Изобретение относится к контрольно-измерительной технике и может быть использовано для ультразвуковой дефектоскопии листового, в том числе толстолистового, проката в потоке производства.
Известно устройство [1] для ультразвукового контроля листового проката, в котором листы проката помещают с помощью специального механизма (например, подъемного крана) в иммерсионную ванну, затем с помощью рольганга перемещают лист через зону акустического блока, а затем поднимают лист также с помощью специального механизма. При использовании этого устройства можно достичь очень высокого качества контроля, а также обеспечить контроль всей площади листа, поэтому оно используется на сталепрокатных заводах. Недостатком известного устройства является то, что при его использовании требуются большие временные затраты на укладку контролируемого листа в ванну и на его подъем, поэтому он обычно не включается в поток прокатного производства.
Наиболее близким по достигаемому результату к предлагаемому является устройство [2] , в котором ультразвуковой контроль толстолистового проката происходит в процессе производства. Известное устройство содержит акустический блок, в состав которого входят ультразвуковые датчики, рольганг для перемещения листового проката. Ультразвуковые колебания распространяются через струи контактной жидкости, формируемые струеобразующими устройствами. Известное устройство обладает рядом достоинств, главное из которых - сокращение вспомогательных операций, связанных с процессом контроля, так как не требуется использование специальных погрузочно-разгрузочных механизмов для прохождения контролируемого листа в зоне акустического блока. Недостатком является то, что при использовании струеобразующих устройств значения чувствительности не превышают А20 ЭС (в обозначениях ГОСТа 22727-88), а плотность контроля не превышает 80%. Однако существуют ситуации, при которых такие значения чувствительности и плотности контроля недостаточны.
Задачей, решаемой предлагаемым изобретением, является создание устройства для ультразвукового контроля листового проката в процессе производства, позволяющего осуществлять 100% контроль по площади листа при высоких значениях чувствительности.
Для решения поставленной задачи предлагаемое устройство для ультразвуковой дефектоскопии листового проката содержит так же, как и известное, акустический блок, в состав которого входят ультразвуковые датчики, и рольганг для перемещения листового проката. Но в отличие от известного предлагаемое устройство дополнительно содержит иммерсионную ванну, ультразвуковые датчики расположены в иммерсионной жидкости ванны, а часть рольганга погружена в иммерсионную жидкость ванны таким образом, что в зоне иммерсионной ванны профиль рольганга образует прогнутую кривую, симметричную относительно акустического блока, причем форма кривой выбрана из условия совпадения ее с формой упругой линии контролируемого листового проката при его движении по рольгангу. При выборе такой формы рольганга лист, прогибаясь под действием своего веса, повторяет профиль рольганга, что необходимо для того, чтобы лист не разворачивался на рольганге и не проскальзывал.
Также для решения поставленной задачи акустический блок, по крайней мере та его часть, в которой расположены ультразвуковые датчики, помещена в водоподъемную камеру, одной из сторон которой является жидкость иммерсионной ванны, и снабженную устройством для откачки воздуха.
Изобретение поясняется чертежом, на котором схематически изображено предлагаемое устройство для ультразвукового контроля толстолистового проката.
Предлагаемое устройство содержит рольганг 1, акустический блок 2, иммерсионную ванну 3. Ультразвуковые датчики 4 акустического блока 2 помещены в иммерсионную жидкость 5 ванны 3. Также в иммерсионную жидкость ванны 3 помещена часть рольганга 1, причем помещена в иммерсионную жидкость таким образом, что в зоне ванны 3 профиль рольганга 1 образует прогнутую кривую, симметричную относительно акустического блока 2, причем форма кривой выбрана из условия ее совпадения с формой упругой линии контролируемого листа при его движении по рольгангу 1.
При реализации устройства по п.2 акустический блок, по крайней мере та его часть, в которой расположены ультразвуковые датчики, помещена в водоподъемную камеру 6. Ее внутреннее пространство ограничено стенками, а дном является жидкость иммерсионной ванны. Через одну из стенок проходит патрубок, с помощью которого внутреннее пространство водоподъемной камеры 6 соединено через воздухозаборный трубопровод с устройством 7 откачки воздуха. Устройство откачки воздуха может быть выполнено в виде водокольцевого насоса.
Лист в ходе технологического цикла опускается по рольгангу 1 в иммерсионную жидкость 5 ванны 3. Под действием собственного веса лист прогибается и принимает форму профиля рольганга. По мере прохождения листа через зону расположения ультразвуковых датчиков 4, сформированных в линейки и ориентированных в направлении, перпендикулярном направлению перемещению листа, происходит сплошной его контроль. Поскольку контроль происходит в иммерсионной ванне, нет никаких ограничений области распространения акустического сигнала, поэтому значения чувствительности достигают значения А3О ЭС (в обозначениях ГОСТа 22727-88), а плотность контроля может быть равна 100%. На приведенной схеме рассматривается случай использования эхосквозного способа ультразвукового контроля листового проката, поэтому ультразвуковые датчики 4 расположены выше и ниже рольганга 1, т.е. по обе стороны контролируемого листа. При других способах контроля возможно расположение датчиков по одну сторону рольганга.
