Изобретение относится к теплотехнике, а именно к пластинчатым теплообменникам, в частности к способу изготовления пластин для сборки теплообменников беструбного типа из тонколистового материала. используемых в качестве, например, автотракторных радиаторов, водомасляных охладителей или теплообменников холодильных машин.
Известен способ изготовления пластины пластинчатого теплообменника из листовой заготовки путем многопереходной штамповки овальных рифтов, первый переход штамповки осуществляют путем вытяжки с формовкой растяжением в матрицу с прижимом периферийной части и получением рифта с площадью в плане, превышающей площадь в плане готового рифта на 10-15%, при этом зазор между прижимом и матрицей равен 2,5-3 толщины пластины, а на последнем переходе производят пробивку отверстий в зоне рифтов, (см., авторское свидетельство СССР 1733898 А1, кл. F 28 F 3/04, опубл. 15.05.1992).
Данный способ позволяет снизить стоимость изготовления теплообменников беструбного типа из тонколистового материала. Однако существенное значение для изготовления качественного теплообменника имеет оптимальное расположение изготавливаемых отверстий с рифтами.
Задачей, на решение которой направлено настоящее изобретение, является повышение эффективности изготовления пластин для пластинчато-трубного теплообменника путем оптимизации размеров, изготавливаемых в пластинах отверстий с рифтами, что позволяет в дальнейшем качество изготавливаемого теплообменника.
Указанная задача решается за счет того, что способ изготовления пластины пластинчатого теплообменника из листовой заготовки заключается в том, что осуществляют многопереходную штамповку овальных рифтов, причем первый переход штамповки осуществляют путем вытяжки с формовкой растяжением в матрицу с прижимом периферийной части и получением рифта с площадью в плане, превышающей площадь в плане готового рифта на 10-15%, при этом зазор между прижимом и матрицей устанавливают в 2,5-3 толщины пластины, а на последнем переходе производят пробивку отверстий в зоне рифтов, при этом формируют рифты высотой от 22 до 45 толщин пластины, расстояние между осями рифтов устанавливают от 50 до 70 толщин пластины, а в пластине формируют плоскоовальные отверстия, ширина которых составляет от 12 до 20 толщин пластины.
Анализ процесса изготовления пластин для изготовления пластинчато-трубных теплообменников показал, что для повышения эффективности изготовления пластин уже на первом переходе важно установить минимально возможное расстояние между рифтами, а соответственно и между будущими отверстиями в пластине, чтобы добиться оптимального перераспределения материала в пластине. Этого удалось добиться при расстоянии между осями рифтов в диапазоне от 50 до 70 толщин пластины. В результате появляется возможность подтянуть необходимое