Заявляемое изобретение относится к обработке металлов давлением, а именно к способам изготовления пластин для различного рода теплообменников из тонколистового материала. Данный способ может использоваться для получения других конструкций теплотехничного назначения.
Аналог предлагаемого изобретения - способ по авторскому свидетельству СССР N 1733898, включающий многопереходную штамповку рифтов в пластине путем вытяжки растяжением и пробивку отверстий в этих рифтах.
Недостаток этого аналога заключается в том, что изготовление указанных пластин, требующее уменьшения расстояния между отверстиями и увеличения высоты рифтов, приводит к увеличению брака продукции из-за недостачи объемов металла, который должен стягиваться в зоны формующих рифтов.
В качестве прототипа заявляемого изобретения выбран способ изготовления пластины пластинчато-трубного теплообменника (положительное решение о выдаче патента Российской Федерации по заявке на изобретение N 95119605/02 от 21.11.95 г. ), содержащий многопереходную штамповку рифтов в пластине путем вытяжки растяжением с перераспределением формующих объемов металла и пробивку отверстий в этих рифтах. В этом случае подтягивание дополнительных объемов металла в зону рифтов осуществляется за счет смещения центра последних на последующих переходах штамповки.
Однако, недостаток прототипа заключается в том, что определенная доля защемления формующих объемов металла остается на последних переходах из-за окружающего их объема металла.
Задача предлагаемого изобретения сводится к расширению технологических возможностей получения пластин с более высокой отбортовкой у их отверстий и на более близком расстоянии между последними.
Поставленная задача достигается тем, что способ изготовления пластины пластинчато-трубного теплообменника, включающий многопереходную штамповку рифтов в этой пластине путем их вытяжки растяжением с перераспределением формующих объемов металла и пробивку отверстий в рифтах, согласно заявляемому изобретению перед многопереходной штамповкой рифтов выполняют технологическую формовку пластины между ее рифтами, а пробивку отверстий в рифтах осуществляют в средней части их дна с последующей отбортовкой остальной части дна под конус.
Существенные отличия предлагаемого изобретения заключаются в том, что сначала проводят технологическую формовку пластины между рифтами, отверстия в рифтах выполняют только в средней части их дна, а в конце проводят отбортовку оставшейся части дна рифтов под конус.
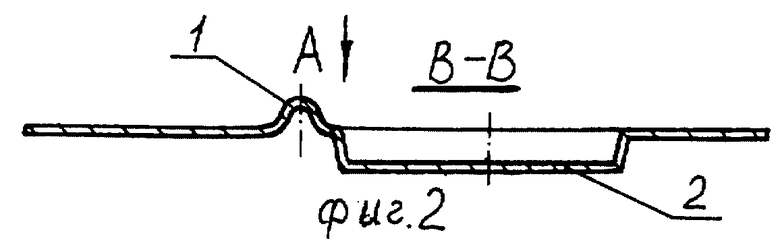
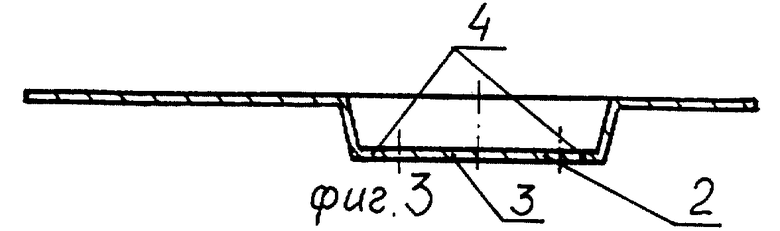
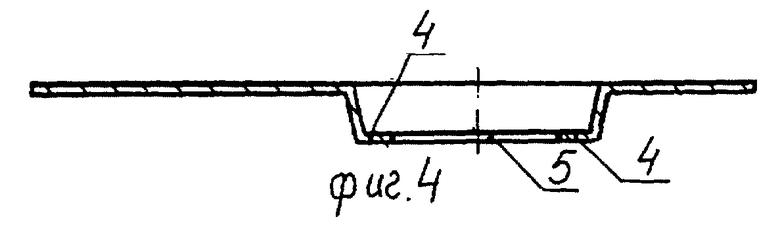
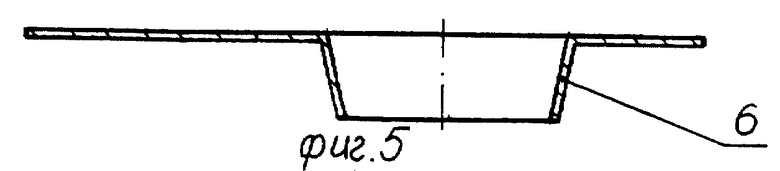
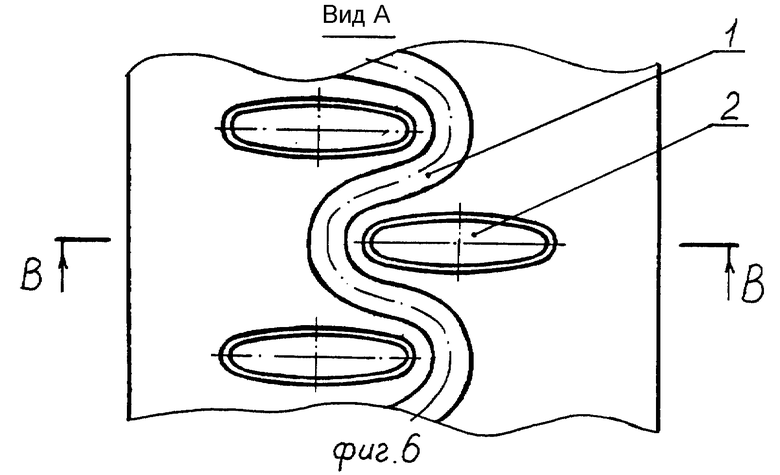
Сущность заявляемого изобретения поясняется чертежами: фиг.1, 2, 3, 4, 5 - поперечное сечение пластины пластинчато-трубного теплообменника до штамповки рифтов, после промежуточного перехода штамповки рифтов, после штамповки рифтов, после пробивки отверстия в рифтах, после отбортовки остальной части дна рифтов соответственно, фиг. 6 - продольное сечение пластины после промежуточного перехода штамповки, где 1 - технологическая формовка, 2 - рифт, 3 - средняя часть дна рифта, 4 - остальная часть дна рифта, 5 - отверстие, 6 - отбортовка.
