со
05
со
со
Изобретение относится к производству строительных изделий на кассетно конвейер- ных линиях и может быть мспользоваяо в полносборном домостроении при заводском изготовлении в вертикальном положении па нелей перекрытий, внутренних стен и других железобетонных изделий.
Цель - повышение качества иЗхТелнй и уменьшение энергоемкости линии.
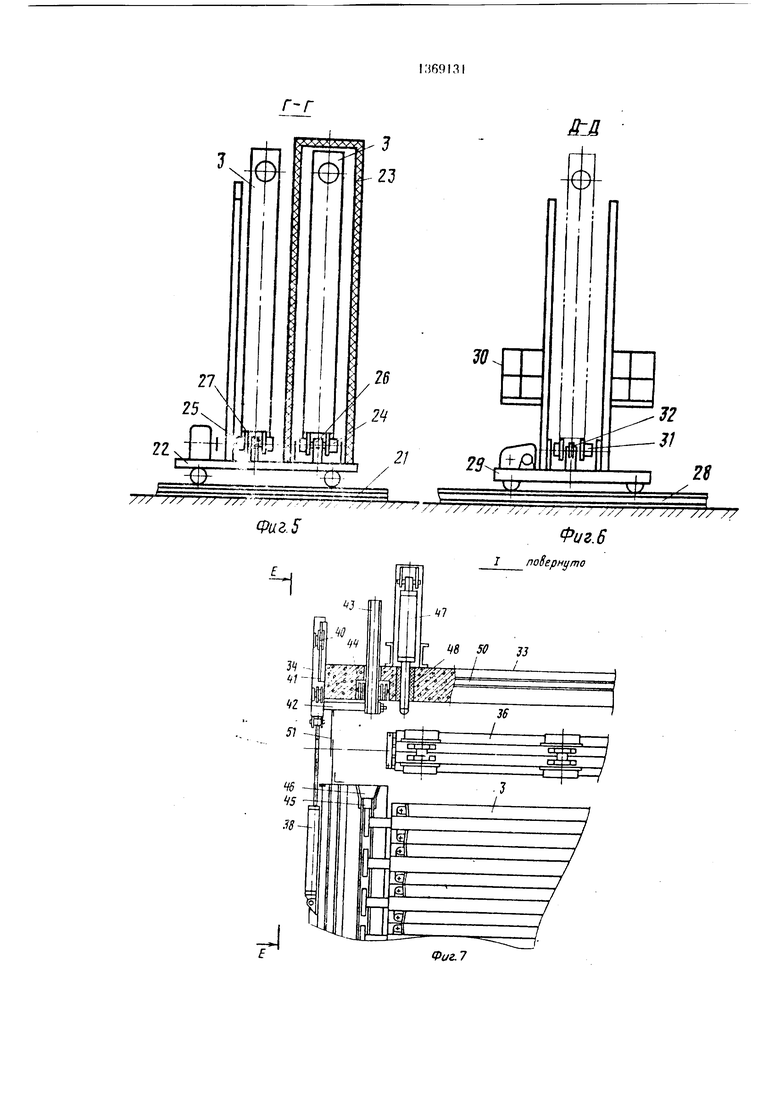
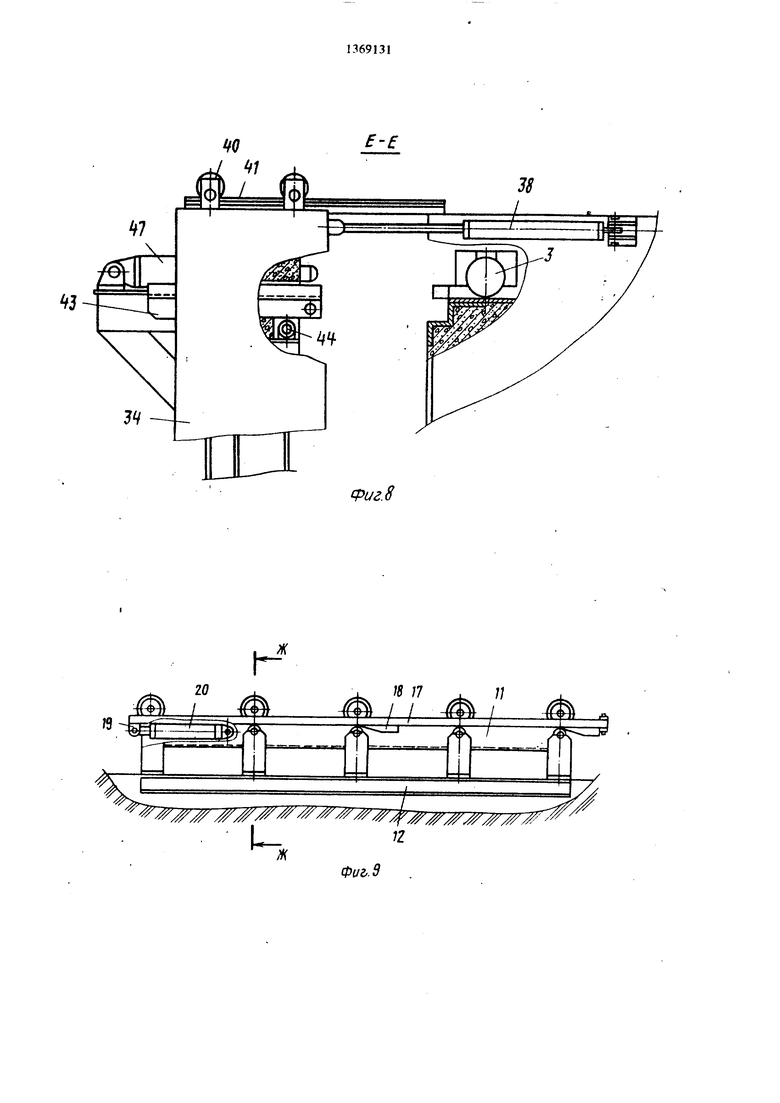
