Изобретение относится к технике производства строительных изделий, например, из цементно-песчаных смесей для получения изделий сложной конфигурации с бездефектной поверхностью.
Известный способ, в котором твердеющую цементно-песчаную смесь загруженную в форму установки подверженной одновременному воздействию вибрационных сил от виброплощадки и пригруза с силой создаваемой винтовым механизмом, (см. , например, авторское свидетельство СССР N 1636213, кл. B 28 B 1/08, 1988 г.).
Недостатком известного способа является зависимость указанных параметров (частот и амплитуд) колебательного формования определяющих эффективность способа формирования от количественных показателей массива конструктивных параметров колебательной системы.
Известен способ изготовления строительных изделий, включающий укладку твердеющей смеси в матрицу с подвижным дном, уплотнение смеси посредством вибрирования с одновременным воздействием пуансона, при котором уплотнение смеси осуществляют при близкой к максимальной величине виброперегрузки в зарезонансной области колебательной системы (см. , например, патент РФ N 2039646 по кл. B 28 B 1/08 за 1992 г.).
Недостатком данного способа является то, что при учете и максимизации параметров вибрации системы при изготовлении строительных изделий из цементно-песчаной смеси их поверхности особенно сложной конфигурации покрыты раковинами, являющиеся результатом воздушных включений на границе формы поверхности твердеющей смеси. Ликвидация образованных каверн в изделии приведет в лучшем случае к дорогостоящим ручным работам, а в худшем - к уменьшению несущих сечений и выбраковке изделий.
Предложенное техническое решение свободно от вышеперечисленных недостатков.
Достигают это тем, что в способе изготовления строительных изделий, включающим заполнение формы, вибрацию и извлечение отформованного изделия, перед вибрацией заполненную твердеющим раствором форму помещают в инертную среду, а вибрации подвергают только форму или форму и инертную среду подвергают вибрации одновременно, при этом форму и инертную среду можно подвергать вибрации с изменением фаз друг относительно друга, а после вибрации форму поднимают и извлекают отформированное изделие.
Все вышеперечисленные признаки направлены на решение поставленных задач.
Сущность изобретения поясняется чертежом где:
На фиг. 1 изображена схема вибрации формы, заполненной твердеющим раствором, в инертной среде.
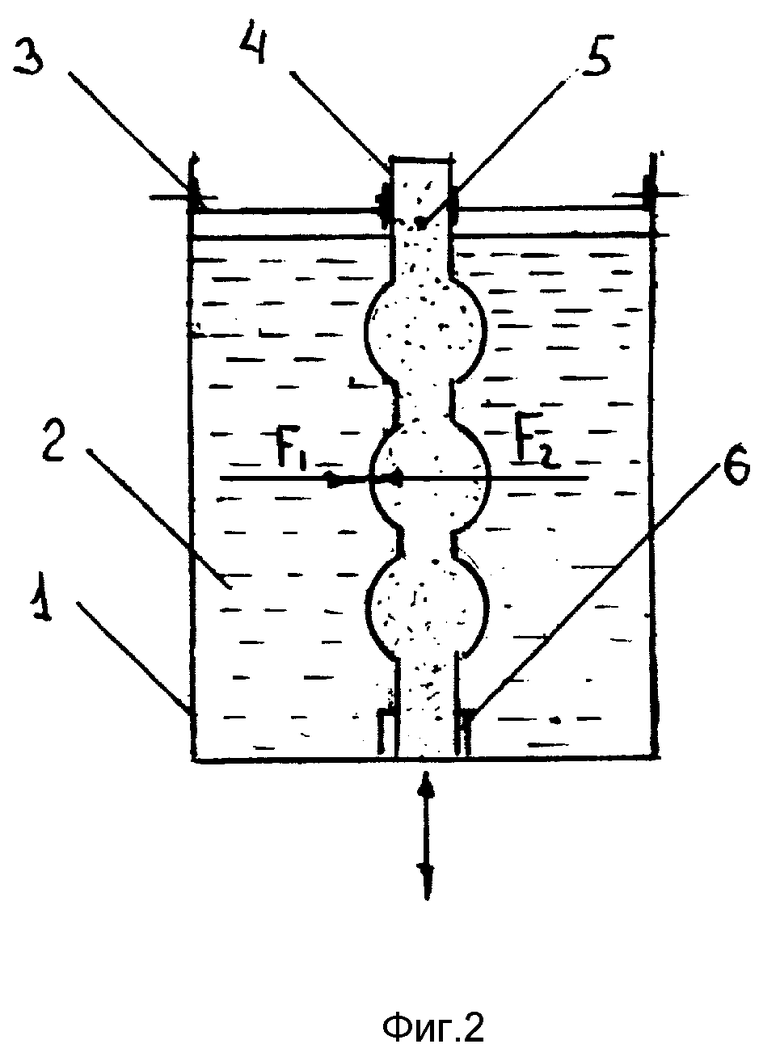
На фиг. 2 изображена схема одновременной вибрации формы, заполненной твердеющим раствором, и инертной среды.