количество металла для формирования смежных рифтов. При этом наиболее целесообразно выполнять плоскоовальные отверстия шириной от 12 до 20 толщин пластины и формировать рифты высотой от 22 до 45 толщин пластины (высота рифта после пробивки отверстия). Кроме того, появляется возможность формировать сужающийся по направлению от пластины канал, который образован рифтом. В результате при сборке теплообменника рифты своим выходным концом будут вставляться в отверстия смежных пластин, что позволяет формировать из рифтов трубу для подачи одной из сред в теплообменник, а между пластинами образуется щелевидный канал для подачи второй среды через теплообменник.
В результате предотвращается возможность образования трещин и разрывов в пластинах при формировании рифтов и достигается возможность изготавливать пластины с требуемой для изготовления теплообменника высотой рифтов, что и позволило повысить эффективность изготовления пластин для пластинчато-трубного теплообменника.
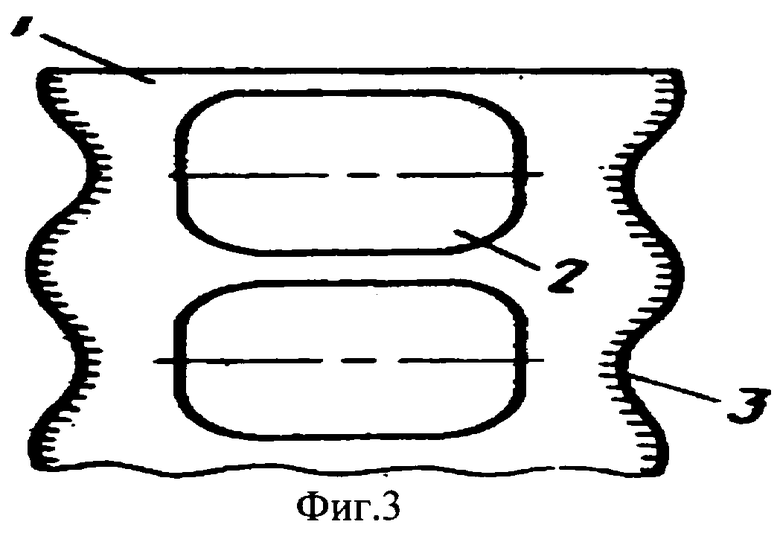
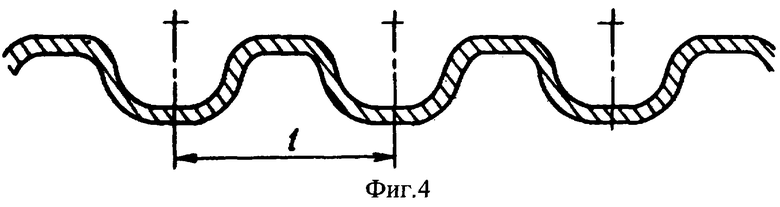
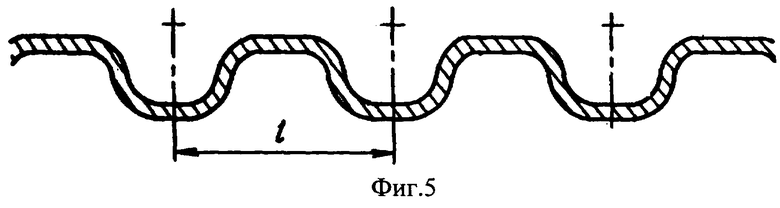
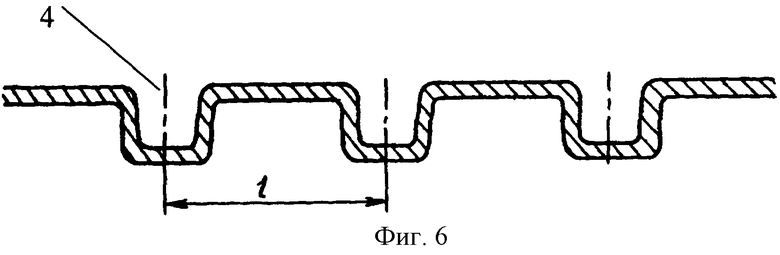
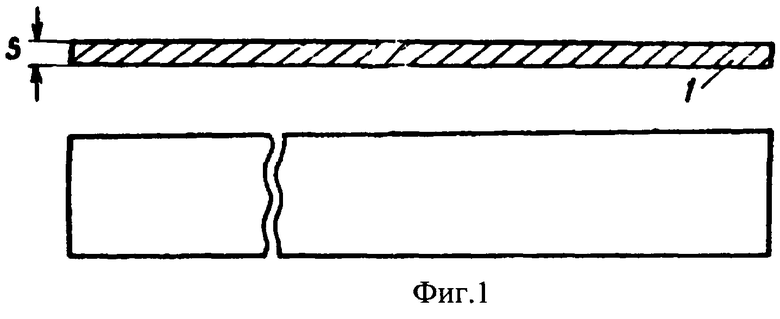
На фиг.1 изображена заготовка пластины; на фиг.2 - профиль рифтов после первого перехода; на фиг.3 - профиль пластины после первого перехода, вид сверху; на фиг.4 - профиль после 2 перехода, на - фиг.5 - то же, после 3 перехода, на фиг.6 - то же, после 7 перехода; на фиг.7 -то же. после 8 перехода и пробивки отверстия в днище рифта.
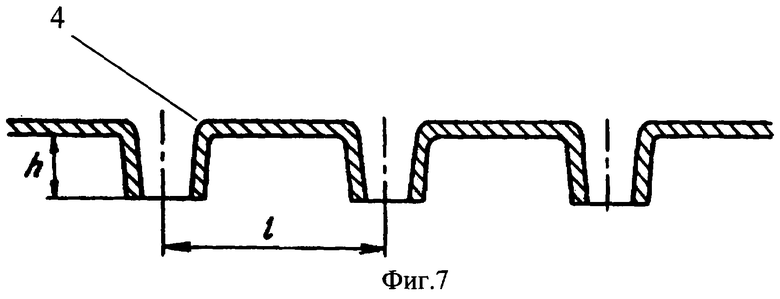
Теплообменник содержит пластины 1 с толщиной материала S, рифтами 2 после первого перехода, расположенными с шагом l (фиг.2), и гофрами 3 на кромках пластины 1 (фиг.3). На фиг.7 показан разрез пластины после последнего прохода и пробивки отверстия. Из рифтов 2 высотой h был сформирован сужающий канал.
Изготовление пластины теплообменника происходит следующим образом.
На листовой гладкой пластине 1 теплообменника толщиной S на первом переходе формообразования путем одновременной вытяжки и формовки с растяжением выполняют рифты 2 с шагом l при этом между прижимом и матрицей задают гарантированный зазор в 2,5-3 раза большей толщины S пластины 1, а рифты 2 получают с площадью в плане, превышающей площадь в плане готового рифта на 10-15%.
При выполнении первого перехода на кромках пластины 1 из-за зазора между прижимом и матрицей образуются гофры 3, что позволяет максимально подтянуть металл со стороны контура пластины 1 в рабочую зону профиля рифта первого перехода. Выполнение первого перехода с одновременной вытяжкой и формовкой с растяжением, а также с гофрообразованием на кромках пластин позволяет в зоне рифтов 2 получить деформацию металла в пределах допустимого для материала относительного удлинения.