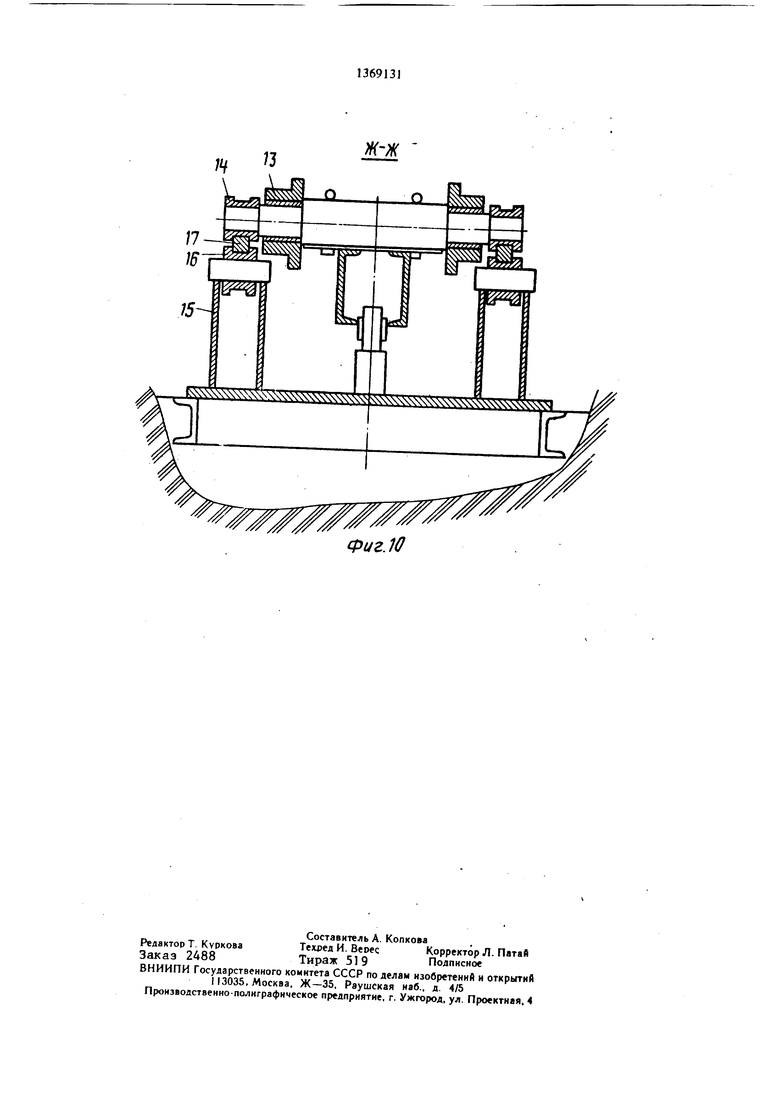
На фиг. 1 изображена предлагаемая линия, вид в плане; на фиг. 2 - разрез Л- Л на фиг. 1; на фиг. 3 - разрез Б -Б на фнг 1; на фиг. 4 - разрез В-В на фиг. I; на фиг. 5 - разрез Г-Г на фиг. 1; на фяг. 6 -- .разрез Д-Д на фиг. 1; на фнг. 7 - узел i и;, фиг. 1; на фиг. 8 - разрез Е-Е на фиг. 7; на фиг. 9 - общий вид подъемно-опуск кого рольганга поста формования; я фиг. 10 - разрез Ж. Ж на фнг. Р.