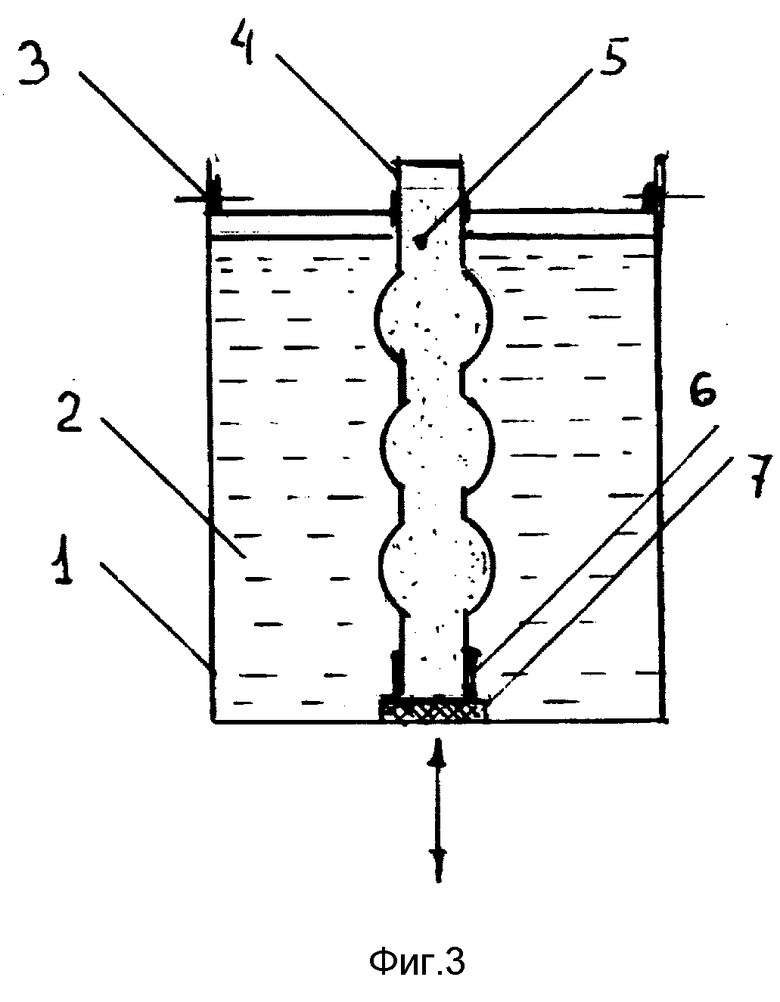
На фиг. 3 изображена схема вибрации со смещением фаз формы, заполненной твердеющим раствором и инертной среды.
