатор 5. При этом масса противовеса 11 устанавливается примерно равной массе всех деталей, расположенных на подвижной каретке 7, включая новый электрод 9. Подвижной конечный выключатель 13 устанавливается на определенную массу наплавляемого металла.
С пульта управления подают сигнал на электромагнитную муфту 12, которая выводит гайку 4 из зацепления с винтом 3 и подводят электрод 9 к наплавляемой детали, установленной в кристаллизаторе 5. Затем с пульта подают сигнал на муфту 12 на введение в зацепление гайки 4 с винтом 3 и посредством электромеханического привода осуществляют последовательно разжигание дуги, наведение шлаковой ванны и наплавку изношенной поверхности детали. При этом когда будет наплавлена необходимая масса металла каретка 7 замкнет конечный выключатель 13 и произойдет отключение источника тока, выключение электропривода и муфты 12, которая выведет гайку 4 из зацепления с винтом 3. Так как при этом масса противовеса 11 после плавления расходуемого электрода 9 станет больше массы деталей на каретке 7, то последняя автоматически переместится в крайнее верхнее положение.
Таким образом, предлагаемое техническое решение, за счет введения новых признаков в известное устройство, обеспечивает ему повышение производительности.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2006 |
|
RU2329128C2 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2004 |
|
RU2275283C2 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2004 |
|
RU2264899C2 |
| СПОСОБ РЕМОНТА, СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ, УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И КРИСТАЛЛИЗАТОР УСТРОЙСТВА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139155C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ГРЕБНЕЙ КОЛЕС РЕЛЬСОВЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 1995 |
|
RU2095211C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 1997 |
|
RU2132264C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 2012 |
|
RU2514245C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПРОКАТНЫХ ВАЛКОВ | 2000 |
|
RU2174153C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2008 |
|
RU2368476C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2004 |
|
RU2272703C2 |
Изобретение относится к восстановлению деталей электрошлаковым способом. Устройство содержит привод вертикального перемещения, вертикально подвижную каретку, направляющую колонну, трособлочную систему и противовес. Привод вертикального перемещения состоит из винта и грузовой гайки, связанной с кареткой, расположенной на направляющей колонне. Грузовая гайка выполнена разъемной и дополнительно содержит механизм для вывода ее из контакта с винтом. Каретка связана с противовесом через трособлочную систему. Механизм для вывода из контакта гайки с винтом выполнен в виде электромагнитной муфты, электрически связанной с конечными выключателями и системой управления процессом наплавки. Это позволит повысить производительность за счет сокращения времени на перемещение электродов после окончания процесса наплавки в крайнее верхнее положение и подвода к восстанавливаемой детали. 1 з.п. ф-лы, 1 ил.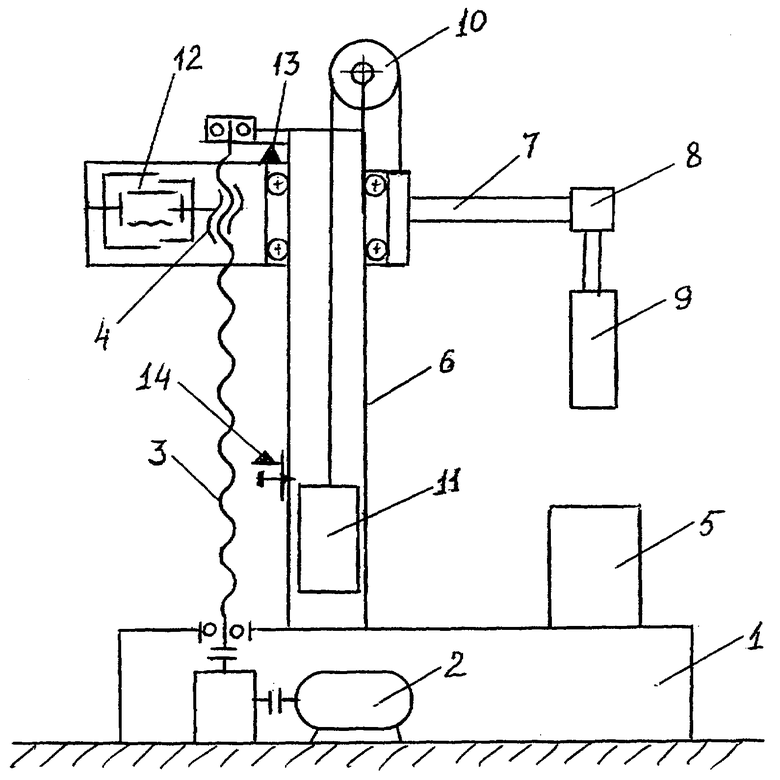
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 1997 |
|
RU2132264C1 |
| Переносное устройство для электрошлаковой сварки | 1961 |
|
SU143943A1 |
| Установка для электрошлакового переплава | 1974 |
|
SU505310A1 |
| Устройство для электрошлаковой наплавки | 1972 |
|
SU522929A1 |
| DE 3326160 A, 31.01.1985 | |||
| US 3427429 А, 11.02.1969 | |||
| US 3898415 A, 05.08.1975. | |||