Кассетно-конвейсрная -линия формовочную установку, состоящую и.з рядп формовочных постов, включаюши.х 110Л1 :м- но-опускной рольганг 1, два onoptibix пибро- амортизатора 2, подвижную двухстороннюк форму 3, наружные щиты 4, самоходный бетоноукладчик 5. Вдоль торцов формовочных постов расположены рельсовые напрлн- ляюшие 6, по которым перемещается устройство 7 для чистки и смазки H;:1.
ных ШИТОВ 4, имеющее автосцепку с rtjop- мой 3. Оно состоит - из самоходном li. ia- формы 8, на которой размещен рольганг 9. На рольганге 9 установлен рабочиГ: О ;г:м |П для чистки и смазки наружных шигов 1, Я1 ляющийся общим для всех (||0рмо м)чи|.1х листов.
Подъемно-опускной ро..1ьганг со-.-тоит из двух сварных рам - подвижное I 1 и стационарной нижней 12. На верхней ri;,v. вижиой раме II CMOHTHpoBaHt i напгавляю- шие ролики 13 и опорные 14. К нижней стационарной раме 12 оппозитно роликам 14 на специальных кронштейнах 15 прикреплены опорные ролики 16. Между опорными роликами 14 и 16 размешены подвижные штанги 17 с клинообразными участками 18. Обе штанги связаны между собой траверсой 19, соединенной со штоком гидроцилиндра .20, размешенного внутри подвижной рамы 11.
Виброамортизаторы 2 представляют собой массивные стальные сварные конструкции, контактируюшие с основанием пола посредством виброгасяших резиновых прокла док.
Линия содержит рельсовые направляющие 21, по которым перемешается вдоль всех формрвочных установок самоходная передаточная тележка 22 с электромеханическим приводом, на платформе которой смонтирована промежуточная шелевая камера дозревания 23. Внутри камеры дозревания 23 на платформе тележки 22 смонтирован рольганг 24. На платформе смонтирован также рольганг 25. Оба рольганга
оснйшеим ,ie.;jHi.f.irf..iii Hep-: ,eiueHiin 26 и 27 диухсторо1 1нх ф()11М 3. Пр :межугочная ка- меря аоз|101 апня 23 якию.-щрна из легких терм и:):.. 1М -ую11 ИУ iU) црй. в дверных прое.м.чх к;1М( ры i yi , ai OfL fem i иггоры из эласгичногм yai-,,iH; la. rpi- c; изируюгцие вн) тр( («Ibe-.i lu-iMCpb:
Линия содержит .ые пути 28, по KOTopiiiM (,и и;;. ca ioxoднaя ,, с эл(.. |; р{;л:сханимгг -:;: .- ii iifujjiciM передаточная тележка 2-. 1 -. ICM;K.I 29 выполнена с подъемными njioiiuinv 1ми , рольгангом 3 ii механи.з . .- lu ;;гмои1. H;-: - 32 uFsyxСТО К)ИНИХ diOpw Пост ;; :hcn i;)i, rifijrif.,: , и идержит liaf меру тепловой пб),-;,,: к; :i рыполнсиную
из ii i: /uuix г м; -(lii ((1 .чих пгргь клаюнп;х Kf. iin ;)ук(ий ii,i,it- iinoe u кам ;) . 1. . ; ( 1Ки и
В. -I :.( ,.. .V. . i; ( раЗ- меП ОЧМ .10 ,. -( - -r- ; Mi ;. li.iifi) Г t , Y П т I: i . I t. ; I ч - . , 1 , i 1 i I -Ti 1 и i:.. 4 TIO / - , : . i;- --lt4 1К.Д 1, V.i - ;. 1 7, чд чпiMHi.ie MO K.. ; i i.. ;: /..; .1:. ijiefiii о ) l 35 «i siL priiK;; ,i. ii;i:;v-.:i ;. .;. ; u шгиками , и.чрошпим h Oii v-; . :, л. ТЯ их i/ i :;.. ,. ii -; i Cfi;: ;мч Mfpi,-.-.U iui;iiHG
;;ВГ 1 1 i. N il l . f i-;ib :( -1 -ни- ,;,;.-ЦЦЧ ргХЦИKoii-i:: i кои -10, yK|M i.ii -;ih)i , -p.oiCH части лнерс r;;ui :. -- -.лткои . ук- } .:: и ;:-u:p( ;i i ijrpp ,- ; ,(,1 i; 4.)riR 1ЧЮI i-. - ;i.- . ;ii И i i)
I,:, : .141 11.44. ;
. i i, Kin:
5 pcj i.r: iM.