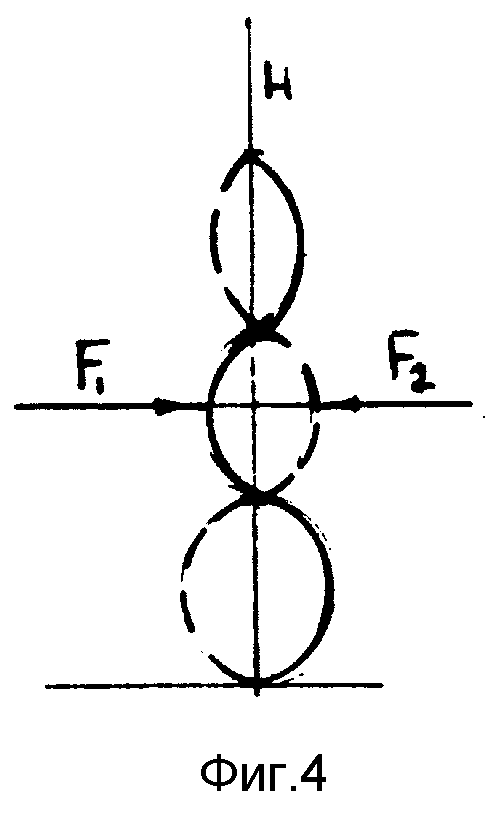
На фиг. 4 схематично изображено распределение сил по высоте изделия на стенки формы, заполненной твердеющим раствором, и инертной среды.
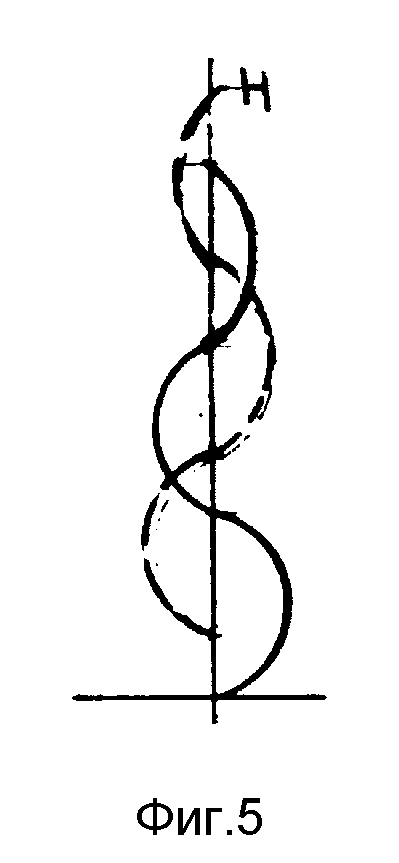
На фиг. 5 схематично изображено распределение сил по высоте изделия на стенки формы при вибрации со смещением фазы формы, заполненной твердеющим раствором, и инертной среды.
Обозначение на чертеже следующее:
В емкости 1, заполненной инертной средой 2 с помощью держателя 3, прикрепленного в верхней части емкости 1 установлена форма 4, заполненная твердеющим раствором 5, в качестве которого используется, например, цементно-песчаная смесь. В нижней части емкости 1 форма 4 зафиксирована от горизонтальных смещений с помощью держателя 6, который в необходимых случаях соединен с емкостью 1 через амортизатор 7. Держатель 3 выполнен, например, в виде радиальных лучей, одним концом соединенных с емкостью 1, а другим - с замкнутым контуром, соответствующим контуру верхней части формы 4. В качестве инертной среды 2 используются подвижные не агрессивные материалы по отношению к материалу формы 4 и объемным весом соответствующим или меньшим объемному весу твердеющего раствора 5, например песок, жидкости, например вода. Кроме того на фиг.4 и 5 пунктиром изображена кривая сил F2, воздействующая на стенки формы от вибрации твердеющего раствора 5, а сплошной линией силы F1 - от вибрации инертной среды 2, например воды. Форма 4 изготовляется из полимерных материалов, например из полиэтилена в виде одноразовой цельной формы или разъемной с уплотнением.
Герметизацию дополнительно обеспечить, поместив заполненную твердеющим раствором 5 форму в целлофановый пакет, на чертеже не показан, который обеспечит дополнительную герметизацию за счет полного прилегания пакета к форме под действием сил инертной среды 2. Такой прием одновременно позволит повысить уровень инертной среды 2 выше формы 4, предварительно установив жесткую трубку в целлофановый пакет и в форму 4, на чертеже не показано. Этот прием позволит поднять высоту столба инертной среды 2, например воды, выше формы 5 и одновременно увеличит величину F1 силы, воздействующей на форму 1, в данном случае на ее наружную верхнюю часть, и повысит достоверность отсутствия воздуха в верхней части формы 5. Направления силы F1 от действия инертной среды 2 на форму 1 и силы F2 от твердеющей смеси 5 показаны на фиг. 2, а их величина, представляющая сумму амплитуд, изображена на фиг. 4.