На следующих переходах (фиг.4-7) производится преретяжка металла до образования окончательного профиля рифтов 2 высотой h. Например, для таких материалов, как углеродистая сталь, латунь, мельхиор и др. толщиной 0.3 мм предпочтительное число переходов 7-8.
На последнем переходе (фиг.7) происходит пробивка отверстий 4. При наборе материала рифтов 2 на первом переходе происходит дополнительное складкообразование металла на боковой конусной части рифтов 2. При меньшей площади между рифтами 2 происходит порыв металла в месте сопряжения сужающейся части с поверхностью пластины 1. Аналогичные явления происходят при изменении зазора от указанного между прижимом и матрицей на первом переходе.
На последующих после первого перехода операциях происходит рихтовка образовавшихся на рифтах 2 гофров, что и позволяет сформировать окончательный профиль рифтов 2.
Для листового материала из сплава алюминия с плакированным слоем силумина выполнение первого перехода формообразования указанным способом позволяет на сужающейся части рифтов сохранить слой силумина начальной толщины и без порывов, а на поверхности пластины между рифтами его толщина уменьшается не более чем на 30%.
После изготовления необходимого количества пластин 1 с образованными рифтами 2 с отверстиями из пластин их собирают в пакет так, что рифты 2 одной пластины входят в отверстия смежной пластины с образованием из рифтов герметичного канала. Для этого затем производят пайку рифтов с отверстиями в печах твердым припоем. Кроме того, возможно добиться герметичности между стенками отверстий и вставленными в них рифтами их склеиванием, сваркой и т.д. Выполнение отверстий на пластинах 1 может быть многорядным, коридорным. шахматным и с образованием между рифтами сужающихся и расширяющихся по ходу среды каналов.
Сохранение первоначальной толщины металла в окончательно сформированном профиле рифтов позволяет получить высокие прочностные характеристики пластинчатого теплообменника.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЫ ПЛАСТИНЧАТО-ТРУБНОГО ТЕПЛООБМЕННИКА | 1995 |
|
RU2101117C1 |
| Способ изготовления пластины пластинчато-трубного теплообменника | 1988 |
|
SU1733898A1 |
| СПОСОСБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЫ ПЛАСТИНЧАТО-ТРУБНОГО ТЕПЛООБМЕННИКА | 1997 |
|
RU2137077C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЫ ПЛАСТИНЧАТО-ТРУБНОГО ТЕПЛООБМЕННИКА | 1998 |
|
RU2144445C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЫ ПЛАСТИНЧАТО-ТРУБНОГО ТЕПЛООБМЕННИКА | 1998 |
|
RU2139484C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЧАТО-БЕСТРУБНОГО ТЕПЛООБМЕННИКА | 2005 |
|
RU2286527C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЧАТО-ТРУБНОГО ТЕПЛООБМЕННИКА | 1992 |
|
RU2038563C1 |
| Устройство для испытания листовых материалов (варианты) | 2015 |
|
RU2677839C2 |
| Способ испытания листовых материалов (варианты) | 2015 |
|
RU2613495C2 |
| ПЛАСТИНЧАТО-ТРУБНЫЙ ТЕПЛООБМЕННИК | 1998 |
|
RU2139483C1 |

Изобретение относится к теплотехнике и может быть использовано при изготовлении пластин из тонколистового материала для теплообменников беструбного типа. На листовой заготовке путем многопереходной штамповки образуют овальные рифты. На первом переходе производят вытяжку с формовкой растяжением в матрицу с прижимом периферийной части. В результате получают рифт с площадью в плане, превышающей площадь в плане готового рифта на 10-15%. Зазор между прижимом и матрицей устанавливают равным 2,5-3 толщинам пластины. На последнем переходе штамповки в зоне рифтов пробивают плоскоовальные отверстия шириной от 12 до 20 толщин пластины. Рифты формируют высотой, составляющей от 22 до 45 толщин пластины. Расстояние между осями рифтов устанавливают равным от 50 до 70 толщин пластины. В результате обеспечивается оптимизация размеров изготавливаемых в пластинах рифтов с отверстиями, что позволяет в дальнейшем повысить качество теплообменников. 7 ил.
Способ изготовления пластины пластинчатого теплообменника из листовой заготовки путем многопереходной штамповки овальных рифтов, при этом первый переход штамповки осуществляют путем вытяжки с формовкой растяжением в матрицу, прижимом периферийной части и получением рифта с площадью в плане, превышающей площадь в плане готового рифта на 10-15%, при этом зазор между прижимом и матрицей устанавливают в пределах 2,5-3 толщины пластины, а на последнем переходе производят пробивку отверстий в зоне рифтов, отличающийся тем, что формируют рифты высотой 22-45 толщин пластины, расстояние между осями рифтов устанавливают в пределах 50-70 толщин пластины, а в пластине формируют плоскоовальные отверстия, ширина которых составляет в пределах 12-20 толщин пластины.
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Способ изготовления листовых деталей с прямолинейными рифтами | 1985 |
|
SU1268247A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННИКА | 1995 |
|
RU2079398C1 |
| US 4098108 A, 04.07.1978 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСЕРВОВ ИЗ ГОРОШКА | 2002 |
|
RU2218023C1 |