110ЛИК1 - 4i:j.jr/ I I
K:if- |ii .:
, n: ii;irH г , opo . : ; - Viiuiv KOTO|Mjix
i мпггки
i I Ч11Ц-:.| по ll i /Ь:;|.Ч llOi. VlUHX : Tl ; . II; Ii ОД Г. Ж H hie
учистки ре. ii . H i t.i 1Чч;1гч1 -.л|.1Ч.их- СЯ у л кчн й 11)витсля .и -it) и : 0 х11сй час I торцевой riciiiii ,L I /ii: грормя 3 заходит в . csioinMpois. -Hi.i дц гидроци- , 4n;ui;i 17 i;xri n. :i;i Ba ;i ; ri;;:;ei-;; (рорм. И1то- кн гилр П1и..д})Ои ьволягся в .;еру через yiijio i лите. М- -18. Ср.ср.ху K.iMepa 33 .,lкpы- c be.viin.iMii |опло,13о;1И)ую11;ими крыш5 кам -19, (Л. иряк Ч лг и : ло Иериуллру камеры ,(а .ги лрозл . лпр ;(). о имо 34 и 35 иертикульныг (ip-).o, п1 :()1аны злас- тнчл.г.ми агорами ol. ... I OJihK) ускорения обор.1чивас .п)|-т1 K;iMi (tr 33, ITU нег1ог.,:ед- ственнс . по-1(М iioiiL,ii i 4i4e прои. -;иодитель0 (iocTii ли :-1111, iipe.ivcMOTpi ( ;;а)иаит повышения в ней Tt.llt ратуры Путем подвода отра- йотанно ) п; рг1 е гюсто : (|и)рмопания через труб тые рег11ст и,: 52, сг.г,ч1тированные у осчов;-; 1ия .чола.
3 месте вволч ли х--г(1ронних форм 3 в камеру 3i.i rie(ie; v л е)ьми 34 смонти- устройсгго .v s л. 1:1 птделки яоверх- HOCTii изделий, нр СЛ .:г.- В1чю1 ;ля собой две стойки 54 с закг1ер ле(|нымс на них в шахматном порядке затирочными дисками 55, имеющими общий привод вращательного движения.
Пост подготовки состоит иа рольтанга 56 и с каждой его стороны - подъемных площадок 57. В непосредственной близости от поста устанавливается контейнер 58 с готовыми арматурными каркасами. Перед рольгангом 56 со стороны поста смонтировано устройство 59 для чистки и смазки форм 3, состоящее из пары чистящих вертикальных валиков-щеток 60 и пары смазывающих валиков 61, имеющий общий привод вращения
Р абочнй настил 62 поста формования 1 опирается на виброизолированные стойки 63. Между настилами 2 и стойками 63 размещены виброгасжиие поду1нки 64 из эластичного материала В настиле 62 выполнены iHiiJH для размещения форм 65, п которых и остатков бетона, остающихся в бункере бетоноукладчика после каждого цикла формования, M(jryT формоваться малогабаритные изделия. Ниша с формой или бел нее закрынлется решеткой. В настиле 62 имс ется также ниша для приемного водо-шла мосборникя 66 для (Тора и отвода отходов, образующихся при Ь тье бункера бетоноукладчика
rio. i R осигльтиии иехя на посту форм вания 1 Е ыполне11 с .клоном и водосбор иым лотком 67 для удале1;|1я Г1)ои. полсгпе 1 ных отходов n;in мок)ои уборке.
Работа .1И11ИИ осуществляется в следующей (1Ослеловатс.1()Ности.
Пергл;|т()чная тележка 22, иа ролы пнге 25 KOTopnii установленл подвижная форма 3, уко.милектованнля Е1|)млту)иыми касами, закладными деталями, элементами оснастки и каналообразователями, перемещается по рел1.совым путям 21 к перво у в технологическом порядке формовочному посту, процесс предварительной термообработки в котором уже закончился, и останавливается напротив него так, чтобы про- дольные оси рольга(1га 24 и. I совпали.