Способ осуществляется следующим образом.
Форму 4, заполненную твердеющим раствором 5, устанавливают в держатель 6, закрепленный на дне емкости 1. В верхней части форму 4 фиксируют относительно емкости 1 с помощью держателя 3.
Закончив операцию фиксации формы 5 относительно емкости 1, ее пространство заполняют инертной средой 2, например водой, до уровня, соответствующего высоте твердеющего раствора 5 в форме 4.
В качестве твердеющего раствора 5 использовалась цементно-песчаная смесь жесткостью 10c для изготовления балясины высотой 50 см.
Подготовленную емкость 1 устанавливают на вибростол фиг. 2 и производят вибрацию амплитудой 0,6 мм с частотой 50 Гц в течение 1,5 мин. Принудительные колебания вызывают значительное уменьшение внутреннего трения между частицами смеси и приводящее в состояние тяжелой жидкости. Частицы твердеющего раствора, колеблясь, стремяться занять наименьший объем, при этом пузырьки воздуха вытесняются на периферийную поверхность изделия, к форме 4, а бетонная смесь уплотняется под действием массы. Силы F2 действующие на вытесняемый воздух из смеси на границе, твердеющий раствор 5 - внутренняя поверхность формы 4, изображена на фиг. 4 и 5 пунктиром и отображают процесс вибрации формируемого изделия и как следствие удаление воздуха. Аналогичный процесс происходит и на фиг. 1. Одновременно с силами F2 от вибрации твердеющего раствора 5, в нашем случае цементно-песчаной смеси 5, на стенки емкости 1 дополнительно действуют силы F1 от вибрации инертной среды 2, отраженные на фиг. 4 и 5 сплошной линией, направленные навстречу ранее указанным силам F2 от действия твердеющего раствора 5 в одинарной фазе на фиг. 4 и со смещением фаз на фиг. 5 за счет амортизатора 7, выполненного, например, из резины. Как видно из фиг. 4 и 5 силы F1 и F2, действующие на оболочку формы 4 и вытесняющие воздух с поверхности формуемого изделия, суммируются и по высоте изделия уменьшаются от основания к верхней части изделия предопределяя движение вытесняющего воздуха.
После распалубки поверхность изготовленного изделия по данному способу получается гладкой и лишена воздушных раковин и других аналогичных видимых изъянов. На фиг. 1 изображена схема изготовления изделия из твердеющих растворов 5 подвижностью 15-20 см.
