05
а:
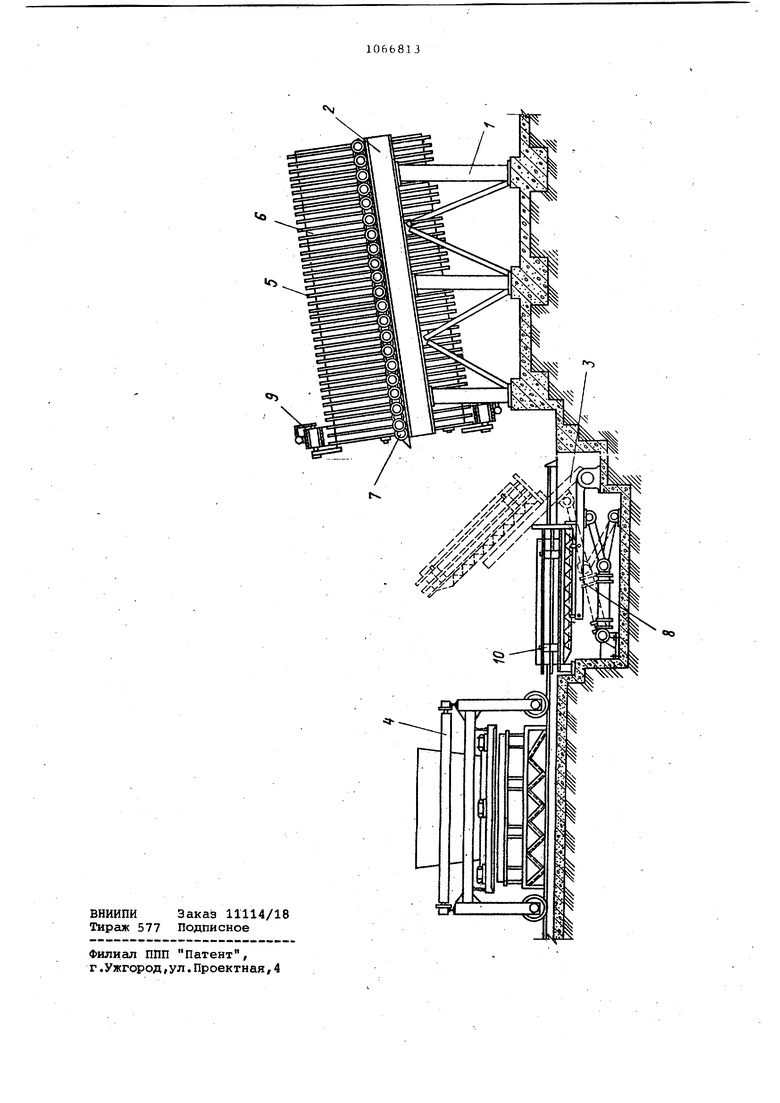
00W). Изобретение относится к строител ной индустрии, а именно к кассетно конвейерным линиям для производств железобетонных изделий. Известна установка для изготовления железобетонных изделий в кас сетных формах, включающая раму с направляющими для перемещения формовочно-тепловых отсеков, снабженных четырьмя катками по технологическим постам посредством привода, кантователь с приводом перевода формовочно-тепловых отсеков из наклонного положения в вертикальное Недостатками известной линии является то, что укладку и уплотнение бетонной смеси на ней производят в вертикальном положении кассетннлх форм, что не позволяет использовать бетонные смеси с удобоукладываемостью менее 4-6 см осадки конуса и приводит к значительному расходу цаментаНаиболее близкой к изобретению является кассетная конвейерная линия для изготовления железобетонных изделий, содержащая опорную раму с параллельно расположенными напра ляющими, формы-отсеки с катками, установленными на направляющие, бетоноукладчик и кантователь, установленный между последними 12 . Недостатком данной линии является наличие толкателя для перемещения форм-отсеков по направляющим, что усложняет конструкцию. Цель изобретения - повышение качества изделий, упрощение конструкции и сокращение занимаемой площади. Поставленная цель достигается тем, что в кассетной конвейерной линии для изготовления железобетонных изделий, содержащей опорную раму с параллельно расположенными направляющими, формы-отсеки с катками, устаноБленны ли на направляющие, бетоноукладчик и кантователь, расположенный между последними, к.аж дая форма-отсек снабжена.съемной тепловой стенкой, а направляющие выполнены наклонными в сторону кантователя , На чертеже схематически показана кассетная конвейерная линия для и;зготовления железобетонных изделий,. .Линия содержит опорную раму 1, на балках которой смонтированы параллельные направляюш.ие 2, выполнегн ные наклонными в сторону кантовате;.ля 3, перед которьлм установлен бвго .ноукладчик 4, Линия снабжена формс ми-отсеками 5 с тепловыми стенкамк: каждая из которых имеет катки 7, Тепловые стенки б выполнены с отверстиями для подвода пара и отвода конденсата. Кантователь 3 снабжен гидрозахватом 8 для удержания формы 5 и тепловой стенки 6, а опорная рама на входе снабжена упорами 9, выполненными с возможностью пропуска форм и тепловых стенок на направляющие и удержания от обратного скатывания. Линия также содержит посты распатрубки (не показаны). Работа кассетной конвейерной линии происходит в следующей последовательности. После прохождения постов распаЛУ0КИ, чистки и смезки в горизонтально расположенную форму-отсек 5 укладывают арматуру, и на нее наезжает бетоноукладчик 4, который загружает форму