После этого производится раскрытие наружных тепловых и|итов 4 фор.мовочиой установки при НОМ01НИ силовых гидроиилиил- ров 20. Затем подвижная рама 1 I подьем- но-опускного рольганга при помощи гидроцилиндра 20, перемеи1ающего щтаиги 17 с клиновидными участками 18, поднимается до тех пор. пока верхний уровень направляющих роликов 14 не совпадет с верхним уровнем роликов рольганга 24. При этом форма 3 с двумя изделиями приподнимается рольгангом 1 над опорными поверхностями виброамортизаторов 2, на которые она опиралась во время операции фор.мова- ния и предварительной термообработки. Одновременно производится сиелление устройства 7 при помощи автосцепки с формой 3. Далее при помощи механизма перемещения 26 форма 3 с изделиями перемещается
20
последовательно по рольгангам I и 24 в промежуточную камеру дозревания 23, а устройство 7 при этом, перемещаясь вслед за формой 3 по рольгангу I, очищает наружные
5 щиты Т})Ормовочной установки от остатков бетонной смеси и отцепляется автоматически от формы 3 по окончанию перемещения ее в камеру 23.
Далее передаточная тележка 22 немед Q ленно смещается по рельсовым путям 21 до совпадения продольных осей рольганга I этой же формовочной установки и рольганга 25 иа тележке. После чего форма с ар- мзтуриыми каркасами при помощи механизма перемещения 27 с ролы-анга 25 пере15 мещается на рольганг I формовочной установки. Форма 3, двигаясь по рольгангу I, перемещает впереди себя агрегат 7, смазочиый валок которого, получив вращение, смазывает наружные тепловые щиты формовочной установки. По окончании пере- меи1ения формы 3 происходит в обратной последовательности опускание подвижной рамы II рольганга 1, вследствие чего автоматически отцепляется от нее устройство 7, а форма останавливается и фиксируется на
5 виброамортизаторах 2. После этого наружные щиты 4 установки плотно прижимаются к продольно-нижней и торцовой борт- оснастке формы 3 посредством силовых гид- роиилнндров 20. и в образовав1ииеся формовочные полости с помощью бетоноуклад0 чика 5 укладывается бетонная смесь, которая при этом периодически виброуплот- ияется. Вибрация, воспринимаясь виброамортизаторами 2, гасится последними и практически не передается на основание пола и стоящие на нем конструкции. Допол5 нигельное ослабление виб|)ации иа рабочем настиле 62 осуи1ествляется посредством по- дуи1ек 64. По окончании процесса формо- ваиия в тепловые полости наружных щитов 4 и разделительную перегородку фор- Q мы 3 подается пар или другой источник тепла. Первичная тер.мообработка бетона осуп1ествляется в зависимости от толщины формируемого изделия в течение 30-60 минут.
5 После захода формы 3 в формовочную установку, в течение процесса укладки в нее бетонной смеси и первичной термообработки, тележка 32 перемещается по рельсовым путям 21 к дверям 34 камеры тепловой обработки 33 до тех пор, пока
0 продольные оси рольгангов 24 тележки И 36 камеры не совпадут. После остановки тележки 22 происходит открывание дверей 34 при помощи гидроцилиндра 38 и освобождение проема от подвижного участка рельса 43.
г Одновременно происходит подъем подвижной рамы 11 подъемно-опускного рольганга 36 до совпадения верхнего уровня роликов 13 рольганга 36 и верхнею уровня роликов рольганга 24. Далее форма 3 с изделиям-и при помощи механизма 26 перемещается в туннельную камеру 33 но рольгангам 24 и 36 последовательно ло совпадения осей колес с осями рельсовых путей 43 и 45. После остановки формы производится закрытие дверей 34, при этом подвижный участок рельсового пути 43 перемещается тягой 42. перекатываясь по роли- коопоре 44, и входит в ловители 46, соединяясь с неподвижным участком рельсов 45 и опираясь при этом передним концом на край несущей стеики камеры. По окончании закрытия дверей производится опускание подвижной рамы 11 рольганга 36, форма 3 при этом становится своими колесами на рельсовые пути, укрепленные на несущих стенках камеры, и открывается от верхней поверхиогти направляющих роликов 13 рольганга 36. Далее производится одновременное вылвиже1;ие штоков 1 идроци- лиидров 47. Форма 3 с изделиями при этом проталкивается в поперечном направлении с подвижного участка рельса на не подвижный и лалее - в пакет формы, который также перемещается гидроцилиндра мм 47 до тех пор, пока крайняя (}0р.ма с изделиями со стороны две)и 35 пер . местится и зафиксируется в положении, когда ее продольная о( ii симметрии совпадет с II ЮДОЛЬHOI (С1Ж1 1О. Ьган1 ;i Л7 1о ок(.чпим оперииии К рсмсщсния ticero пакета форм в камере штоки толкакшшх гидроцилиндров 47 возвращаются в исход- нос положенно м одновременно происходит подъем ра.мы 11 рол ьемио-оиускио; о р(ль глнга 37 ня ;и 1ичи11, к )гл;| верхний х рорень роликов 13 совнилпС г с верхним уровнем |)о. ;иков f)o.ibiaHi;i 3 передаточной тележки 29, уста1{овле:1ион предварительно соос- но с рольгангом 37, при этом форма приподнимается на определенную величину и верхние ее колеса выходят из соприкосновения с рел1 совыми путями камер.