Такая схема, экономящая затраты энергии на вибрацию, вполне обеспечивает качество изделий за счет дополнительных сил трения и соударения конфигурацией формы 4 об инертную среду 2. На фиг. 3 изображена схема изготовления изделия из твердеющих растворов 5 подвижностью 5 - 15 см. За счет смещения фаз вибрации твердеющего раствора 5 и инертной среды 2 на стенки формы 4 действуют силы без абсолютных максимумов и нулей, необходимых для жестких смесей, что также сказывается на качество изготовляемых изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА С НЕСКОЛЬКИМИ ФОРМОВОЧНЫМИ ОТСЕКАМИ | 1997 |
|
RU2113987C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТВЕРДЕЮЩЕЙ СМЕСИ | 1997 |
|
RU2122988C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ СМЕСЕЙ ЦЕМЕНТА С ДРУГИМИ МАТЕРИАЛАМИ | 1996 |
|
RU2101175C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНОЙ СМЕСИ | 2000 |
|
RU2170221C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО СТРОИТЕЛЬНОГО МАТЕРИАЛА И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО СТРОИТЕЛЬНОГО МАТЕРИАЛА | 1994 |
|
RU2100190C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ГЕРМЕТИЧНОСТИ ЗАКОЛОННОГО ПРОСТРАНСТВА | 1995 |
|
RU2108445C1 |
| ПОДШИПНИКОВЫЙ УЗЕЛ | 1996 |
|
RU2122664C1 |
| МНОГОСЛОЙНЫЙ СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2102227C1 |
| СПОСОБ ИЗОЛЯЦИИ И ТУШЕНИЯ ПОДЗЕМНЫХ ПОЖАРОВ В ТРУДНОДОСТУПНЫХ МЕСТАХ ШАХТ | 1997 |
|
RU2133830C1 |
| УСТРОЙСТВО ДЛЯ ОБЕСПЕЧЕНИЯ ТЕПЛОВОГО РАСШИРЕНИЯ ТУРБОАГРЕГАТА | 1996 |
|
RU2123603C1 |
Изобретение относится к технике производства строительных изделий, например, из цементно-песчаных смесей для получения изделий сложной конфигурации с бездефектной поверхностью. Использование данного способа позволяет получить поверхность изготовляемого изделия гладкой, лишенной воздушных раковин и других аналогичных изъянов. Для изготовления строительных изделий по данному способу форму, изготовленную из полимерных материалов, например из полиэтилена, заполняют твердеющим раствором, например цементно-песчаной смесью, фиксируют в емкости с помощью держателей. Затем емкость заполняют инертной средой, например водой, и производят вибрацию. Под действием сил от вибрации твердеющего раствора и инертной среды, направленных друг другу на встречу, воздух, находящийся на границе формы твердеющий раствор, вытесняется из формы. По окончании вибрации форму вынимают из емкости и извлекают готовое изделие. 3 з.п. ф-лы, 5 ил.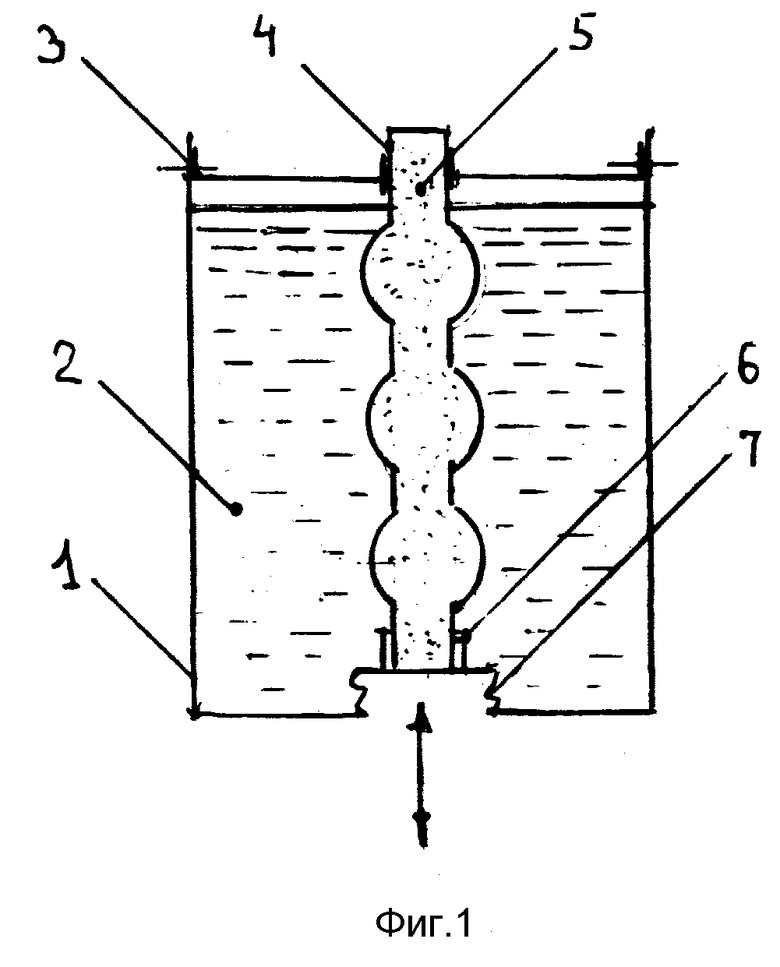
| СПОСОБ ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2039646C1 |
| Способ формования строительных изделий | 1988 |
|
SU1636213A1 |
| RU 95120773 A1, 27.07.96 | |||
| Способ формования огнеупорных бетонных изделий | 1989 |
|
SU1660963A1 |
| Виброплощадка для уплотнения бетонных смесей в форме | 1982 |
|
SU1106655A1 |