Как следует из описания предлагаемого устройства, форма профиля рольганга и соответственно длина ванны зависят от максимальной для каждого завода толщины листового проката и его минимальной длины. Как правило, устройства для ультразвукового контроля устанавливаются на уже существующей производственной площади. В тех случаях, когда габариты катаных листов требуют строительства рольганга большой длины для получения требуемого заглубления в иммерсионную жидкость, расчетная длина ванны может превышать длину возможного участка для его установки. Использование для проведения ультразвукового контроля водоподъемной камеры позволяет сократить длину ванны, не меняя требований к форме профиля рольганга. Высокий уровень иммерсионной жидкости необходим только в области расположения ультразвуковых датчиков. Для того чтобы в короткой ванне ультразвуковые датчики находились в процессе контроля в иммерсионной жидкости, включают устройство 7 для откачки воздуха, например водокольцевой насос. Воздух над иммерсионной жидкостью, являющейся дном водоподъемной камеры, откачивается, и вода поднимается. Используя водокольцевой насос, можно поднять уровень воды на 600 мм. Учитывая то, что достаточно того, чтобы датчики отстояли от контролируемого листа на 300 мм, подъем воды на 600 мм с запасом обеспечивает работоспособность устройства для ультразвукового контроля в укороченной ванне.
ЛИТЕРАТУРА
1. Авторское свидетельство СССР N 1307326 МКИ (4) G 01 N 29/04.
2. Патент РФ N 2002257 МКИ (5) G 01 N 29/08.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТРУЙНЫЙ АКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2010 |
|
RU2415413C1 |
| СПОСОБ ДЕФЕКТОМЕТРИИ ПРОКАТНЫХ ЛИСТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2123401C1 |
| ЛОКАЛЬНАЯ ИММЕРСИОННАЯ ВАННА ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЛИСТОВ | 2016 |
|
RU2640450C1 |
| УЛЬТРАЗВУКОВОЙ ПРЕОБРАЗОВАТЕЛЬ | 2007 |
|
RU2359263C1 |
| Устройство для ультразвуковой дефектоскопии | 1980 |
|
SU968740A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК МАТЕРИАЛА ДВИЖУЩЕГОСЯ ЛИСТОВОГО ПРОКАТА | 2003 |
|
RU2231055C1 |
| УЛЬТРАЗВУКОВОЙ МНОГОКАНАЛЬНЫЙ ДЕФЕКТОСКОП | 2001 |
|
RU2217740C2 |
| Устройство для иммерсионного ультразвукового контроля | 2020 |
|
RU2723913C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146363C1 |
| АКУСТИЧЕСКАЯ СИСТЕМА МНОГОКАНАЛЬНОГО ДЕФЕКТОСКОПА | 2001 |
|
RU2206087C2 |
Изобретение относится к контрольно-измерительной технике и может быть использовано для ультразвуковой дефектоскопии листового, в том числе толстолистового, проката в потоке производства. Сплошной контроль листового проката осуществляется при помощи устройства, содержащего рольганг, акустический блок и иммерсионную ванну. Ультразвуковые датчики акустического блока помещены в иммерсионную жидкость ванны. Также в иммерсионную жидкость ванны помещена часть рольганга таким образом, что в зоне ванны профиль рольганга образует прогнутую кривую, симметричную относительно акустического блока, причем форма кривой выбрана из условия ее совпадения с формой упругой линии контролируемого листа при его движении по рольгангу. Часть акустического блока, в которой расположены ультразвуковые датчики, может быть помещена в водоподъемную камеру. Ее внутреннее пространство ограничено стенками, а дном является жидкость иммерсионной ванны. Внутреннее пространство водоподъемной камеры соединено через воздухозаборный трубопровод с устройством откачки воздуха. 1 з.п.ф-лы, 1 ил.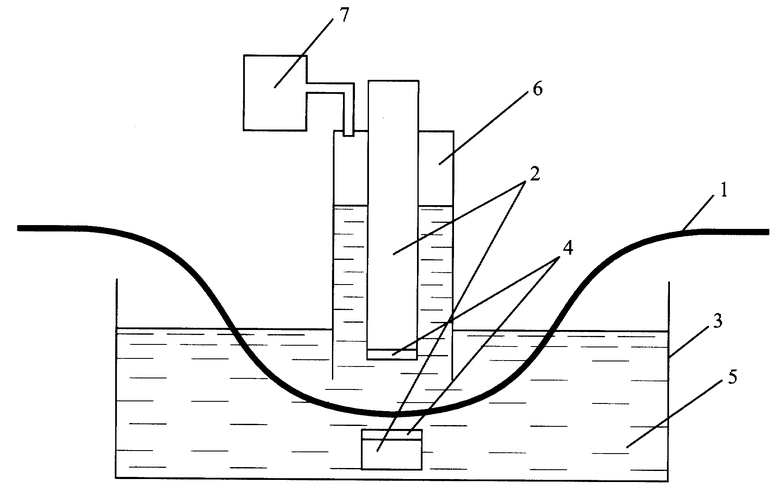
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| RU 2002257 C1, 30.10.93 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US 3850027 A, 26.11.74 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для ультразвукового автоматического контроля проката | 1974 |
|
SU528499A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Непрерывный прокатный с ан | 1976 |
|
SU604596A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| US 3910104 A, 07.10.75 | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВИБРОШУМОПОГЛОЩАЮЩЕЙ ОГНЕЗАЩИТНОЙ КОМПОЗИЦИИ | 2011 |
|
RU2470966C2 |