Затем производится открытие дверей 35 и подвижной участок рельса 43 выходит из ловителя и откатывается вместе с дверями, освобождая дверной проем для выхода стоящей на рольган1е 37 формы с готовыми изделия.ми. Последняя затем с помони ю механизма перемещения 32 транспортируется последовательно по рольгангам 37 и 31 на передаточную тележку 29. Далее произво дится закрывание дверей 35, опускание рольганга 37 и распалубка, т.е. извлечение готовых издел)й из форм крано.м и транспортировка их на склад готовой продукции. Операции по строповке нчлелий осуществляются при Помощи подъемных площадок 20. После извлечения и.делий и:-: формы передаточная тележка 29 перемеп1ается но peл.- совым нaпpaвляющн 28 и фиксируется в положении, когда продольные оси рольгангов 31 и 56 совпадают. После чего форма при помощи механизма пере.и 111ения 32 пере
0
5
0
0
5
0
5
двигается по рольгангам 31 и 56 на пост подготовки, причем последняя проходит через устройство для чистки и смазки форм 59, которая, включаясь одновр менно с началом движения форм, очищает ее валками- П1етками 60, а затем смазывает валками 61.
На посту подготовки форма, находясь на рольганге 56, оснащается арматурными каркасами, закладными деталями, элементами оснастки и каналообразователями под скрытую проводку. Эти операции выполняются с подъемных площадок 57. R это же время тележка 22, переместивщись по рельсовым путям 21; остананллвается у поста подготовки так, что пролольные оси рольгангов 25 и 26 совпадают и io окончании процесса оспащепия фо)мы 3 на iir.ciy подготовки, онл с помошыо механизма перемещения 27 .закат,1ваегся на тс-Л( жк 22 по рольгангам 56 и 25 последовательно После 4ei o передаточная т(. ;1ежка . 2 пг-реме- щается по путям 21 к BTOpoii в технологической пос. 1едов;| 1е.1Ь;1 )сти фг)рмов11чной уста110 ке. к ней ihj т, 1чм т перемещается и устройство 7.
N Ki i.ianniiii опер.шии чихтятся на все.х постах параллелык по BjieMfHu. обес- ;:г-чим,чя nHK. i .. ллаипцийся кг)л|;ч(.ч. том формовоч1 Ы.х IM.H IOM и времспем пс ии .чпой термообработки ич.и-ми м них.