Изготовление пластины по предлагаемому изобретению состоит из следующих операций: а) технологической формовки (1) пластины путем ее штамповки в местах между планируемыми рифтами, б) многопереходной штамповки рифтов (2), в) пробивки отверстий в средней части дна (3) рифтов, г) отгибания остальной части дна (4) рифтов под конус с образованием в пластине отверстия (5), по периметру которого находится отбортовка (6).
Присутствие технологической формовки пластины в процессе многопереходной штамповки в ней рифтов позволяет обеспечить дополнительный приток формующего объема металла в зону рифтов. При этом высота этой формовки с каждым переходом штамповки постепенно уменьшается вплоть до исчезновения после последнего перехода (см. фиг. 3). Эта характерность способствует проведению более глубокой вытяжки рифтов, в особенности с перехлестом последних в виде сверху пластины (см. фиг. 6), т.е. получению более высоких отбортовок на малом расстоянии между отверстиями.
Кроме того, наращивание высоты отбортовок в пластине, в частности из малопластичного материала, обеспечивается за счет частичного использования дна готовых рифтов под пробивку в них отверстия, а оставшаяся часть дна идет на удлинение этих отбортовок после отгибания его под конус.
Таким образом, применение технологической формовки и частичного использования дна рифтов под отбортовку расширяет технологические возможности изготовления пластины с более высокими характеристиками по высоте отбортовок и расстоянию между отверстиями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЫ ПЛАСТИНЧАТО-ТРУБНОГО ТЕПЛООБМЕННИКА | 1998 |
|
RU2144445C1 |
| СПОСОСБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЫ ПЛАСТИНЧАТО-ТРУБНОГО ТЕПЛООБМЕННИКА | 1997 |
|
RU2137077C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЫ ПЛАСТИНЧАТО-ТРУБНОГО ТЕПЛООБМЕННИКА | 1995 |
|
RU2101117C1 |
| ПЛАСТИНЧАТО-ТРУБНЫЙ ТЕПЛООБМЕННИК | 1998 |
|
RU2139483C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЫ ПЛАСТИНЧАТОГО ТЕПЛООБМЕННИКА | 2002 |
|
RU2237539C2 |
| ПЛАСТИНЧАТО-ТРУБНЫЙ ТЕПЛООБМЕННИК | 1998 |
|
RU2145051C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОГО ЭЛЕМЕНТА | 2004 |
|
RU2289077C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЧАТО-БЕСТРУБНОГО ТЕПЛООБМЕННИКА | 2005 |
|
RU2286527C1 |
| ПЛАСТИНЧАТО-ТРУБНЫЙ ТЕПЛООБМЕННИК | 1998 |
|
RU2137076C1 |
| Способ изготовления пластины пластинчато-трубного теплообменника | 1988 |
|
SU1733898A1 |
Изобретение предназначено для применения в изготовлении пластин пластинчато-трубных теплообменников или в других конструкциях теплотехнического назначения. Способ включает выполнение перед многопереходной штамповкой рифтов технологической формовки пластины между ее рифтами, осуществление пробивки отверстия в рифтах в средней части - их дна с последующей отбортовкой оставшейся части дна под конус. Техническим результатом изобретения является расширение технологических возможностей получения пластин с более высокой отбортовкой вокруг их отверстий. 6 ил.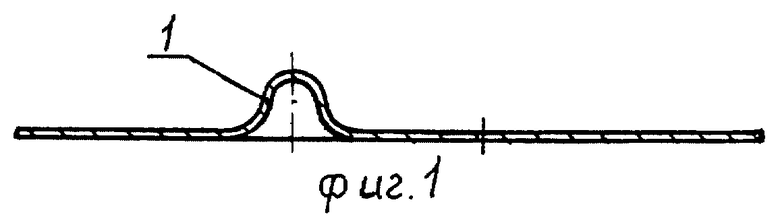
Способ изготовления пластины пластинчато-трубного теплообменника, включающий многопереходную штамповку рифтов в этой пластине путем их вытяжки растяжением с перераспределением формующих объемов металла и пробивку отверстий в рифтах, отличающийся тем, что перед многопереходной штамповкой рифтов выполняют технологическую формовку пластины между ее рифтами, а пробивку отверстия в рифтах осуществляют в средней части их дна с последующей отбортовкой оставшейся части дна под конус.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЫ ПЛАСТИНЧАТО-ТРУБНОГО ТЕПЛООБМЕННИКА | 1995 |
|
RU2101117C1 |
| Способ изготовления пластины пластинчато-трубного теплообменника | 1988 |
|
SU1733898A1 |
| Способ изготовления пластинчато-трубного теплообменника | 1984 |
|
SU1218286A1 |
| 1981 |
|
SU1034814A1 | |
| SU 14491182 A1, 07.01.89 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЧАТО-ТРУБНОГО ТЕПЛООБМЕННИКА | 1992 |
|
RU2038563C1 |