бетоном. Затем загруженную бетоном форму-отсек 5, пер еводят на горизонтально расположенный кантователь 3 и на форму укладывают тепловую стенку 6. После укладки тепловой стенки 6 на загруженную форму 5 гидропакетами 10 прижимают их одну к другой и к кантователю, кантователь переводят в вертикальное положение так, чтойы форма-отсек 5 и тепловая стенка 6 оказались установленными своими катками 7 на направляющие 2. Затем кантователь переводят в исходное горизонтальное положение для приема следующей формы-отсека. Форма-отсек 5 и тепловая стенка 6, установленные катками 7 на наклонных направляющих 2, удерживаются от скатывания упорами 9 и прижимаются одна к другой за счет составляющей от веса впереди установленных форм-отсеков и тепловых стенок, К отверстиям тепловых стенок подключают тепловую магистраль (не показано). Процесс подключения пара механизирован, По мере поступления форм 5 и тепловых стенок 6 на направляющей 2 пакет передвигается по направлению к посту распалубки. Применение прдлагаемой кассетной конвейерной линии позволяет повысить качество изрелий за счет применения жестких бетонных смесей с поверхност ной обработкой в горизонтальном положении, упростить конструкцию, отказавшись от толкателя перемещения форм-отсеков по направляющим. Термообработка изделий в вертикальном положении позволяет снизить площадь, занимаемую линией, получить до 1 мггн руб. экономии в год.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикально замкнутая кассетно-конвейерная линия | 1987 |
|
SU1497012A1 |
| Установка для изготовления железобетонных изделий в кассетных формах | 1984 |
|
SU1219371A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| КАССЕТНО-КЛИНОВАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2022 |
|
RU2785698C1 |
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ В КАССЕТНЫХ ФОРМАХ | 1970 |
|
SU284666A1 |
| Установка для изготовления ребристых плит из бетонных смесей | 1981 |
|
SU1013286A1 |
| Технологический комплекс по производству железобетонных изделий | 1989 |
|
SU1694379A1 |
| Челночная кассетно-конвейерная линия | 1989 |
|
SU1719208A1 |
| Кассетно-конвейерная линия для изготовления железобетонных изделий | 1987 |
|
SU1530462A1 |
КАССЕТНАЯ КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЬИС ИЗДЕЛИЙ, содержащая опорную раму с параллельно расположенными направляющими, формы-отсеки с каткадш, установленньо«ш на направляющие, бетоноукладчик и кантовател1, расположенный между последними, о т л и чающаяся тем, что, С целью повыиения качества изделий, упрощения конструкции и сокращения занимаемой площади, каждая фо жла-отсек снабжена съемной тепловой стенкой, a направляющие выполнены наклонными в сторону кантователя. «I
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