Форм1/- а luonpeiени.ч
етно-ко11нейерная линии, со.к ржа ii;as Г1ара. 1лел1,пые ветви рольгаи1он. н;; ко- торы.х -ста11Ов.тены подви/ ;нь о фирмы, посты формования с нар жными щита.мм. огЗ- рап ющими формо.впчные полости, бетоноукладчиком н устройством для чистки и смазки нар жн1эгч щитов, камеру тепловой обработки, уст)ойство д. 1я чисгкп н смазки фор.м. размеп1енные последовате.тьно посты распалубки и под1 отовки форм, передаточные тележки, расположенные перед и после камеры тепловой обработки, птличаюшаяся тем, что, с целью повышения качества изделий и уменьщення энергоемкости линии; она снабжена устройством для отделки по- верхьостн изделий, передаточные тележки соответственно -- промежуточной камерой дозревания и подъемными площадками, при это.м устройство для чистки и смазки наружных щитов выполнеио подвижны.м в двух направлениях - поперек постов фор.мова- ния и вдоль продольной оси поста формо- ваиия, успройство для отделки поверхности изделий размещеио в зоне перехода формы с передаточной тележки в камеру тепловой обработки, пост распалубки -- на передаточной тележке после камеры тепловой обработки, а устройство для чистки и смазки фопм -- в зоне ггерехода формы межл постом распалубки н подготовки форм
58
- Ф
.35
28
33
7
Фиг.1
g-J
/ )i// / ////( / / /7/ /// / /y/ ///
S9 5623
Фигг
51 SI
60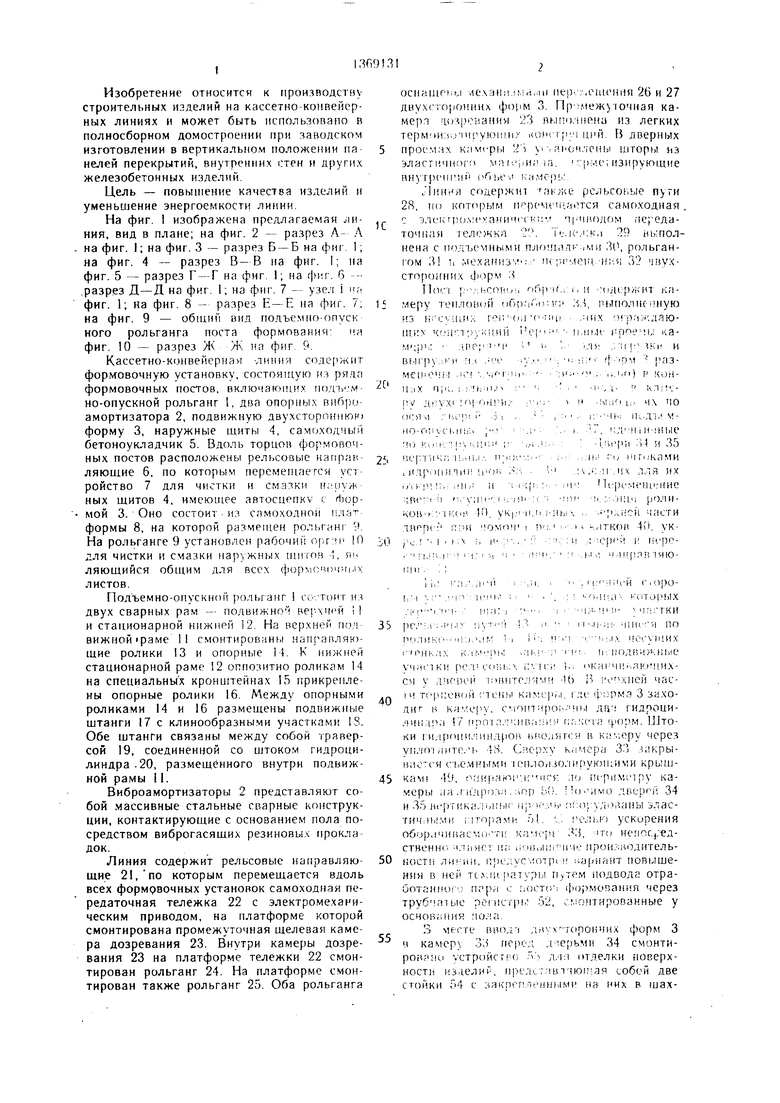
| название | год | авторы | номер документа |
|---|---|---|---|
| Челночная кассетно-конвейерная линия | 1989 |
|
SU1719208A1 |
| Конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU1006232A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU973371A1 |
| Установка для изготовления строительных изделий на кассетно-конвейерных линиях | 1982 |
|
SU1077795A1 |
| Технологическая линия по производствуСТРОиТЕльНыХ издЕлий B КАССЕТНыХфОРМАХ | 1979 |
|
SU821155A1 |
| Конвейерная линия для изготовления вертикально-формуемых строительных изделий | 1981 |
|
SU992197A1 |
| Конвейерная установка для изготовления длинномерных железобетонных изделий | 1981 |
|
SU1000275A1 |
| Горизонтально замкнутая конвейерная линия для вертикально формуемых строительных изделий | 1986 |
|
SU1433812A1 |
| Агрегат прерывно-поточного производства строительных изделий | 1980 |
|
SU998118A1 |
| Горизонтально-замкнутая конвейерная линия для вертикального формования бетонных изделий | 1984 |
|
SU1207775A1 |
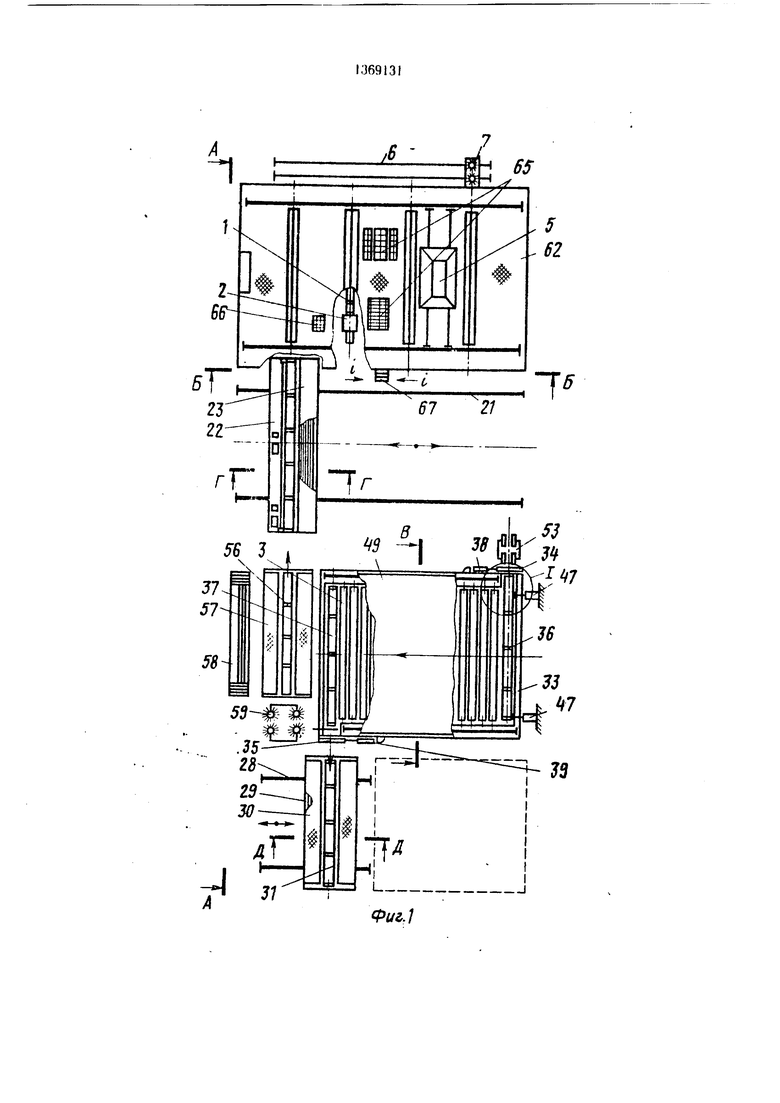

Изобретение относится к производству строительных изделий на кассетио-конвейер- ных линиях и может быть использовано в полносборном домостроении при заводском изготовлении в вертикальном положении панелей перекрытий, внутренних стен и других железобетонных изделий. Изобретение позволяет повысить качество изделий и уменьшить энергоемкость линии благодаря тому, что она снабжена устройством 53 для отделки поверхности изделий, передаточные тележки 22 и 29 соответственно - промежуточной камерой дозревания 23 и подъемными площадками 30. при этом устройство 7 для чистки и смазки наружных щитов выполнено подвижным поперек постов формования и вдоль продольной оси. п.оста формования, пост распалубки размещеи на передаточной тележке 29 после камеры 33 тепловой обработки, а устройство 59 для чистки и смазки форм 3 - в зоне перехода формы 3 между постом распалубки и подготовки форм. 10 ил. с (Л
y //////W ///////// // ////7-i.
I 21
-7
21
Фиг
B-B
gggpggggggggwgggSofluSgggiQOOOC
рСуууууууу у ууру УЖУ УдУ
;s
Ш
ЖЖЖЖЖ
Up г. p.
a
D
I
I
-IA:
i.
/////// 7////////7W
Фиг, 5
s
oe
я
52
w//// /////////////
ФигЛ
г-г
.S(pi,
I noSepnymo
-H
J%;:
w
45
38SrJ,
/// /// /// //
Фс/г.7
34
Г
ж
«
W /7 . //.
II I
/// 4 // / //////
U-
1К
Фиг . 9
-
сриг.8
ж-ж
Фиг. 10
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Граник Ю | |||
| Г | |||
| Заводское производство элементов сборных домов | |||
| - М.: Строй- издат, 1984, с, 89-92. | |||
